TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153220
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055573
出願日
2024-03-29
発明の名称
情報処理方法、及び情報処理装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
64/386 20170101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】造形条件を生成するために要するコストの増大を抑制することができる情報処理方法を提供すること。
【解決手段】造形装置による前記造形についての造形条件を示す造形条件情報と、造形品の形状を示す形状情報と、造形装置内の領域のうち造形材料が通過する領域における造形材料の流動性に関連する物理量を検出する物理量検出部によって検出された物理量の時系列を示す時系列情報と、造形品の品質を示す品質情報とに基づいて、造形条件情報と形状情報と時系列情報とを入力した場合に品質情報を出力情報として出力するように調整され、形状情報と時系列情報と品質情報とを入力することによって造形条件情報を出力情報として出力させることが可能な数理モデルへ、形状情報と時系列情報とともに造形条件情報又は品質情報を入力し、情報が入力された数理モデルから出力される出力情報を表示部に表示させる、情報処理方法。
【選択図】図12
特許請求の範囲
【請求項1】
造形材料を用いて造形品の造形を行う造形装置による前記造形についての造形条件を示す造形条件情報と、前記造形品の形状を示す形状情報と、前記造形装置内の領域のうち前記造形材料が通過する領域における前記造形材料の流動性に関連する物理量を検出する物理量検出部によって検出された前記物理量の時系列を示す時系列情報と、前記造形品の品質を示す品質情報とに基づいて、前記造形条件情報と前記形状情報と前記時系列情報とを入力した場合に前記品質情報を出力情報として出力するように調整され、前記形状情報と前記時系列情報と前記品質情報とを入力することによって前記造形条件情報を前記出力情報として出力させることが可能な数理モデルへ、前記形状情報と前記時系列情報とともに前記造形条件情報又は前記品質情報を入力する入力ステップと、
前記入力ステップにより情報が入力された前記数理モデルから出力される前記出力情報を表示部に表示させる表示制御ステップと、
を有する情報処理方法。
続きを表示(約 1,400 文字)
【請求項2】
