TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153571
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024056110
出願日
2024-03-29
発明の名称
制御装置及び研削システム
出願人
株式会社ダイヘン
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
9/04 20060101AFI20251002BHJP(研削;研磨)
要約
【課題】溶接ビードを適切に研削可能とすることを目的とする。
【解決手段】
母材の溶接ビードに対して、前記溶接ビードを研削ツールに研削させるための前記研削ツールの経路を特定する経路特定部と、前記経路に沿った前記研削ツールの前記溶接ビードに対する研削動作に関する研削条件が示す指標であって、滑らかに変化する当該指標に基づいて、前記研削ツールと、前記研削ツールを前記経路に沿って移動させるように前記研削ツールが設置されるロボットと、のうちの少なくともいずれかを制御する制御部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
母材の溶接ビードに対して、前記溶接ビードを研削ツールに研削させるための前記研削ツールの経路を特定する経路特定部と、
前記経路に沿った前記研削ツールの前記溶接ビードに対する研削動作に関する研削条件が示す指標であって、滑らかに変化する当該指標に基づいて、前記研削ツールと、前記研削ツールを前記経路に沿って移動させるように前記研削ツールが設置されるロボットと、のうちの少なくともいずれかを制御する制御部と、
を備える制御装置。
続きを表示(約 840 文字)
【請求項2】
前記制御部は、前記研削条件が示す、前記研削ツールにおける研削部を前記溶接ビードに押し付ける押圧力であって、滑らかに変化する当該押圧力に基づいて、前記ロボットを制御する、
請求項1に記載の制御装置。
【請求項3】
前記制御部は、前記研削条件が示す、前記研削ツールにおける研削部の回転速度であって、滑らかに変化する当該回転速度に基づいて、前記研削ツールを制御する、
請求項1に記載の制御装置。
【請求項4】
前記制御部は、
前記研削条件が示す、前記研削ツールにおける研削部を前記溶接ビードに押し付ける押圧力であって、滑らかに変化する当該押圧力に基づいて、前記ロボットを制御し、
前記研削条件が示す、前記研削ツールにおける研削部の回転速度であって、滑らかに変化する当該回転速度に基づいて、前記研削ツールを制御する、
請求項1に記載の制御装置。
【請求項5】
