TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025157145
公報種別
公開特許公報(A)
公開日
2025-10-15
出願番号
2025029550
出願日
2025-02-26
発明の名称
プラスチックレンズの製造方法
出願人
旭化成株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G02B
3/00 20060101AFI20251007BHJP(光学)
要約
【課題】本発明の目的は、光学機能層の密着性、及び生産性に優れ、耐久性がより向上したプラスチックレンズの製造方法を提供することにある。
【解決手段】樹脂製のレンズ本体の少なくとも一方面に、アンダーコート層、光学機能層をこの順に形成する形成工程を含む、プラスチックレンズの製造方法において、レンズ本体は、ガラス転移温度が116℃以上の熱可塑性アクリル系樹脂からなり、アンダーコート層は、抵抗加熱型の真空蒸着法によって形成されてなり、アンダーコート層の蒸着材料としてSiOを用い、O
2
ガス量を制御して3.0×10
-2
Pa未満の圧力で形成され、光学機能層は、電子ビーム加熱型の真空蒸着法によって形成されてなり、光学機能層の蒸着材料のプレメルトをアンダーコート層の形成前後ともに実施することを特徴とする、プラスチックレンズの製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
樹脂製のレンズ本体の少なくとも一方面に、アンダーコート層、光学機能層をこの順に形成する形成工程を含む、プラスチックレンズの製造方法において、
前記レンズ本体は、ガラス転移温度が116℃以上の熱可塑性アクリル系樹脂からなり、
前記アンダーコート層は、抵抗加熱型の真空蒸着法によって形成されてなり、前記アンダーコート層の蒸着材料としてSiOを用い、O
2
ガス量を制御して3.0×10
-2
Pa未満の圧力で形成され、
前記光学機能層は、電子ビーム加熱型の真空蒸着法によって形成されてなり、前記光学機能層の蒸着材料のプレメルトを前記アンダーコート層の形成前後ともに実施する
ことを特徴とする、プラスチックレンズの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記アンダーコート層形成前のプレメルトを、前記レンズが蒸着装置内に設置されていない状態で実施することを特徴とする、請求項1に記載のプラスチックレンズの製造方法。
【請求項3】
前記アンダーコート層形成後において、前記光学機能層の蒸着材料のうち、溶融性材料のプレメルトを総EBエネルギー(出力ワット数×時間)が1500kJ未満となるように実施することを特徴とする、請求項2に記載のプラスチックレンズの製造方法。
【請求項4】
前記アンダーコート層の厚みは、200nm以上1000nm未満であることを特徴とする、請求項3に記載のプラスチックレンズの製造方法。
【請求項5】
前記アンダーコート層の厚みは、80nm以上1000nm未満であり、
前記アンダーコート層形成後において、使用する電子銃に反射電子トラップを付帯する
ことを特徴とする、請求項3に記載のプラスチックレンズの製造方法。
【請求項6】
前記アンダーコート層形成前のプレメルトを、前記レンズが蒸着装置内に設置されている状態で実施することを特徴とする、請求項1に記載のプラスチックレンズの製造方法。
【請求項7】
前記アンダーコート層形成前後の各々において、前記光学機能層の蒸着材料のうち、溶融性材料のプレメルトを総EBエネルギー(出力ワット数×時間)が1500kJ未満となるように実施することを特徴とする、請求項6に記載のプラスチックレンズの製造方法。
【請求項8】
前記アンダーコート層の厚みは200nm以上1000nm未満であり、
前記アンダーコート層形成前において、使用する電子銃に反射電子トラップを付帯する
ことを特徴とする、請求項7に記載のプラスチックレンズの製造方法。
【請求項9】
前記アンダーコート層の厚みは80nm以上1000nm未満であり、
前記アンダーコート層形成前後の各々において、使用する電子銃に反射電子トラップを付帯する
ことを特徴とする、請求項7に記載のプラスチックレンズの製造方法。
【請求項10】
前記光学機能層は、反射防止層、部分反射層、高反射ミラーのいずれかであることを特徴とする、請求項1~9のいずれか一項に記載のプラスチックレンズの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プラスチックレンズの製造方法に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