前記数理モデルは、前記造形条件情報と前記形状情報と前記時系列情報と前記品質情報とに基づいて、前記造形条件情報と前記形状情報と前記時系列情報とを入力した場合に前記品質情報を前記出力情報として出力するように学習され、前記形状情報と前記時系列情報と前記品質情報とを入力することによって前記造形条件情報を前記出力情報として出力させることが可能な機械学習モデルである、
請求項1に記載の情報処理方法。
【請求項3】
前記数理モデルは、前記形状情報と前記時系列情報と前記品質情報が入力される場合、予め決められた最適化法に基づく最適化モデルとして用いられる、
請求項2に記載の情報処理方法。
【請求項4】
前記造形条件情報と前記形状情報と前記時系列情報とを入力した場合に前記品質情報を前記出力情報として出力するように、記憶部に記憶された前記機械学習モデルの学習を行う学習ステップを有する、
請求項2に記載の情報処理方法。
【請求項5】
前記領域には、前記造形材料が通過する流路が含まれており、
前記物理量検出部には、前記流路内の温度を前記物理量の1つとして検出する1個以上の第1温度検出部と、前記流路内の圧力を前記物理量の1つとして検出する1個以上の第1圧力検出部とのうちの少なくとも1個の検出部が含まれており、
前記入力ステップは、前記少なくとも1個の検出部によって検出された1つ以上の前記物理量の時系列を示す情報を前記時系列情報として前記数理モデルへ入力する、
請求項1に記載の情報処理方法。
【請求項6】
前記形状情報は、前記造形品の形状の特徴を示す情報であり、前記造形品の重心、表面積、体積、厚みのうちの少なくとも1つを示す情報である、
請求項1に記載の情報処理方法。
【請求項7】
前記造形装置は、
前記造形材料を可塑化する可塑化部と、
前記可塑化部により可塑化された前記造形材料が流れる流路と、
を備え、
前記可塑化部は、回転軸を中心に回転するフラットスクリューを備え、
前記造形条件情報は、前記造形材料の射出速度、前記フラットスクリューの回転数のうちの少なくとも1つを含む、
請求項1に記載の情報処理方法。
【請求項8】
造形材料を用いて造形品の造形を行う造形装置による前記造形についての造形条件を示す造形条件情報と、前記造形品の形状を示す形状情報と、前記造形装置内の領域のうち前記造形材料が通過する領域における前記造形材料の流動性に関連する物理量を検出する物理量検出部によって検出された前記物理量の時系列を示す時系列情報と、前記造形品の品質を示す品質情報とに基づいて、前記造形条件情報と前記形状情報と前記時系列情報とを入力した場合に前記品質情報を出力情報として出力するように調整され、前記形状情報と前記時系列情報と前記品質情報とを入力することによって前記造形条件情報を前記出力情報として出力させることが可能な数理モデルへ、前記形状情報と前記時系列情報とともに前記造形条件情報又は前記品質情報を入力する入力部と、
