TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025142203
公報種別
公開特許公報(A)
公開日
2025-09-30
出願番号
2025121006,2022046188
出願日
2025-07-18,2022-03-23
発明の名称
繊維強化複合材料
出願人
三菱ケミカル株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
43/02 20060101AFI20250919BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】厚みが均一な繊維強化複合材料を提供する。
【解決手段】
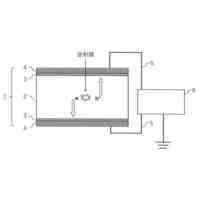
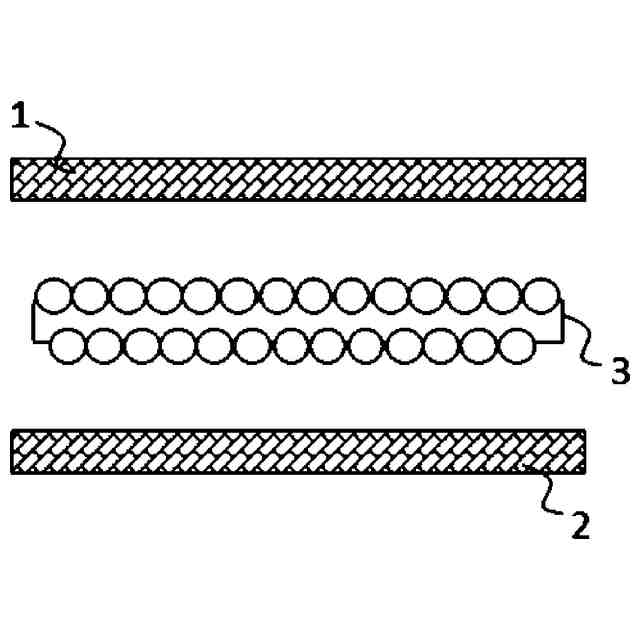
加圧体1および加圧体2で繊維強化複合材料前駆体を挟んで加圧する工程により得られる繊維強化複合材料であって、熱可塑性樹脂と炭素繊維とからなる厚さ40μm~50000μmの平板状の繊維強化複合材料であり、厚みの変動係数が4%以下である、繊維強化複合材料。
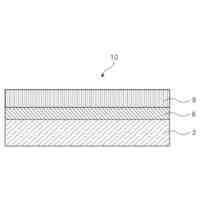
【選択図】図1
特許請求の範囲
【請求項1】
熱可塑性樹脂と炭素繊維とからなる厚さ40μm~50000μmの平板状の繊維強化複合材料であって、厚みの変動係数が4%以下である、繊維強化複合材料。
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維強化複合材料に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
航空機部品、自動車部品、電気・電子部品等の様々な分野において、強化繊維基材にマトリックス樹脂組成物を複合化した繊維強化複合材料の成形体が用いられている。
【0003】
強化繊維とマトリックス樹脂からなる繊維強化複合材料は、プリプレグ等の中間材料や成形体の製造時に、強化繊維や樹脂層のバラツキを有する繊維強化複合材料前駆体に対し、適切に圧力を掛け、マトリックス樹脂と強化繊維を複合化する必要がある。例えば、特許文献1には、製造前の繊維強化複合材料と負荷圧力の均一性を付与するシートとの間にC/Cコンポジットからなる加圧板を配置し、連続的に熱可塑性樹脂プリプレグを製造する方法が示されている。
【先行技術文献】
【特許文献】
【0004】
特許第3876276号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、プリプレグの厚みムラが大きくなってしまい、設計と異なることにより、成形後の部品に必要な強度や剛性が得られない場合があった。本発明は、厚みが均一な繊維強化複合材料の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
[1]加圧体1および加圧体2で繊維強化複合材料前駆体を挟んで加圧する工程を含む繊維強化複合材料の製造方法であって、前記加圧体1の厚み標準偏差、前記加圧体2の厚み標準偏差、加圧体1と加圧体2の加圧時の合計厚み標準偏差がそれぞれ5~35μmとなるように加圧体1、加圧体2、および繊維強化複合材料前駆体を配置して挟む、繊維強化複合材料の製造方法。
[2]前記加圧体が、C/Cコンポジット、黒鉛、金属、ゴムからなる群より選ばれる少なくとも1種からなる部分を含む加圧体である、[1]に記載の繊維強化複合材料の製造方法。
[3]前記繊維強化複合材料が炭素繊維とマトリクス樹脂とからなる、[1]または[2]に記載の繊維強化複合材料の製造方法。
[4]加圧体1および加圧体2がいずれも板状または円筒状である、[1]~[3]のいずれかに記載の繊維強化複合材料の製造方法。
[5]前記繊維強化複合材料が平板状である、[1]~[4]のいずれかに記載の繊維強化複合材料の製造方法。
[6]前記繊維強化複合材料前駆体が、炭素繊維とマトリクス樹脂とからなる中間材に離型紙または離型フィルムが積層された積層体である、[1]~[5]のいずれかに記載の繊維強化複合材料の製造方法。
