TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025141841
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2025033619
出願日
2025-03-04
発明の名称
マルテンサイト系快削ステンレス棒状鋼材及びその製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C22C
38/00 20060101AFI20250919BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】精密切削加工時の工具寿命に優れ、切削加工で優れた平坦度を有する切削表面性状を得ることができる、高硬度・高耐食性のマルテンサイト系快削ステンレス棒状鋼材及びその製造方法を提供する。
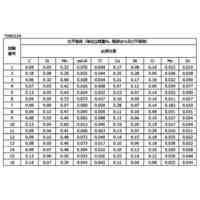
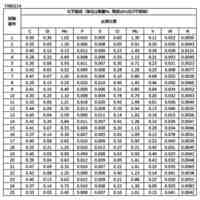
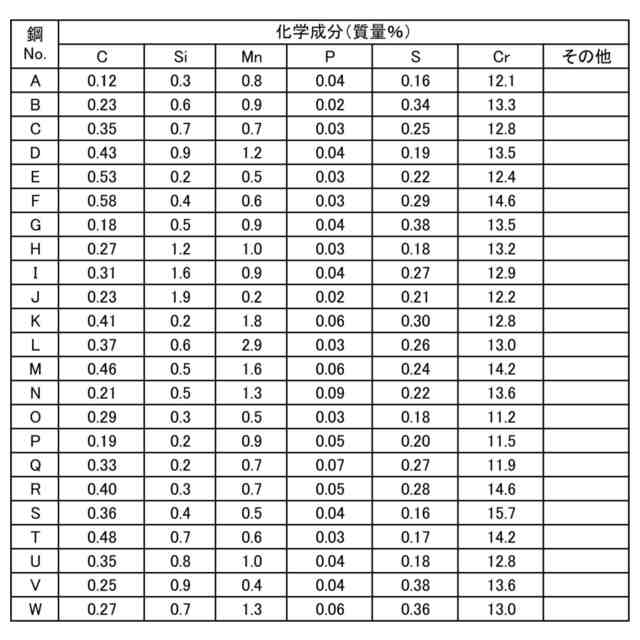
【解決手段】C:0.08~0.60%、Si:0.10~2.0%、Mn:0.1~3.0%、S:0.15~0.40%、P:0.10%以下、Cr:11.0~16.0%、残部Feおよび不純物からなる化学成分を有し、平均Cr炭化物円相当径が0.80μm以下であり、Cr炭化物数密度が0.10個/μm
2
以上であり、平均Cr窒化物円相当径が0.80μm以下であり、Cr窒化物数密度が0.05個/μm
2
以上であることを特徴とするマルテンサイト系快削ステンレス棒状鋼材である。さらに好ましくは、平均硫化物円相当径が5.0μm以下であり、硫化物数密度が0.010個/μm
2
以上である。
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、
C:0.08~0.60%、
Si:0.10~2.0%、
Mn:0.10~3.0%、
S:0.15~0.40%、
P:0.10%以下、
Cr:11.0~16.0%、
残部Feおよび不純物からなる化学成分を有し、
平均Cr炭化物円相当径が0.80μm以下であり、Cr炭化物数密度が0.10個/μm
2
以上であり、平均Cr窒化物円相当径が0.80μm以下であり、Cr窒化物数密度が0.05個/μm
2
以上であることを特徴とするマルテンサイト系快削ステンレス棒状鋼材。
続きを表示(約 1,300 文字)
【請求項2】
質量%で、
C:0.08~0.60%、
Si:0.10~2.0%、
Mn:0.10~3.0%、
S:0.15~0.40%、
