TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025151380
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024052778
出願日
2024-03-28
発明の名称
三次元造形物の製造方法
出願人
セイコーエプソン株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B29C
64/171 20170101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複数の三次元造形物を同時に造形する場合に、三次元造形物の積層方向における強度のばらつきを小さくできる技術を提供する。
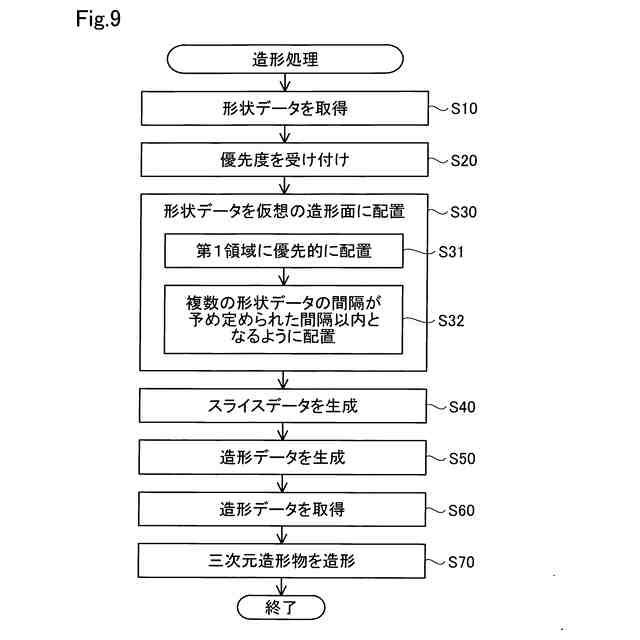
【解決手段】ステージの造形面は、第1領域及び第2領域を有し、第1領域と吐出部との間の空間の温度は、第2領域と吐出部との間の空間の温度よりも高い。三次元造形物の製造方法は、三次元造形物の形状を表す形状データを取得する第1工程と、複数の形状データを仮想の造形面に配置する第2工程と、配置された複数の形状データに基づいて、複数の三次元造形物を造形するための造形データを生成する第3工程と、造形データに基づいて、複数の三次元造形物を造形する第4工程と、を備え、第2工程は、複数の形状データを仮想の第1領域に優先的に配置する工程、及び、複数の形状データの間隔が予め定められた間隔以内となるように仮想の造形面に配置する工程の、少なくともいずれか1つを有する。
【選択図】図9
特許請求の範囲
【請求項1】
吐出部から造形材料を吐出して、ステージの造形面に層を積層することによって複数の三次元造形物を造形する三次元造形物の製造方法であって、
前記ステージは、前記ステージを加熱するステージヒーターを有し、
前記造形面は、第1領域及び第2領域を有し、
前記第1領域と前記吐出部との間の空間の温度は、前記第2領域と前記吐出部との間の空間の温度よりも高く、
複数の前記三次元造形物の形状を表す形状データを取得する第1工程と、
複数の前記形状データを、予め定められた条件に基づいて仮想の前記造形面に配置する第2工程と、
配置された複数の前記形状データに基づいて、複数の前記三次元造形物を造形するための造形データを生成する第3工程と、
前記造形データに基づいて、複数の前記三次元造形物を造形する第4工程と、を備え、
前記第2工程は、複数の前記形状データを仮想の前記第1領域に優先的に配置する工程、及び、複数の前記形状データの間隔が予め定められた間隔以内となるように仮想の前記造形面に配置する工程の、少なくともいずれか1つを有する、
三次元造形物の製造方法。
続きを表示(約 1,400 文字)
【請求項2】
請求項1に記載の三次元造形物の製造方法であって、
前記造形面に垂直な方向から見て、前記第2領域は、前記第1領域よりも前記ステージの外周に近い領域である、
三次元造形物の製造方法。
【請求項3】
請求項1に記載の三次元造形物の製造方法であって、
前記造形面は、第3領域を有し、