前記制御部は、前記研削条件が示す、前記ロボットにおける前記研削ツールを移動させる移動速度であって、滑らかに変化する当該移動速度に基づいて、前記ロボットを制御する、
請求項4に記載の制御装置。
【請求項6】
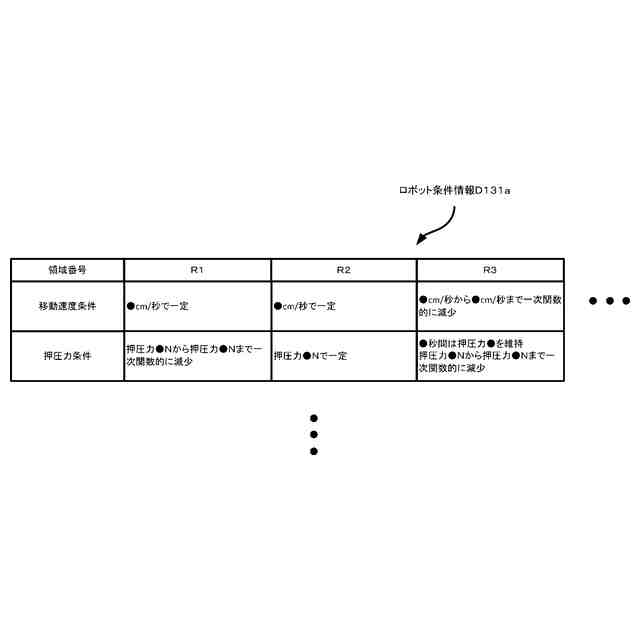
前記制御部は、前記溶接ビードに対応する複数の区分領域のそれぞれについて、異なる前記研削条件を設定可能とする、
請求項1に記載の制御装置。
【請求項7】
請求項1から請求項6のいずれか一項に記載の制御装置と、
前記制御装置によって前記研削条件に基づき制御される前記研削ツールと、
を備える研削システム。
【請求項8】
前記制御装置と、
前記研削ツールと、
前記制御装置によって前記研削条件に基づき制御される、前記研削ツールを前記経路に沿って移動させるロボットと、
を備える請求項7に記載の研削システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、制御装置及び研削システムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
母材に対する溶接継ぎ手をそのままにしておくと、溶接継ぎ手の疲労強度が低下する。溶接ビードを研削する装置は、溶接継ぎ手の疲労強度の低下を防止する目的で、溶接ビードの余盛りを自動的に研削する。
【先行技術文献】
【特許文献】
【0003】
特開2000-288789号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載の溶接ビード研削装置は、研削手段および距離計測手段を備えている。距離計測手段は、溶接ビード30を跨いだワークの表面形状を少なくとも2カ所で計測して、当該2か所の距離を計測する。研削手段は、当該表面形状の計測結果に基づき、溶接ビードの中心を直線に近似し、当該直線に沿って溶接ビードを研削する。これにより、当該溶接ビード研削装置は、板状の母材を突き合せた溶接ビードを自動的に略面一に研削することができる。
【0005】
しかしながら、特許文献1に記載の溶接ビード研削装置では、均一な厚みを有さない溶接ビードに対する、一定の回転速度や移動速度を示す研削条件に基づく研削工程において、溶接ビードの削り残しや母材を傷つけてしまうような研削に関する問題が生じる。
【0006】
そこで、本発明は、このような問題を解決するためになされたものであり、溶接ビードを適切に研削可能とすることを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様における制御装置は、母材の溶接ビードに対して、前記溶接ビードを研削ツールに研削させるための前記研削ツールの経路を特定する経路特定部と、前記経路に沿った前記研削ツールの前記溶接ビードに対する研削動作に関する研削条件が示す指標であって、滑らかに変化する当該指標に基づいて、前記研削ツールと、前記研削ツールを前記経路に沿って移動させるように前記研削ツールが設置されるロボットと、のうちの少なくともいずれかを制御する制御部と、を備える。