P:0.10%以下、
Cr:11.0~16.0%、
残部Feおよび不純物からなる化学成分を有し、
平均Cr炭化物円相当径が0.80μm以下であり、Cr炭化物数密度が0.10個/μm
2
以上であり、平均Cr窒化物円相当径が0.80μm以下であり、Cr窒化物数密度が0.05個/μm
2
以上であり、平均硫化物円相当径が5.0μm以下であり、硫化物数密度が0.010個/μm
2
以上であることを特徴とするマルテンサイト系快削ステンレス棒状鋼材。
【請求項3】
鋼の前記化学成分が、前記Feの一部に替えて、質量%で、
B:0.01%以下、
N:0.15%以下、
Al:0.008%以下、
O:0.015%以下、
Ni:1.5%以下、
Cu:1.5%以下、
Co:1.5%以下、
Mo:2.5%以下、
W:2.5%以下、
Bi:0.2%以下、
Sn:0.3%以下、
Sb:0.3%以下、
Ag:0.3%以下、
Te:0.1%以下、
V:0.8%以下、
Nb:0.3%以下、
Ti:0.3%以下、
Ta:0.3%以下、
Mg:0.01%以下、
Ca:0.01%以下、
Hf:0.01%以下、
及びREM:0.05%以下からなる群から選ばれる1種又は2種以上を含有するものであることを特徴とする請求項1または請求項2に記載のマルテンサイト系快削ステンレス棒状鋼材。
【請求項4】
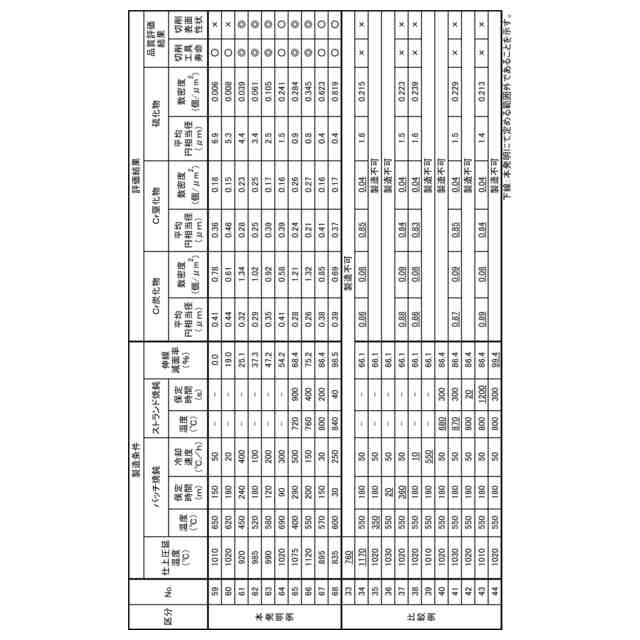
熱間加工の仕上圧延温度が800~1150℃であり、熱間加工後に400℃以上、700℃未満で30~300分保定し、400℃まで20~500℃/hの速度で冷却するバッチ焼鈍を施すこと、または、前記バッチ焼鈍に加えて700~850℃で30~1000秒保定のストランド焼鈍を施すことを特徴とする請求項1または請求項2に記載のマルテンサイト系快削ステンレス棒状鋼材の製造方法。
【請求項5】
更に、減面率20.0~99.0%の冷間加工を行うことを特徴とする請求項4に記載のマルテンサイト系快削ステンレス棒状鋼材の製造方法。
【請求項6】
熱間加工の仕上圧延温度が800~1150℃であり、熱間加工後に400℃以上、700℃未満で30~300分保定し、400℃まで20~500℃/hの速度で冷却するバッチ焼鈍を施すこと、または、前記バッチ焼鈍に加えて700~850℃で30~1000秒保定のストランド焼鈍を施すことを特徴とする請求項3に記載のマルテンサイト系快削ステンレス棒状鋼材の製造方法。
【請求項7】
