TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025129623
公報種別
公開特許公報(A)
公開日
2025-09-05
出願番号
2024026376
出願日
2024-02-26
発明の名称
サブマージアーク溶接制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/18 20060101AFI20250829BHJP(工作機械;他に分類されない金属加工)
要約
【課題】サブマージアーク溶接方法において、溶接ワイヤと母材との間に短絡が発生しても、溶接品質を良好に維持すること。
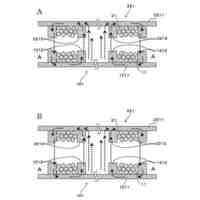
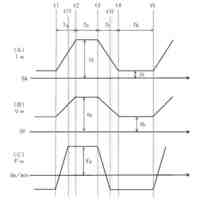
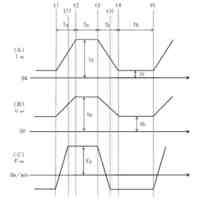
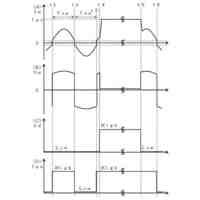
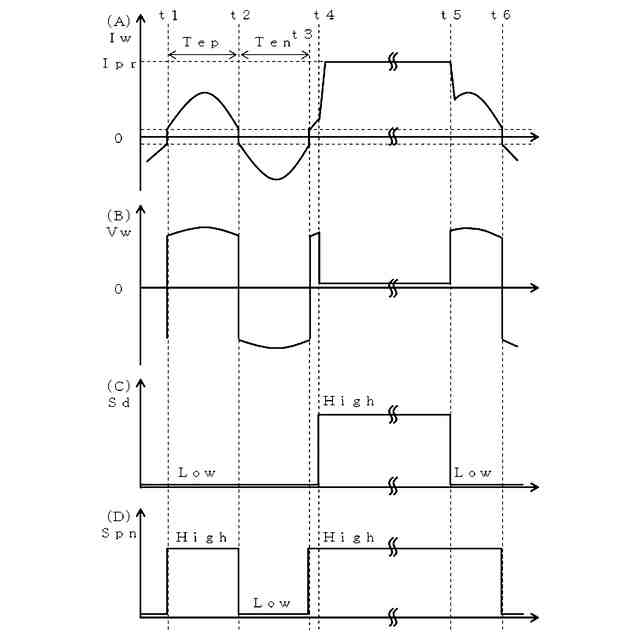
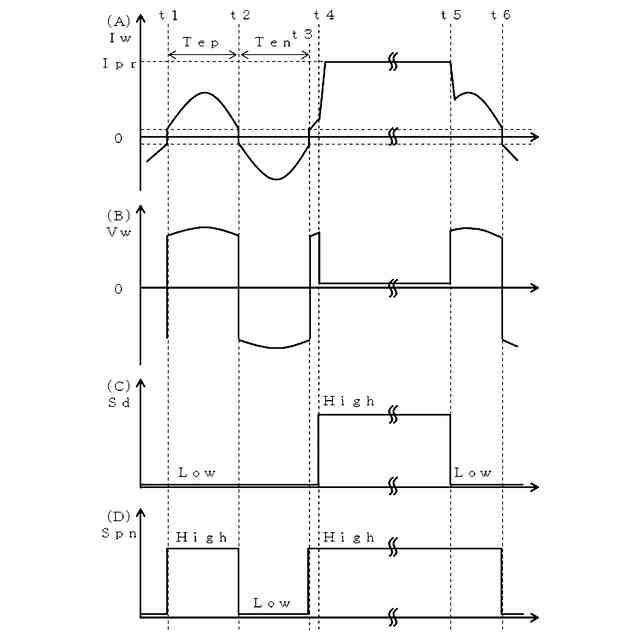
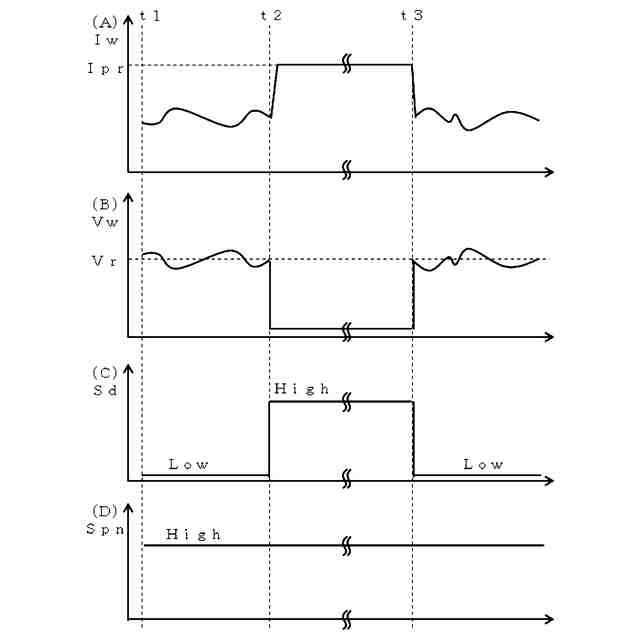
【解決手段】溶接ワイヤを送給し、溶接ワイヤと母材との間に溶接電圧Vw及び溶接電流Iwを出力してアークを発生させて溶接するサブマージアーク溶接制御方法において、時刻t4において溶接ワイヤと母材との短絡を判別したときは、短絡電流Iwを通電し、短絡電流Iwのピーク値を1500A以上2500A以下に制御し、短絡電流Iwの上昇率を400A/ms以上1500A/ms以下に制御する。
【選択図】図2
特許請求の範囲
【請求項1】
溶接ワイヤを送給し、前記溶接ワイヤと母材との間に溶接電圧及び溶接電流を出力してアークを発生させて溶接するサブマージアーク溶接制御方法において、
前記溶接ワイヤと前記母材との短絡を判別したときは、短絡電流を通電し、
前記短絡電流のピーク値を1500A以上2500A以下に制御する、
ことを特徴とするサブマージアーク溶接制御方法。
続きを表示(約 340 文字)
【請求項2】
前記短絡電流の上昇率を400A/ms以上1500A/ms以下に制御する、
ことを特徴とする請求項1に記載のサブマージアーク溶接制御方法。
【請求項3】
出力極性を電極プラス極性と電極マイナス極性とに周期的に切り換えて交流の前記溶接電圧及び前記溶接電流を出力し、
前記短絡中は前記出力極性を切り換えないように制御する、
ことを特徴とする請求項1又は2に記載のサブマージアーク溶接制御方法。
【請求項4】
前記短絡が解除されて前記アークが再発生した後に、前記溶接電流の絶対値を極性切換電流値まで下降させて前記出力極性を切り換える、
ことを特徴とする請求項3に記載のサブマージアーク溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接の短絡解除制御に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
溶接電圧に応じて溶接ワイヤの送給速度を変化させる送給可変速制御によってアーク長を制御することが可能なサブマージアーク溶接方法が開示されている(例えば、特許文献1参照)。
【0003】
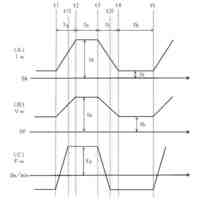
送給可変速制御では、溶接電圧の検出値と設定値との誤差に基づいて送給速度をフィードバック制御することによって、アーク長と相関する溶接電圧を適正値に維持している。太径ワイヤを用いるサブマージアーク溶接では、溶接電流が変化してもワイヤ溶融速度が変化しにくいために、定電圧特性の溶接電源を用いた消耗電極アーク溶接で一般的に利用されるアーク長の自己制御作用が得られにくい。このために、サブマージアーク溶接では、定電流特性の溶接電源を用いて送給可変速制御を行うことによってアーク長を適正値に維持している。