前記第3領域と前記吐出部との間の空間の温度は、前記第2領域と前記吐出部との間の空間の温度よりも低く、
前記造形面に垂直な方向から見て、
前記第1領域は、前記造形面の中央の領域であり、
前記第2領域は、前記第1領域を囲む領域であり、
前記第3領域は、前記第2領域を囲む領域であり、
前記第2工程において、複数の前記形状データを、仮想の前記第1領域、仮想の前記第2領域、仮想の前記第3領域の順に、優先的に配置する、
三次元造形物の製造方法。
【請求項4】
請求項1に記載の三次元造形物の製造方法であって、
前記第1領域は、前記第2領域よりも、前記吐出部と前記ステージとを備える三次元造形装置に設けられた扉から遠い位置に位置する領域である、
三次元造形物の製造方法。
【請求項5】
請求項1に記載の三次元造形物の製造方法であって、
前記第2工程において、前記三次元造形物と同時に造形される柱状造形物の形状を表す柱状造形物データを、仮想の前記第2領域に配置する、
三次元造形物の製造方法。
【請求項6】
請求項1に記載の三次元造形物の製造方法であって、
前記吐出部と前記ステージとを備える三次元造形装置は、前記ステージに対して前記吐出部側に配置され、前記吐出部と連動して移動する板状の加熱部を有し、
前記加熱部は、
前記造形面に垂直な方向から見て、
前記加熱部の中央の領域であり、開口が設けられた第1加熱領域と、
前記第1加熱領域を囲む領域である第2加熱領域と、を有し、
前記第2加熱領域と前記ステージとの間の空間の温度は、前記第1加熱領域と前記ステージとの間の空間の温度よりも高く、
前記吐出部は、ノズルを有し、前記ノズルは、少なくとも前記三次元造形物の造形時において、前記開口の内部に位置し、
前記第2工程において、前記三次元造形物と同時に造形される柱状造形物の形状を表す柱状造形物データを、仮想の前記造形面に配置し、
前記第1領域は、前記第2領域よりも前記柱状造形物から遠い領域である、
三次元造形物の製造方法。
【請求項7】
請求項1に記載の三次元造形物の製造方法であって、
複数の前記形状データの優先度を受け付ける第5工程を備え、
前記第2工程において、前記優先度の高い前記形状データを仮想の前記第1領域に優先的に配置する、
三次元造形物の製造方法。
【請求項8】
請求項1に記載の三次元造形物の製造方法であって、
複数の前記形状データの優先度を受け付ける第5工程を備え、
前記第2工程において、前記優先度の高い前記形状データが、複数の前記形状データの中央に位置するように、前記形状データを仮想の前記造形面に配置する、
三次元造形物の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、三次元造形物の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、溶融した熱可塑性の材料を、予め設定された形状データにしたがって走査する押出ノズルから基台上に押し出し、その基台上で硬化した材料の上にさらに溶融した材料を積層して3次元物体を作成する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2006-192710号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ステージ上に層を積層することで複数の三次元造形物を同時に造形する場合に、複数の三次元造形物の積層方向における強度のばらつきを小さくできる技術が望まれている。