【発明の効果】
【0008】
本発明により、溶接ビードを適切に研削可能とすることができる。
【図面の簡単な説明】
【0009】
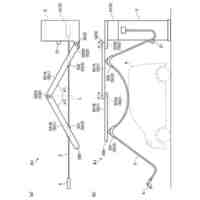
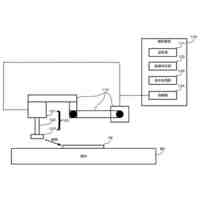
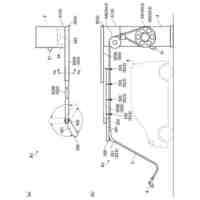
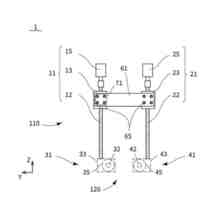
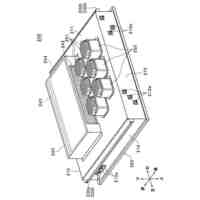
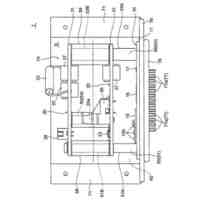
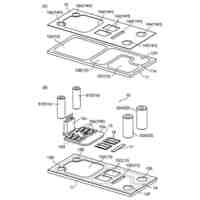
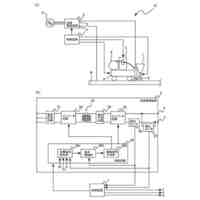
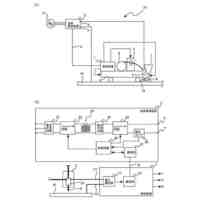
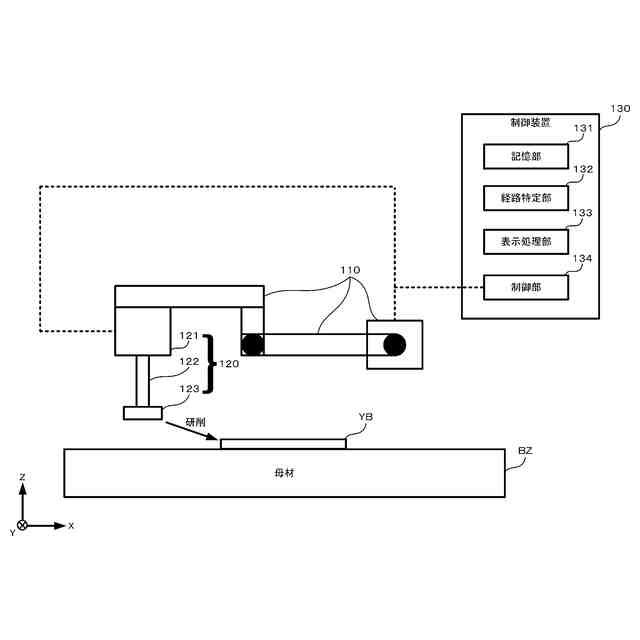
研削システムの概略構成を示す側面図である。
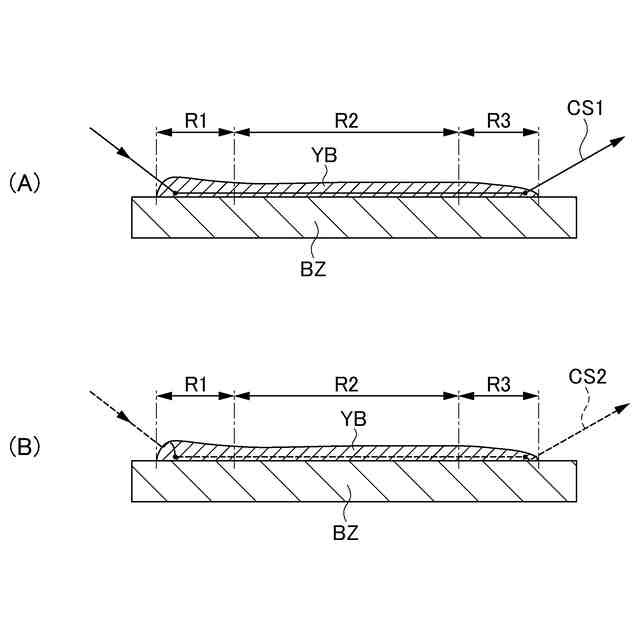
溶接ビードの具体例を示す図である。
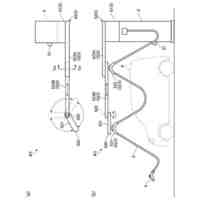
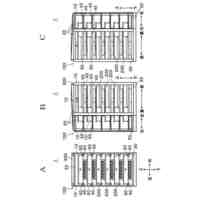
教示経路と研削部が移動する実際のツール経路とを比較可能な図である。
ロボット条件情報D131aを示す図である。
研削ツール条件情報D131bを示す図である。
研削条件設定画面T10の一例を示す図である。
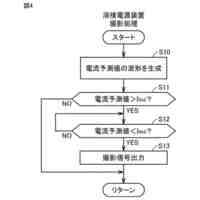
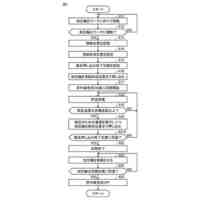
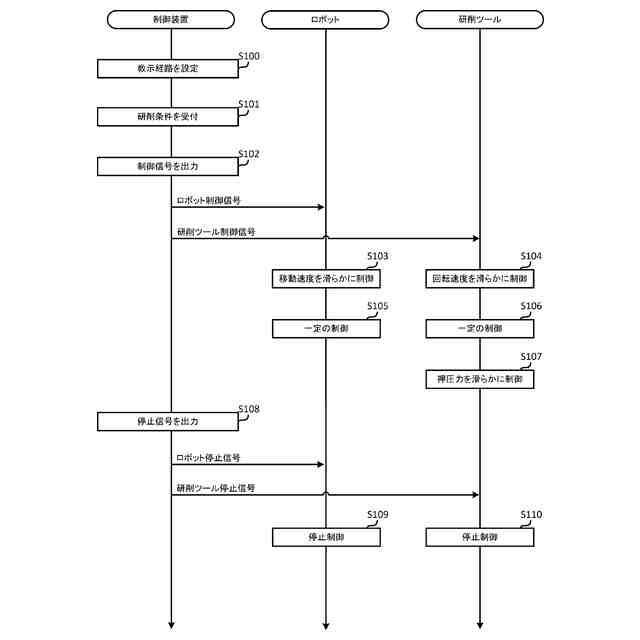
研削システムの処理手順の流れを示すフローチャートである。
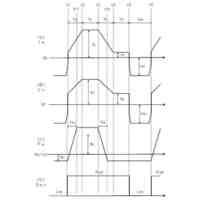
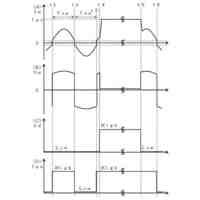
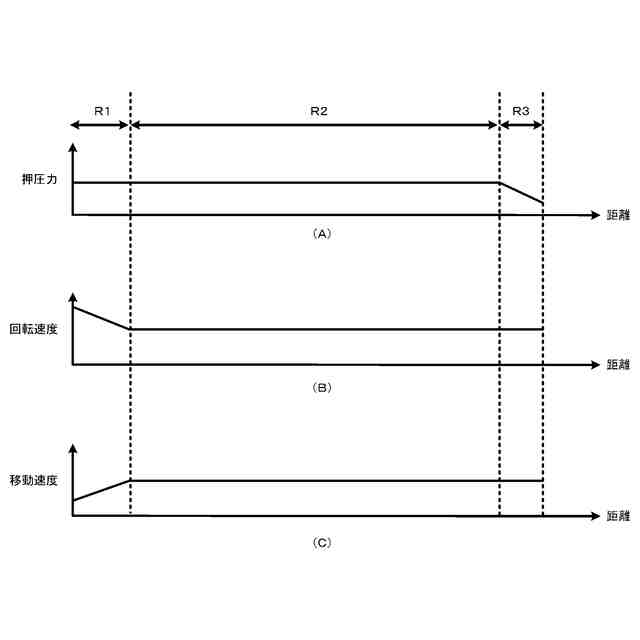
複数のステップのそれぞれにおけるロボットおよび研削ツールの動作を示すグラフである。