【先行技術文献】
【特許文献】
【0004】
特開平9-271944号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
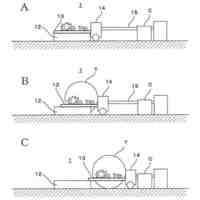
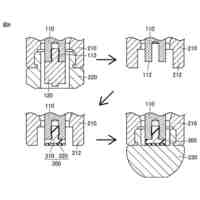
サブマージアーク溶接は、基本的には短絡が発生しない溶接条件で行われる溶接方法である。このために、サブマージアーク溶接において、溶接状態の変動に起因して溶接ワイヤと母材(溶融池)との短絡が発生すると、溶接欠陥、溶け込みの不均一等が発生して溶接品質が悪くなるという問題がある。
【0006】
そこで、本発明では、溶接ワイヤと母材との間に短絡が発生しても、溶接品質を良好に維持することができるサブマージアーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを送給し、前記溶接ワイヤと母材との間に溶接電圧及び溶接電流を出力してアークを発生させて溶接するサブマージアーク溶接制御方法において、
前記溶接ワイヤと前記母材との短絡を判別したときは、短絡電流を通電し、
前記短絡電流のピーク値を1500A以上2500A以下に制御する、
ことを特徴とするサブマージアーク溶接制御方法である。
【0008】
請求項2の発明は、
前記短絡電流の上昇率を400A/ms以上1500A/ms以下に制御する、
ことを特徴とする請求項1に記載のサブマージアーク溶接制御方法である。
【0009】
請求項3の発明は、
出力極性を電極プラス極性と電極マイナス極性とに周期的に切り換えて交流の前記溶接電圧及び前記溶接電流を出力し、
前記短絡中は前記出力極性を切り換えないように制御する、
ことを特徴とする請求項1又は2に記載のサブマージアーク溶接制御方法である。
【0010】
請求項4の発明は、
前記短絡が解除されて前記アークが再発生した後に、前記溶接電流の絶対値を極性切換電流値まで下降させて前記出力極性を切り換える、
ことを特徴とする請求項3に記載のサブマージアーク溶接制御方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
電源装置
1か月前
株式会社ダイヘン
制御装置
1か月前
株式会社ダイヘン
給電装置
1か月前
株式会社ダイヘン
移動装置
10日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
電力変換装置
5日前
株式会社ダイヘン
変換装置集積体
5日前
株式会社ダイヘン
スポット接合装置
1か月前
株式会社ダイヘン
コイル及び電力授受装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
交流パルスアーク溶接制御方法
3日前
株式会社ダイヘン
サブマージアーク溶接制御方法
3日前
株式会社ダイヘン
DC電源装置、およびパルス発生装置
1か月前
株式会社ダイヘン
固相接合装置および固相接合システム
3日前
株式会社ダイヘン
固相接合装置および固相接合システム
1か月前
株式会社ダイヘン
充電予約管理装置及び充電予約管理方法
26日前
株式会社ダイヘン
固相接合装置および固相接合装置の制御方法
3日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
25日前
株式会社ダイヘン
ベルト伝動機構およびこれを備えた搬送ロボット
14日前
株式会社ダイヘン
ハンド装置、支持用ユニット及びハンド装置の制御方法
10日前
株式会社ダイヘン
無線給電システム
13日前
株式会社ダイヘン
フラットパネル製造システム及びそれに用いられるロボット制御装置
27日前
個人
タップ
4か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
17日前
日東精工株式会社
ねじ締め機
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