前記入力部により情報が入力された前記数理モデルから出力される前記出力情報を表示部に表示させる表示制御部と、
を備える情報処理装置。
発明の詳細な説明
【技術分野】
【0001】
この開示は、情報処理方法、及び情報処理装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
射出成形、三次元造形等のように造形材料を用いて造形品を造形する方法についての研究、開発が行われている。
【0003】
これに関し、プロセッサーとメモリーとを含む計算機を用いて射出成形条件を生成する射出成形条件生成システムであって、プロセッサーは、第1樹脂材料の第1材料特性値を取得すると、成形品の品質に関する品質パラメーターの目標値と第1材料特性値と所定の関係式とに基づいて、第1樹脂材料を用いた射出成形の射出成形条件を生成し、所定の関係式は、樹脂材料の材料特性値と、射出成形装置へ入力する複数の射出成形条件と、材料特性値および各射出成形条件に基づいて射出成形装置で成形される成形品の品質に関する品質パラメーターとの関係を示す式であり、樹脂材料の材料特性値と射出成形条件と品質パラメーターとが紐付けられてメモリーに蓄積されたデータを基にして生成される射出成形条件生成システムが知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開2022-141495号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されたような射出成形条件生成システムでは、第1材料特性値は、金型内に設けられたセンサーにより検出される。このため、当該射出成形条件生成システムでは、金型を変える毎に第1材料特性値を検出し直す必要がある。これは、射出成形条件を生成するために要するコストが増大してしまうことに繋がり、望ましいことではない。
【課題を解決するための手段】
【0006】
上記課題を解決するために本開示の一態様は、造形材料を用いて造形品の造形を行う造形装置による前記造形についての造形条件を示す造形条件情報と、前記造形品の形状を示す形状情報と、前記造形装置内の領域のうち前記造形材料が通過する領域における前記造形材料の流動性に関連する物理量を検出する物理量検出部によって検出された前記物理量の時系列を示す時系列情報と、前記造形品の品質を示す品質情報とに基づいて、前記造形条件情報と