【課題を解決するための手段】
【0005】
本開示の第1の形態によれば、三次元造形物の製造方法が提供される。この三次元造形物の製造方法は、吐出部から造形材料を吐出して、ステージの造形面に層を積層することによって複数の三次元造形物を造形する三次元造形物の製造方法であって、前記ステージは、前記ステージを加熱するステージヒーターを有し、前記造形面は、第1領域及び第2領域を有し、前記第1領域と前記吐出部との間の空間の温度は、前記第2領域と前記吐出部との間の空間の温度よりも高く、複数の前記三次元造形物の形状を表す形状データを取得する第1工程と、複数の前記形状データを、予め定められた条件に基づいて仮想の前記造形面に配置する第2工程と、配置された複数の前記形状データに基づいて、複数の前記三次元造形物を造形するための造形データを生成する第3工程と、前記造形データに基づいて、複数の前記三次元造形物を造形する第4工程と、を備え、前記第2工程は、複数の前記形状データを仮想の前記第1領域に優先的に配置する工程、及び、複数の前記形状データの間隔が予め定められた間隔以内となるように仮想の前記造形面に配置する工程の、少なくともいずれか1つを有する。
【図面の簡単な説明】
【0006】
第1実施形態における三次元造形システムの概略構成を示す説明図。
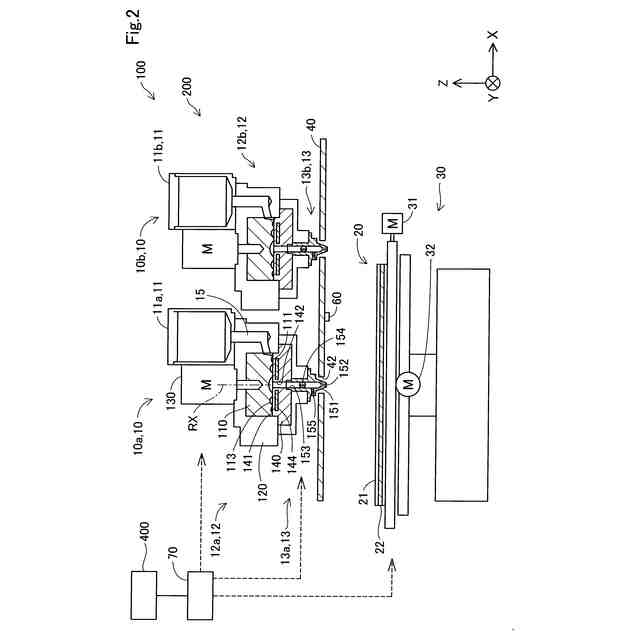
第1実施形態における三次元造形システムの概略構成を示す説明図。
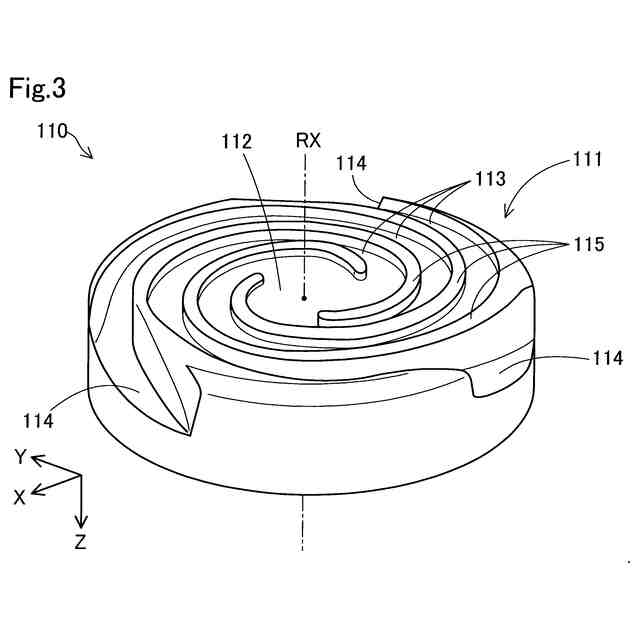
スクリューの概略構成を示す斜視図。
バレルの概略平面図。
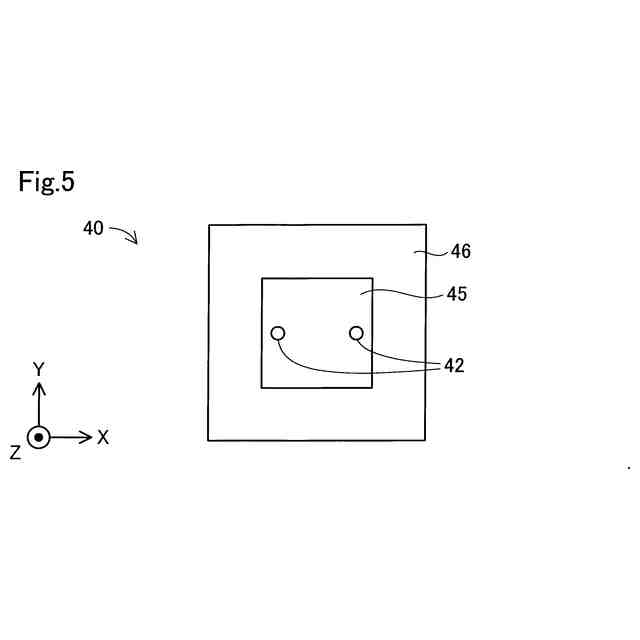
加熱部を+Z方向から見た図。
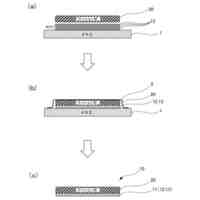
三次元造形装置において三次元造形物が造形されていく様子を模式的に示す説明図。
造形面の領域について説明する図。
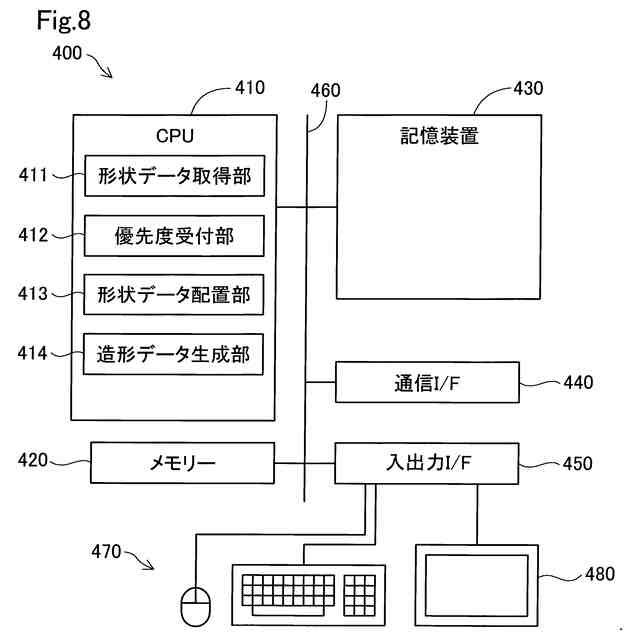
情報処理装置の概略構成を示す説明図。
造形処理のフローチャート。
形状データが仮想の第1領域に配置された状態の例を示す図。
第2実施形態における造形面の領域を説明する図。
第3実施形態における三次元造形システムの概略構成を示す説明図。
第3実施形態における造形面の領域を説明する図。
第4実施形態における造形面の領域を説明する図。
【発明を実施するための形態】
【0007】
A.第1実施形態:
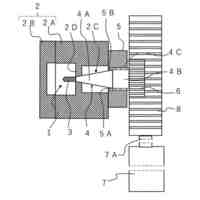
