TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025143906
公報種別
公開特許公報(A)
公開日
2025-10-02
出願番号
2024043413
出願日
2024-03-19
発明の名称
プレスブレーキ制御装置及び曲げ速度算出方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/02 20060101AFI20250925BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレスブレーキでワークに曲げ加工するときに、ワークに応じた適切な曲げ速度を算出する。
【解決手段】プレスブレーキ制御装置1は、プレスブレーキ7でワークに曲げ加工するときの加工条件11を記憶する記憶部3と、加工条件11に基づいてプレスブレーキ7でワークに曲げ加工するときの曲げ速度を算出する制御部5とを備える。制御部5は、加工条件11からワークの板厚を取得し、ワークの板厚に基づいて、作業者がワークを把持する把持部分の跳ね上り速度の中で作業者が快適に作業できる跳ね上り速度適正値を設定し、加工条件11に基づいて、跳ね上り速度を曲げ速度に変換する速度変換パラメータを算出し、跳ね上り速度適正値と速度変換パラメータとに基づいて曲げ速度を算出する。
【選択図】図1
特許請求の範囲
【請求項1】
プレスブレーキでワークに曲げ加工するときの加工条件を記憶する記憶部と、
前記加工条件に基づいて、前記プレスブレーキで前記ワークに曲げ加工するときの曲げ速度を算出する制御部と、を備え、
前記制御部は、
前記加工条件から前記ワークの板厚を取得し、前記ワークの板厚に基づいて、作業者が前記ワークを把持する把持部分の跳ね上り速度の中で前記作業者が快適に作業できる跳ね上り速度適正値を設定し、
前記加工条件に基づいて、前記跳ね上り速度を前記曲げ速度に変換する速度変換パラメータを算出し、
前記跳ね上り速度適正値と前記速度変換パラメータとに基づいて前記曲げ速度を算出する
プレスブレーキ制御装置。
続きを表示(約 1,300 文字)
【請求項2】
前記制御部は、
前記加工条件から前記ワークの質量を取得し、前記ワークの質量が所定値以上である場合に、前記曲げ速度を減速させる質量減速パラメータを算出し、
前記跳ね上り速度適正値と前記速度変換パラメータと前記質量減速パラメータとに基づいて前記曲げ速度を算出する
請求項1に記載のプレスブレーキ制御装置。
【請求項3】
前記制御部は、
前記加工条件から前記ワークのワーク幅と前記ワークの曲げ線の長さである曲げ長さとを取得し、前記ワーク幅に対する前記曲げ長さの比が所定値未満である場合に、前記曲げ速度を減速させる幅減速パラメータを算出し、
前記跳ね上り速度適正値と前記速度変換パラメータと前記幅減速パラメータとに基づいて前記曲げ速度を算出する
請求項1または2に記載のプレスブレーキ制御装置。
【請求項4】
前記記憶部は、前記ワークの板厚に応じて設定された複数の前記跳ね上り速度適正値を記憶し、
前記制御部は、前記ワークの板厚に基づいて、前記複数の跳ね上り速度適正値の中からいずれかを選択して設定する
請求項1に記載のプレスブレーキ制御装置。
【請求項5】
前記制御部は、前記加工条件から前記プレスブレーキで使用されるダイの溝幅と、前記ワークの曲げ線から前記把持部分までの長さであるワーク長さとを取得し、前記ダイの溝幅と前記ワーク長さとに基づいて、前記速度変換パラメータを算出する
請求項1に記載のプレスブレーキ制御装置。
【請求項6】
前記制御部は、前記ワーク長さが所定値より大きい場合に、前記ワーク長さよりも小さな値に設定された補正値を算出し、前記ダイの溝幅と前記補正値とに基づいて、前記速度変換パラメータを算出する
請求項5に記載のプレスブレーキ制御装置。
【請求項7】
前記記憶部は、前記プレスブレーキで前記ワークの曲げ加工を実行する処理を記録した加工プログラムを記憶し、
前記加工プログラムには過去に設定された前記曲げ速度のデータが記録され、
前記制御部は、前記過去に設定された曲げ速度が、算出された前記曲げ速度より速い場合に、前記作業者に警報を出力する
請求項1に記載のプレスブレーキ制御装置。
【請求項8】
プレスブレーキでワークに曲げ加工するときの加工条件に基づいて、前記プレスブレーキで前記ワークに曲げ加工するときの曲げ速度を算出する曲げ速度算出方法であって、
前記加工条件から前記ワークの板厚を取得し、前記ワークの板厚に基づいて、作業者が前記ワークを把持する把持部分の跳ね上り速度の中で前記作業者が快適に作業できる跳ね上り速度適正値を設定し、
前記加工条件に基づいて、前記跳ね上り速度を前記曲げ速度に変換する速度変換パラメータを算出し、
前記跳ね上り速度適正値と前記速度変換パラメータとに基づいて前記曲げ速度を算出する
曲げ速度算出方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレスブレーキ制御装置及び曲げ速度算出方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
一般にNC装置では、プレスブレーキでワークに曲げ加工を行う際の曲げ速度の初期値は、一律で同じ値が入力されている。曲げ速度はワークサイズ等に合わせて変更することは可能であるが、経験の浅い作業者には適切な曲げ速度に変更することは困難である。そこで、特許文献1に記載された曲げ加工装置では、曲げ加工時における作業者の作業速度の平均値に基づいて曲げ速度を算出していた。
【先行技術文献】
【特許文献】
【0003】
特開2002-137018号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した従来の曲げ加工装置では、作業者の作業速度の平均値に基づいて曲げ速度を算出しているので、サイズの大きいワークでは跳ね上り速度が速すぎて、作業者が快適に作業できない可能性がある。そのため、従来の曲げ加工装置では、ワークに応じた適切な曲げ速度を算出できないという問題点があった。