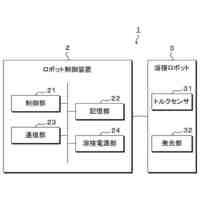
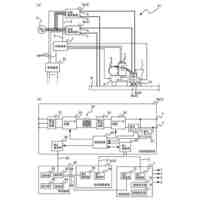
コンピュータのハードウェア構成の一例を示す図である。
【発明を実施するための形態】
【0010】
===研削システム10の構成===
図1、図2を参照して、研削システム100の構成について説明する。図1は、研削システム100の概略構成を示す側面図である。図2は、溶接ビードYBの具体例を示す図である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
充電装置
1日前
株式会社ダイヘン
制御装置
1日前
株式会社ダイヘン
充電装置
1日前
株式会社ダイヘン
充電装置
1日前
株式会社ダイヘン
搬送装置
1日前
株式会社ダイヘン
充電装置
1日前
株式会社ダイヘン
移動装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
回生ユニット
2日前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
電力変換装置
1か月前
株式会社ダイヘン
溶接電源装置
1日前
株式会社ダイヘン
電力システム
4日前
株式会社ダイヘン
電力管理装置
1か月前
株式会社ダイヘン
電力変換装置
4日前
株式会社ダイヘン
固相接合装置
1か月前
株式会社ダイヘン
プラズマ発生器
12日前
株式会社ダイヘン
変換装置集積体
1か月前
株式会社ダイヘン
インバータ装置
1日前
株式会社ダイヘン
パルス電源装置
1日前
株式会社ダイヘン
変圧器組立装置
1日前
株式会社ダイヘン
絶縁紙巻回装置
9日前
株式会社ダイヘン
ロボットシステム
9日前
株式会社ダイヘン
パワーモジュール
1日前
株式会社ダイヘン
ロボットシステム
12日前
株式会社ダイヘン
パワーモジュール
1日前
株式会社ダイヘン
パワーモジュール
1日前
株式会社ダイヘン
アーク溶接システム
1日前
株式会社ダイヘン
直流パルス電源装置
2日前
株式会社ダイヘン
制御装置及び研削システム
1日前
株式会社ダイヘン
交流パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
交流パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
サブマージアーク溶接制御方法
1か月前
株式会社ダイヘン
サブマージアーク溶接システム
1か月前
株式会社ダイヘン
サブマージアーク溶接システム
1日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