更に、減面率20.0~99.0%の冷間加工を行うことを特徴とする請求項6に記載のマルテンサイト系快削ステンレス棒状鋼材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、耐食性が必要な小型部品に切削される材料に関して、工具摩耗と構成刃先を抑制した切削性に優れるマルテンサイト系快削ステンレス棒状鋼材及びその製造方法に関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
380Hv以上の高硬度・高耐食性マルテンサイト系ステンレス鋼は、耐摩耗性,疲労強度,耐食性の観点から、産業用機器や精密機器部品に使用される。特に棒線を素材とする磨棒から切削加工される精密機器部品は、回転体に使用されることが多いので、とりわけ精密な切削加工性が必要になる。具体的には、切削加工時の工具摩耗が200μm以下と小さく、且つ、切削加工後において、微小な構成刃先痕が散見される程度の平滑な切削表面が求められる。工具摩耗は被削材に存在する硬質な析出物や介在物によって促進する。構成刃先は切削工具先端上に母材が凝着により生成・成長する堆積物であり、切削途中に工具先端から脱落することで切削表面上に圧着されて表面性状を劣化させる。
【0003】
これまで、高硬度・高耐食性マルテンサイト系ステンレス鋼においてSを含有し、硫化物組成・サイズと炭化物サイズを規定して、耐摩耗性と切削性を向上させたマルテンサイト系快削ステンレス鋼の提案がある(特許文献1)。しかしながら、10μm
2
以上の非常に大きな炭化物サイズしか考慮されておらず、切削工具寿命と切削表面性状を十分に満足することができない。
【0004】
更に、高冷間加工性の冷間工具鋼において、炭化物の平均円相当径や介在物の清浄度を規定して、冷間加工性と被削性を向上した鋼が提案されている(特許文献2)。しかしながら、炭化物の平均円相当径を0.25μm以上0.8μm以下とすることで、低硬度により被削性と冷間加工性を向上させる提案である。炭化物の平均円相当径が0.8μm超の粗大炭化物が工具摩耗促進により被削性を劣化させることに関しては述べられておらず、炭化物の平均円相当径が0.25μm未満の場合、硬さが高く、被削性向上の効果が得られないとされている。また、切削表面性状に関しては述べられていない。
【0005】
更に、S含有のマルテンサイト系ステンレス快削鋼において、BとNを含有してBN系金属間化合物のサイズを規定した鋼、または鋼中の介在物のアスペクト比を小さくして構成刃先の形成を抑制することにより、表面性状に優れる鋼が提案されている(特許文献3、特許文献4)。しかしながら、工具寿命に関しては述べられていない。
【先行技術文献】
【特許文献】
【0006】
特開2015-137381号公報
特開2006-193790号公報
特開2013-185195号公報
国際公開WO2019/240209号
【発明の概要】
【発明が解決しようとする課題】
【0007】