[7]前記繊維強化複合材料前駆体が、炭素繊維とマトリクス樹脂とからなる中間材が複数積層され、最表面に離型紙または離型フィルムが積層された積層体である、[1]~[6]のいずれかに記載の繊維強化複合材料の製造方法。
[8]前記マトリクス樹脂が熱可塑性樹脂からなる、[3]に記載の繊維強化複合材料の製造方法。
[9]前記繊維強化複合材料前駆体を200℃以上に加熱する工程を含む、[1]~[8]のいずれかに記載の繊維強化複合材料の製造方法。
[10]連続的または間欠的に加圧する、[1]~[9]のいずれかに記載の繊維強化複合材料の製造方法。
[11]前記繊維強化複合材料がプリプレグである、[1]~[10]のいずれかに記載の繊維強化複合材料の製造方法。
[12][1]~[11]のいずれかに記載の製造方法により製造された繊維強化複合材料を成形した成形体。
[13]熱可塑性樹脂と炭素繊維とからなる厚さ40μm~50000μmの平板状の繊維強化複合材料であって、厚みの変動係数が4%以下である、繊維強化複合材料。
【発明の効果】
【0007】
本発明によれば、厚みのバラツキの少ない繊維強化複合材料の製造方法を提供できる。また、繊維強化複合材料の製造方法で得られた繊維強化複合材料を用いて成形することにより強度や剛性が部位によるバラツキの少ない部品を提供できる。
【図面の簡単な説明】
【0008】
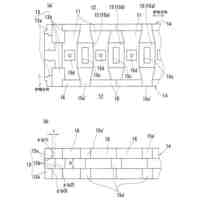
本発明の加圧前の態様を示す図である。
本発明の加圧時の態様を示す図である。
【発明を実施するための形態】
【0009】
[繊維強化複合材料の製造方法]
繊維強化複合材料(以下、本複合材料と称する場合がある)の製造方法の態様の一つは、加圧体1および加圧体2で繊維強化複合材料前駆体を挟んで加圧する工程を含む繊維強化複合材料の製造方法であって、加圧体1の厚み標準偏差、加圧体2の厚み標準偏差、加圧体1と加圧体2の加圧時の合計厚み標準偏差がそれぞれ5~35μmとなるように加圧体1、加圧体2、および繊維強化複合材料前駆体を配置して挟むものである。図1に示すように、加圧体1と加圧体2とで繊維強化複合材料前駆体3を挟み込んで加圧する。加圧は、加圧体の一方を固定して他方の加圧体を動かして力を加えてもよいし、向かい合う加圧体がお互い近づくように両方から力を加えるようにしてもよい。厚みは、マイクロメーターやキャリパゲージなどの接触法またはレーザーやX線などの非接触法による公知の方法により計測できる。標準偏差は、加圧体の幅方向に10等分以上に等分した位置の厚みを計測することにより算出できる。合計厚み標準偏差は、繊維強化複合材料前駆体を加圧するときの加圧体1と加圧体2の位置を設定して、加圧体1と加圧体2のそれぞれの厚みを計測し、重なり合う特定の位置における厚みの合計を算出し、その標準偏差を求める。図2に示すように、繊維強化複合材料前駆体3aを加圧体1と加圧体2とで挟み込んで加圧した状態の配置を想定する。このときの加圧体1および加圧体2の配置を決めて、合計厚みを算出する。具体的には、重なり合う特定の位置をy、加圧体1と加圧体2のそれぞれyにおける厚みをt1およびt2として、t1にt2を加えて合計厚みとする。yは加圧体の幅方向に10等分以上に等分した位置の一点を例示的に抽出したものである。加圧体1と加圧体2との合計厚みの標準偏差が特定範囲になるように、加圧体1の凹部には加圧体2の凸部が向かい合うように配置されている。加圧体1および加圧体2それぞれの厚みが均一であることにより、挟んで得られる繊維強化複合材料の厚みも均一になる。圧体1および加圧体2が加圧時に重なった時の合計厚みが均一であることにより、より精度高く繊維強化複合材料の厚みも均一にできる。加圧体の圧力分布は、本複合材料の厚みを変動させる一因となる。加圧体1と加圧体2の厚い部分どうしや薄い部分どうしが重なると、加圧体の圧力分布が均一にならない場合がある。加圧体1および加圧体2それぞれの厚みの標準偏差に加えて、加圧体の加圧時の合計厚みの標準偏差を調整することで、加圧体からの繊維強化複合材料前駆体に対する圧力分布を均一にすることができる。合計厚みの標準偏差は、5~35μmの範囲が好ましく、10~35μmの範囲がより好ましい。合計厚み標準偏差は、加工精度を上げて、各加圧体の厚みバラツキを小さくしたり、各加圧体の配置を前後左右に水平移動、左右反転、上下反転させたりすることにより調整できる。
【0010】