【課題を解決するための手段】
【0005】
一又はそれ以上の実施形態の第1の態様は、プレスブレーキでワークに曲げ加工するときの加工条件を記憶する記憶部と、前記加工条件に基づいて、前記プレスブレーキで前記ワークに曲げ加工するときの曲げ速度を算出する制御部と、を備え、前記制御部は、前記加工条件から前記ワークの板厚を取得し、前記ワークの板厚に基づいて、作業者が前記ワークを把持する把持部分の跳ね上り速度の中で前記作業者が快適に作業できる跳ね上り速度適正値を設定し、前記加工条件に基づいて、前記跳ね上り速度を前記曲げ速度に変換する速度変換パラメータを算出し、前記跳ね上り速度適正値と前記速度変換パラメータとに基づいて前記曲げ速度を算出するプレスブレーキ制御装置である。
【0006】
一又はそれ以上の実施形態の第2の態様は、プレスブレーキでワークに曲げ加工するときの加工条件に基づいて、前記プレスブレーキで前記ワークに曲げ加工するときの曲げ速度を算出する曲げ速度算出方法であって、前記加工条件から前記ワークの板厚を取得し、前記ワークの板厚に基づいて、作業者が前記ワークを把持する把持部分の跳ね上り速度の中で前記作業者が快適に作業できる跳ね上り速度適正値を設定し、前記加工条件に基づいて、前記跳ね上り速度を前記曲げ速度に変換する速度変換パラメータを算出し、前記跳ね上り速度適正値と前記速度変換パラメータとに基づいて前記曲げ速度を算出する曲げ速度算出方法である。
【発明の効果】
【0007】
一又はそれ以上の実施形態に係るプレスブレーキ制御装置及び曲げ速度算出方法によれば、プレスブレーキでワークに曲げ加工するときに、ワークに応じた適切な曲げ速度を算出することができる。
【図面の簡単な説明】
【0008】
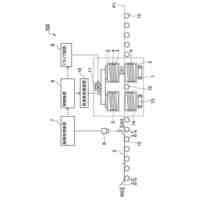
図1は、一実施形態に係るプレスブレーキ制御装置の構成を示すブロック図である。
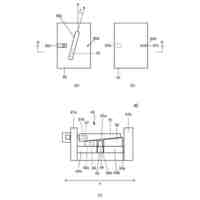
図2は、ワークの構造を説明するための上面図である。
図3は、一実施形態に係るプレスブレーキ制御装置による曲げ速度算出処理の処理手順を示すフローチャートである。
図4は、曲げ加工における跳ね上り速度の作業者による評価結果を示す図である。
図5は、曲げ線から作業者が実際に把持する部分までの長さとワーク長さとの関係を示す図である。
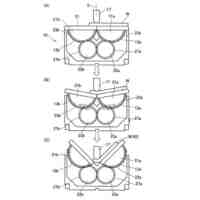
図6は、曲げ加工時におけるワークの動きを説明するための図である。
図7は、ワーク長さが長い場合の曲げ加工時におけるワークの動きを説明するための図である。
図8は、一実施形態に係るプレスブレーキ制御装置によって算出される質量減速パラメータを説明するための図である。
図9は、一実施形態に係るプレスブレーキ制御装置によって算出される幅減速パラメータを説明するための図である。
図10は、一実施形態に係るプレスブレーキ制御装置による警告メッセージの一例を示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照し、本実施形態に係るプレスブレーキ制御装置及び曲げ速度算出方法について説明する。
【0010】
[プレスブレーキ制御装置の構成]
図1を参照し、本実施形態に係るプレスブレーキ制御装置の構成を説明する。図1は、本実施形態に係るプレスブレーキ制御装置の構成を示すブロック図である。図1に示すように、プレスブレーキ制御装置1は、記憶部3と、制御部5とを備え、プレスブレーキ7に接続されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アマダ
プレスブレーキ制御装置及び曲げ速度算出方法
1日前
個人
棒鋼連続引抜装置
6か月前
個人
ヘッダー加工機
4か月前
株式会社オプトン
曲げ加工装置
6か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
プレス加工装置
3か月前
日東精工株式会社
中空軸部品の製造方法
3か月前
株式会社不二越
NC転造盤
6か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス金型
14日前
株式会社西田製作所
パンチャーヘッド
4か月前
トヨタ紡織株式会社
プレス装置
4か月前
工機ホールディングス株式会社
ニブラ
4か月前
トヨタ紡織株式会社
プレス金型
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
4か月前
日産自動車株式会社
逐次成形方法
7か月前
株式会社アマダ
曲げ加工機
6か月前
株式会社アマダ
曲げ加工機
3か月前
株式会社トラバース
パンチング加工装置
5か月前
株式会社TMEIC
監視装置
5か月前
株式会社三明製作所
転造装置
1か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
株式会社吉野機械製作所
プレス機械
3か月前
ユニプレス株式会社
プレス加工装置
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
6か月前
浙江飛剣工貿有限公司
二重片口の製造方法
3か月前
トヨタ紡織株式会社
プレス金型装置
4か月前
株式会社不二越
転造加工用平ダイス
6か月前
株式会社吉野機械製作所
プレス機械
8か月前
加藤軽金属工業株式会社
押出材の加工装置
7か月前
東京精密発條株式会社
金属板の曲げ加工装置
24日前
株式会社TMEIC
誘導加熱装置
3か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