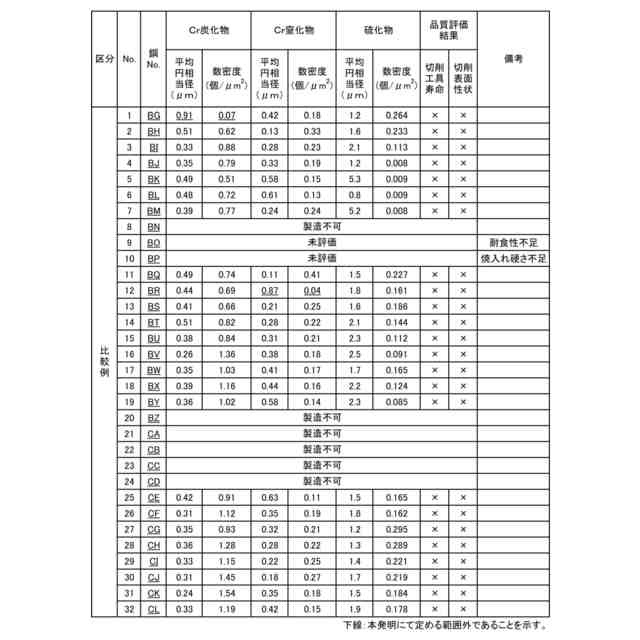
本発明者は、上記の背景技術に記載の公知の技術またはそれらの組み合わせでは、優れた切削性を付与した高硬度・高耐食マルテンサイト系快削ステンレス鋼において、切削加工時の工具摩耗を200μm以下に抑制した優れた工具寿命が実現できず、さらには工具寿命と構成刃先痕を抑制した優れた平滑な表面性状の両立ができないことを知見した。
【0008】
本発明の解決すべき課題は、腐食環境の厳しい環境下で使用されるマルテンサイト系ステンレス鋼の精密部品用として、切削加工時の工具寿命に優れ、さらに好ましくは切削加工で優れた平坦度を有する切削表面性状を得ることができる、高硬度・高耐食性のマルテンサイト系快削ステンレス棒状鋼材及びその製造方法を提供することを課題とするものである。
【課題を解決するための手段】
【0009】
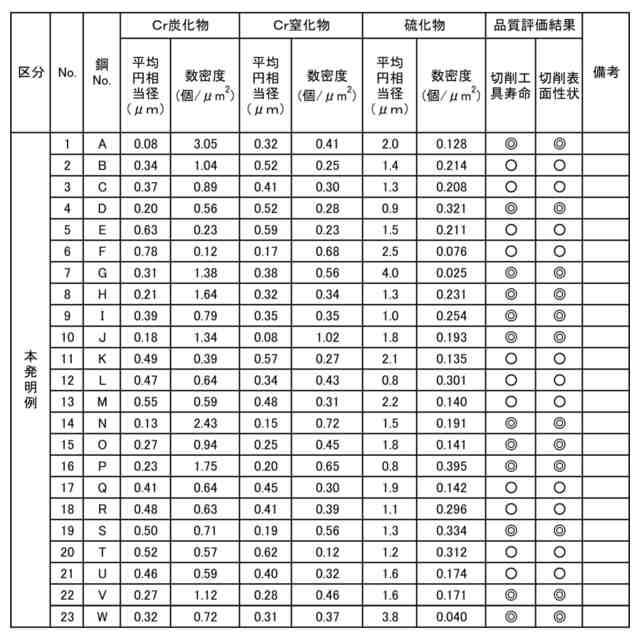
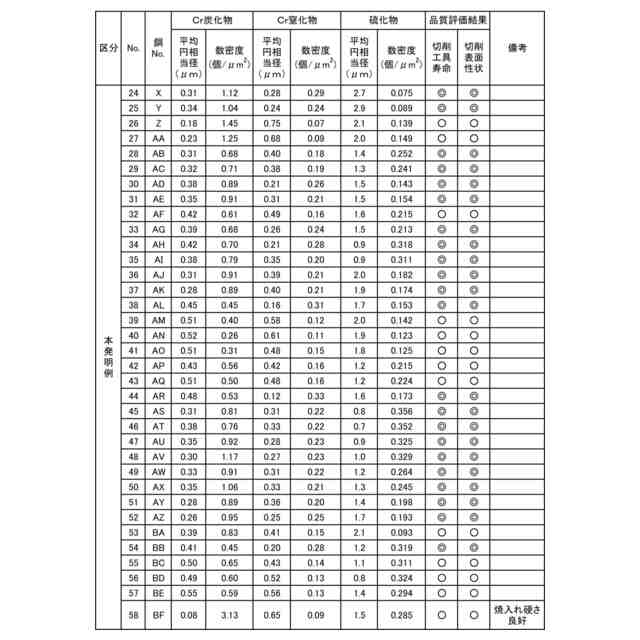
本発明者等は、上記課題を解決するために、焼入れ処理で380Hv以上の高硬度が得られるS含有のマルテンサイト系快削ステンレス鋼において種々検討した。その結果、Cr炭化物およびCr窒化物の平均円相当径と数密度を制御することで精密切削加工時の工具寿命が優れ、さらに好ましくは、硫化物の平均円相当径と数密度を制御することで構成刃先痕を抑制して平滑性に優れる表面性状が得られる知見を得た。
【0010】
本発明は、上記知見に基づいてなされたものであり、その要旨とするところは以下の通りである。
[1]質量%で、C:0.08~0.60%、Si:0.10~2.0%、Mn:0.10~3.0%、S:0.15~0.40%、P:0.10%以下、Cr:11.0~16.0%、残部Feおよび不純物からなる化学成分を有し、
平均Cr炭化物円相当径が0.80μm以下であり、Cr炭化物数密度が0.10個/μm
2
以上であり、平均Cr窒化物円相当径が0.80μm以下であり、Cr窒化物数密度が0.05個/μm
2
以上であることを特徴とするマルテンサイト系快削ステンレス棒状鋼材。
[2]質量%で、C:0.08~0.60%、Si:0.1~2.0%、Mn:0.1~3.0%、S:0.15~0.40%、P:0.10%以下、Cr:11.0~16.0%、残部Feおよび不純物からなる化学成分を有し、
平均Cr炭化物円相当径が0.80μm以下であり、Cr炭化物数密度が0.10個/μm
2
以上であり、平均Cr窒化物円相当径が0.80μm以下であり、Cr窒化物数密度が0.05個/μm
2
以上であり、平均硫化物円相当径が5.0μm以下であり、硫化物数密度が0.010個/μm