図1および図2は、第1実施形態における三次元造形システム100の概略構成を示す説明図である。図1および図2には、互いに直交するX,Y,Z方向を表す矢印が示されている。X方向およびY方向は、水平面に平行な方向である。Z方向は、鉛直方向に平行な方向である。図1および図2におけるX,Y,Z方向と、他の図におけるX,Y,Z方向とは、同じ方向を指し示している。向きを特定する場合には、矢印の指し示す方向である正の方向を「+」、矢印の指し示す方向とは反対の方向である負の方向を「-」として、方向表記に正負の符号を併用する。
【0008】
三次元造形システム100は、三次元造形装置200と情報処理装置400とを備えている。本実施形態の三次元造形装置200は、材料押出方式によって三次元造形物を造形する装置である。三次元造形装置200は、三次元造形装置200の各部を制御するための制御部70を備えている。制御部70と情報処理装置400とは、相互に通信可能に接続されている。
【0009】
制御部70は、三次元造形装置200全体の動作を制御する制御装置である。制御部70は、1つまたは複数のプロセッサーと、メモリーと、外部との信号の入出力を行う入出力インターフェイスとを備えるコンピューターによって構成される。制御部70は、主記憶装置上に読み込んだプログラムや命令をプロセッサーが実行することによって、三次元造形物を造形するための造形処理を実行する機能等、種々の機能を発揮する。なお、制御部70は、コンピューターによって構成される代わりに、各機能の少なくとも一部を実現するための複数の回路を組み合わせた構成により実現されてもよい。
【0010】
三次元造形装置200は、造形部10と、ステージ20と、位置変更部30と、加熱部40と、ノズル移動部50と、温度測定部60と、をさらに備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
16日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
8か月前
株式会社カワタ
計量混合装置
4か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社FTS
成形装置
9か月前
トヨタ自動車株式会社
射出装置
7か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社漆原
シートの成形方法
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
株式会社リコー
画像形成システム
10か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社コスメック
射出成形装置
4か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社FTS
セパレータ
8か月前
株式会社バルカー
シートガスケット
11日前
日産自動車株式会社
成形装置
3か月前
トヨタ自動車株式会社
3Dプリンタ
10か月前
日東工業株式会社
インサート成形機
10か月前
コイト電工株式会社
フレーム成形品
1か月前
個人
ノズルおよび熱風溶接機
9か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