本複合材料がプリプレグである場合には、加圧体1および加圧体2で繊維強化複合材料前駆体を挟んで加圧する加圧工程は、複合化工程として機能する。複合化工程としては、強化繊維基材にマトリックス樹脂を含浸させる含浸工程、または強化繊維基材にマトリックス樹脂から成形したフィルム、不織布、繊維、または粒子を付着させる付着工程が挙げられる。繊維強化複合材料前駆体としてのプリプレグ1枚またはプリプレグ積層体どうしの間に加圧体やシート材をさらに挿入して複数の繊維強化複合材料としてのプリプレグを得ることもできる。複合化工程においては、加温することが好ましく、繊維強化複合材料前駆体の表面温度が100~450℃となるように調整することが好ましく、本複合材料が高耐熱用途の部材に用いられる場合は、200℃以上となるように調整することが好ましい。熱可塑性樹脂繊維又は熱可塑性樹脂粒子を強化繊維基材に付与し、加圧と共に加熱溶融してマトリックス樹脂を含浸させ、繊維間の空気を除去する方法を用いてもよい。マトリックス樹脂に熱可塑性樹脂繊維を用いる場合、樹脂繊維の繊維径は、5~50μmが好ましい。マトリックス樹脂に熱可塑性樹脂粒子を用いる場合、樹脂粒子の平均粒径は、10~100μmが好ましい。その他に、マトリックス樹脂を用いて成形した熱可塑性樹脂フィルムや不織布と強化繊維基材とを重ね、加熱溶融して含浸させ、強化繊維間の空気を除去することもできる。モノマー、または低分子量体を強化繊維基材に含浸させた後、重合させて繊維強化複合材料としてもよい。含浸工程においては、含浸を促進する観点から強化繊維基材の表面温度がマトリックス樹脂の軟化温度以上となるように設定することが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱ケミカル株式会社
電池
29日前
三菱ケミカル株式会社
化合物
26日前
三菱ケミカル株式会社
化合物
26日前
三菱ケミカル株式会社
粘着シート
14日前
三菱ケミカル株式会社
ガス吸着フィルム
21日前
三菱ケミカル株式会社
ポリエステルフィルム
13日前
三菱ケミカル株式会社
アルコールの製造方法
20日前
三菱ケミカル株式会社
ポリエステルフィルム
13日前
三菱ケミカル株式会社
ポリエステルフィルム
13日前
三菱ケミカル株式会社
顕色剤及び感熱記録材料
12日前
三菱ケミカル株式会社
化合物及びその製造方法
26日前
三菱ケミカル株式会社
樹脂組成物の再利用方法
13日前
三菱ケミカル株式会社
樹脂組成物の再利用方法
13日前
三菱ケミカル株式会社
樹脂組成物の再利用方法
13日前
三菱ケミカル株式会社
樹脂組成物の再利用方法
13日前
三菱ケミカル株式会社
樹脂組成物、及び成形体
29日前
三菱ケミカル株式会社
コークス炉の煉瓦組積構造
21日前
三菱ケミカル株式会社
多層構造体、および多層包材
28日前
三菱ケミカル株式会社
多層構造体、および多層包材
28日前
三菱ケミカル株式会社
アクリル酸エチルの製造方法
2日前
三菱ケミカル株式会社
硬化性組成物、硬化物、積層体
2日前
三菱ケミカル株式会社
硬化性組成物、硬化物、積層体
23日前
三菱ケミカル株式会社
樹脂組成物、硬化物及び接着剤
12日前
三菱ケミカル株式会社
放射線検出素子及び放射線検出器
13日前
三菱ケミカル株式会社
粘着剤組成物、粘着剤及び粘着シート
12日前
三菱ケミカル株式会社
モビリティ用表示装置、および、移動体
13日前
三菱ケミカル株式会社
樹脂組成物、成形材料、及び樹脂成形体
12日前
三菱ケミカル株式会社
液晶組成物及びこれを用いた液晶調光素子
13日前
三菱ケミカル株式会社
樹脂シート、複合成形体及び半導体デバイス
26日前
三菱ケミカル株式会社
ポリビニルアルコール系樹脂組成物ペレット群
2日前
三菱ケミカル株式会社
共重合体、感光性樹脂組成物、硬化物、積層体
23日前
三菱ケミカル株式会社
共重合体、医療用コーティング剤及び医療機器
12日前
三菱ケミカル株式会社
共重合体、感光性樹脂組成物、硬化物、積層体
12日前
三菱ケミカル株式会社
共重合体、感光性樹脂組成物、硬化物、積層体
12日前
三菱ケミカル株式会社
メタクリル酸メチル系重合体及びその製造方法
20日前
三菱ケミカル株式会社
組成物、粘着剤組成物、粘着剤、及び粘着シート
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