2
以上であることを特徴とするマルテンサイト系快削ステンレス棒状鋼材。
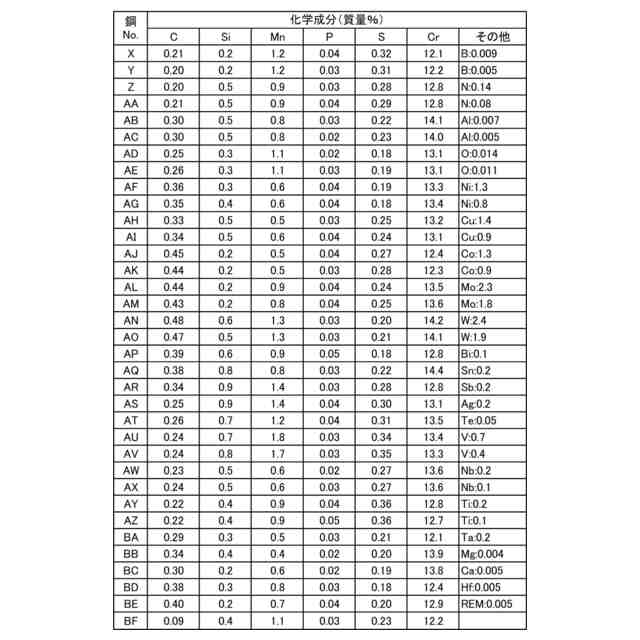
[3]鋼の前記化学成分が、前記Feの一部に替えて、質量%で、B:0.01%以下、N:0.15%以下、Al:0.008%以下、O:0.015%以下、Ni:1.5%以下、Cu:1.5%以下、Co:1.5%以下、Mo:2.5%以下、W:2.5%以下、Bi:0.2%以下、Sn:0.3%以下、Sb:0.3%以下、Ag:0.3%以下、Te:0.1%以下、V:0.8%以下、Nb:0.3%以下、Ti:0.3%以下、Ta:0.3%以下、Mg:0.01%以下、Ca:0.01%以下、Hf:0.01%以下、及びREM:0.05%以下からなる群から選ばれる1種又は2種以上を含有するものであることを特徴とする[1]または[2]に記載のマルテンサイト系快削ステンレス棒状鋼材。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
床構造
1日前
日本製鉄株式会社
床構造
1日前
日本製鉄株式会社
ボルト
1日前
日本製鉄株式会社
ボルト
29日前
日本製鉄株式会社
剪断機
1日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
管理装置
22日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
構造部材
11日前
日本製鉄株式会社
耐火構造物
13日前
日本製鉄株式会社
耐火構造物
13日前
日本製鉄株式会社
耐火構造物
13日前
日本製鉄株式会社
リクレーマ
22日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
転炉精錬方法
11日前
日本製鉄株式会社
高炉操業方法
1か月前
日本製鉄株式会社
高Ni合金板
22日前
日本製鉄株式会社
高炉の冷却構造
25日前
日本製鉄株式会社
高炉の操業方法
21日前
日本製鉄株式会社
溶鉄の製造方法
28日前
日本製鉄株式会社
ステンレス鋼板
1か月前
日本製鉄株式会社
高炉の操業方法
19日前
日本製鉄株式会社
焼結鉱の製造方法
19日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
スポット溶接継手
19日前
日本製鉄株式会社
合成梁及び床構造
11日前
日本製鉄株式会社
合成梁及び床構造
11日前
日本製鉄株式会社
焼結鉱の製造方法
11日前
日本製鉄株式会社
微細藻類の培養装置
1日前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