前記形状情報と前記時系列情報とを入力した場合に前記品質情報を出力情報として出力するように調整され、前記形状情報と前記時系列情報と前記品質情報とを入力することによって前記造形条件情報を前記出力情報として出力させることが可能な数理モデルへ、前記形状情報と前記時系列情報とともに前記造形条件情報又は前記品質情報を入力する入力ステップと、前記入力ステップにより情報が入力された前記数理モデルから出力される前記出力情報を表示部に表示させる表示制御ステップと、を有する情報処理方法である。
【0007】
また、上記課題を解決するために本開示の一態様は、造形材料を用いて造形品の造形を行う造形装置による前記造形についての造形条件を示す造形条件情報と、前記造形品の形状を示す形状情報と、前記造形装置内の領域のうち前記造形材料が通過する領域における前記造形材料の流動性に関連する物理量を検出する物理量検出部によって検出された前記物理量の時系列を示す時系列情報と、前記造形品の品質を示す品質情報とに基づいて、前記造形条件情報と前記形状情報と前記時系列情報とを入力した場合に前記品質情報を出力情報として出力するように調整され、前記形状情報と前記時系列情報と前記品質情報とを入力することによって前記造形条件情報を前記出力情報として出力させることが可能な数理モデルへ、前記形状情報と前記時系列情報とともに前記造形条件情報又は前記品質情報を入力する入力部と、前記入力部により情報が入力された前記数理モデルから出力される前記出力情報を表示部に表示させる表示制御部と、を備える情報処理装置である。
【図面の簡単な説明】
【0008】
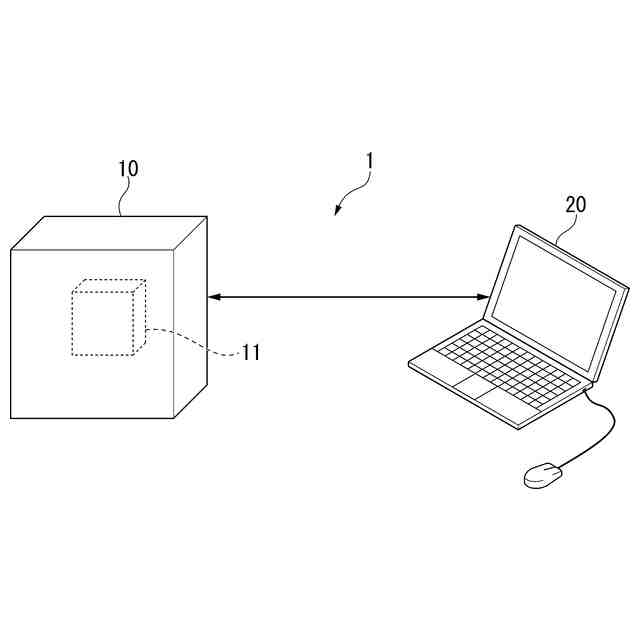
情報処理システム1の構成の一例を示す図である。
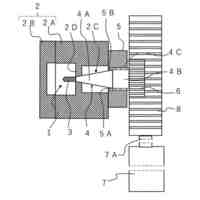
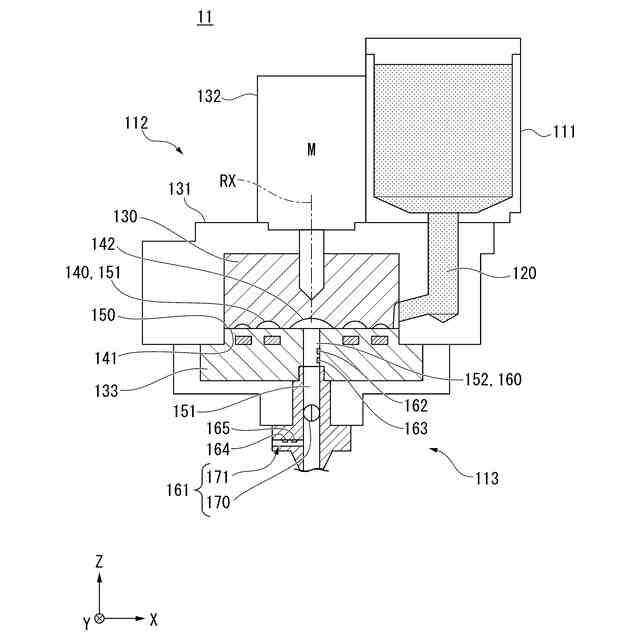
材料供給装置11の構成の一例を示す図である。
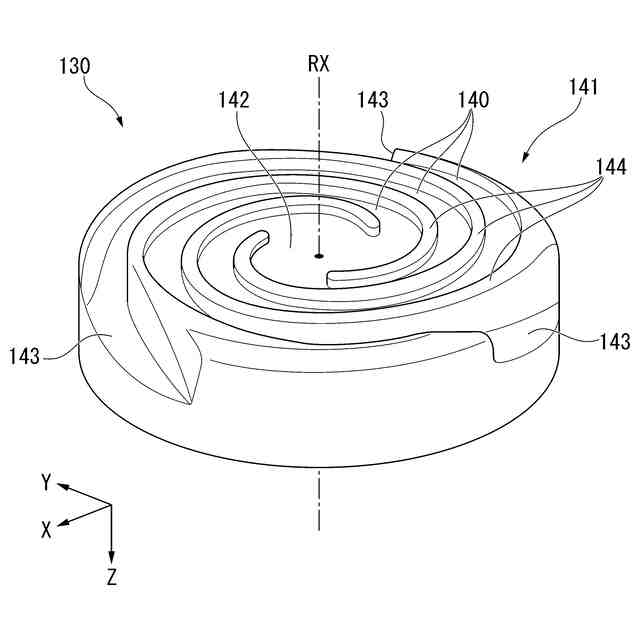
図2に示したフラットスクリュー130の構成の一例を示す斜視図である。
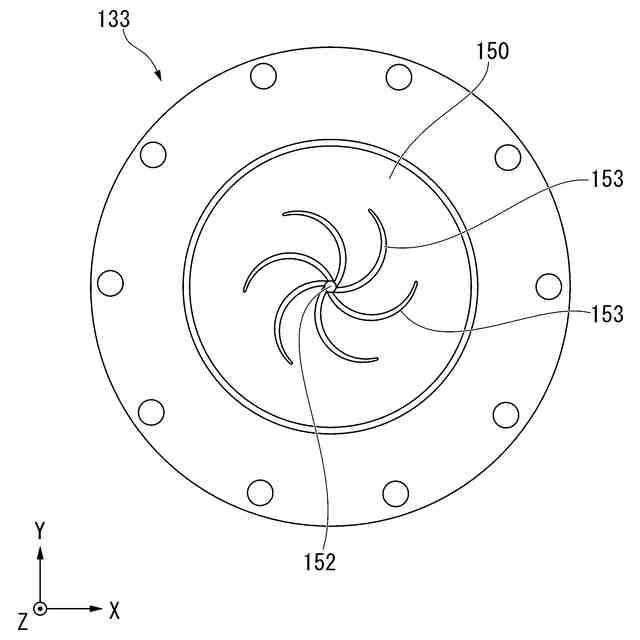
図2に示したバレル133の構成の一例を示す平面図である。
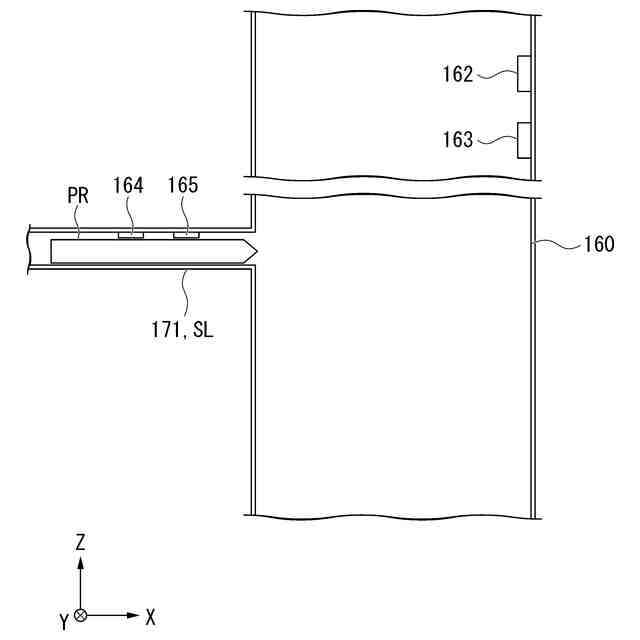
図2に示した流路160及び吸引部171の拡大図である。
数理モデルXの入出力を例示する図である。
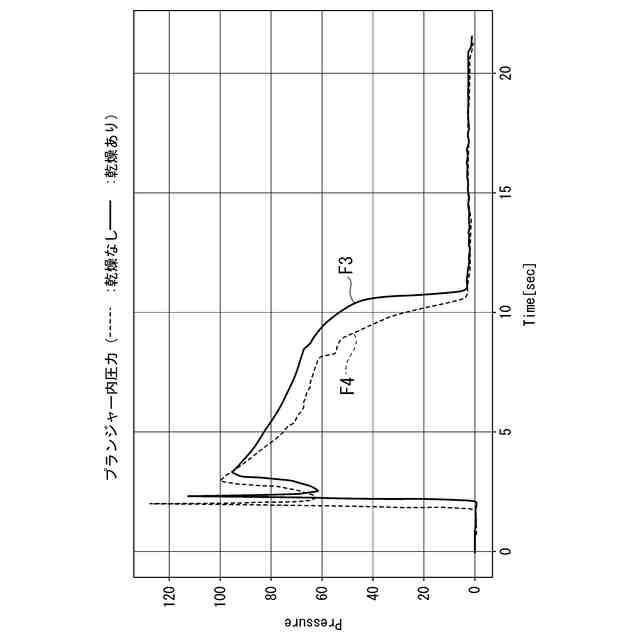
乾燥している状態の造形材料の流路160内における圧力の時系列情報と、乾燥していない状態の造形材料の流路160内における圧力の時系列情報とを例示する図である。
乾燥している状態の造形材料の吸引部171内における圧力の時系列情報と、乾燥していない状態の造形材料の吸引部171内における圧力の時系列情報とを例示する図である。
造形品のCADデータの一例を示す図である。
情報処理装置20のハードウェア構成の一例を示す図である。
情報処理装置20の機能構成の一例を示す図である。
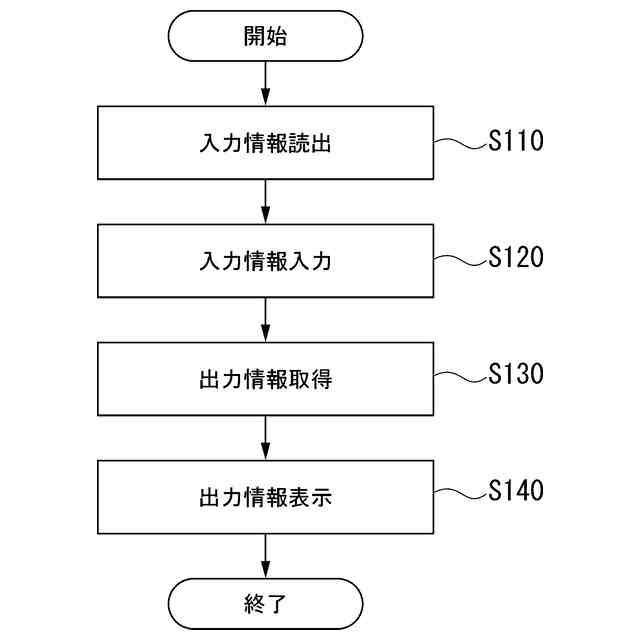
情報処理装置20が出力情報を表示する処理の流れの一例を示す図である。
情報処理装置20が数理モデルXを学習する処理の流れの一例を示す図である。
情報処理装置20が時系列情報を取得する処理の流れの一例を示す図である。
【発明を実施するための形態】
【0009】
<実施形態>
以下、本開示の実施形態について、図面を参照して説明する。
【0010】
<情報処理システムの概要>
まず、実施形態に係る情報処理システムの概要について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
17日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
8か月前
株式会社カワタ
計量混合装置
4か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社FTS
成形装置
9か月前
トヨタ自動車株式会社
射出装置
7か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社漆原
シートの成形方法
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
株式会社リコー
画像形成システム
10か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社コスメック
射出成形装置
4か月前
株式会社神戸製鋼所
混練機
8か月前
株式会社FTS
セパレータ
8か月前
株式会社バルカー
シートガスケット
12日前
日産自動車株式会社
成形装置
3か月前
トヨタ自動車株式会社
3Dプリンタ
10か月前
日東工業株式会社
インサート成形機
10か月前
コイト電工株式会社
フレーム成形品
1か月前
個人
ノズルおよび熱風溶接機
9か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