ポリメタクリル酸メチル(PMMA)に代表されるアクリル系樹脂は、その高い透明性、低複屈折性、光安定性等の観点から、光学材料等として使用されている。例えば、特許文献1には、PMMA基材の表面に反射防止層が成膜されたプラスチックレンズが開示されている。
また、近年、高温高湿等の過酷環境下で使用され、従来よりも強い耐久品質が求められる監視カメラや車載カメラ等の部材へのアクリル系樹脂の適用のニーズから、耐熱性に優れるアクリル系樹脂が開発されつつある。例えば、特許文献2には、耐熱性に優れるアクリル系樹脂を基材として用いたプラスチックレンズが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開平6-273601号公報
国際公開第2023/074597号
【発明の概要】
【発明が解決しようとする課題】
【0004】
樹脂基材への光学機能層(反射防止層、部分反射層等)の成膜方法として、電子ビーム加熱型の真空蒸着法(乾式成膜法)が用いられることが極めて多いが、基材がアクリル系樹脂の場合、本手法では良好な密着性を得ることが難しいことが一般的に知られている。この課題に対し、特許文献1に記載のプラスチックレンズでは、PMMA基材と反射防止層との間に抵抗加熱型の真空蒸着法によって酸化ケイ素を主成分とするアンダーコート層を形成することで密着性を高めている。しかしながら、本発明者等による検討の結果、特許文献1に記載の手法でアンダーコート層を形成しても、反射防止層の形成条件によっては容易に剥離が生じることが明らかとなった。加えて、このプラスチックレンズは基材のPMMAの耐熱性が低いため、車載カメラ等で求められる耐久品質には十分に対応することができないという問題点がある。
一方、特許文献2に記載のプラスチックレンズでは、アクリル系樹脂からなる基材と反射防止層との間に湿式成膜法によってハードコート層を形成することで密着性を高めている。しかしながら、乾式成膜法と比較して湿式成膜法では成膜面の形状精度が大きく劣ることから、本手法では高度な面形状の制御が求められる用途には対応することができない。加えて、レンズ基材の成形工程と反射防止層の成膜工程との間にハードコートの塗布・乾燥・硬化工程が必要となるため、生産性に劣るという問題点もある。
【0005】
そこで、本発明は、光学機能層の密着性、及び生産性に優れ、耐久性がより向上したプラスチックレンズの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
すなわち、本発明は以下のとおりである。
[1]
樹脂製のレンズ本体の少なくとも一方面に、アンダーコート層、光学機能層をこの順に形成する形成工程を含む、プラスチックレンズの製造方法において、
前記レンズ本体は、ガラス転移温度が116℃以上の熱可塑性アクリル系樹脂からなり、
前記アンダーコート層は、抵抗加熱型の真空蒸着法によって形成されてなり、前記アンダーコート層の蒸着材料としてSiOを用い、O
2
ガス量を制御して3.0×10
-2
Pa未満の圧力で形成され、
前記光学機能層は、電子ビーム加熱型の真空蒸着法によって形成されてなり、前記光学機能層の蒸着材料のプレメルトを前記アンダーコート層の形成前後ともに実施する
ことを特徴とする、プラスチックレンズの製造方法。
[2]
前記アンダーコート層形成前のプレメルトを、前記レンズが蒸着装置内に設置されていない状態で実施することを特徴とする、[1]に記載のプラスチックレンズの製造方法。
[3]
前記アンダーコート層形成後において、前記光学機能層の蒸着材料のうち、溶融性材料のプレメルトを総EBエネルギー(出力ワット数×時間)が1500kJ未満となるように実施することを特徴とする、[2]に記載のプラスチックレンズの製造方法。
[4]
前記アンダーコート層の厚みは、200nm以上1000nm未満であることを特徴とする、[3]に記載のプラスチックレンズの製造方法。
[5]
前記アンダーコート層の厚みは、80nm以上1000nm未満であり、
前記アンダーコート層形成後において、使用する電子銃に反射電子トラップを付帯する
ことを特徴とする、[3]に記載のプラスチックレンズの製造方法。
[6]
前記アンダーコート層形成前のプレメルトを、前記レンズが蒸着装置内に設置されている状態で実施することを特徴とする、[1]に記載のプラスチックレンズの製造方法。
[7]
前記アンダーコート層形成前後の各々において、前記光学機能層の蒸着材料のうち、溶融性材料のプレメルトを総EBエネルギー(出力ワット数×時間)が1500kJ未満となるように実施することを特徴とする、[6]に記載のプラスチックレンズの製造方法。
[8]
前記アンダーコート層の厚みは200nm以上1000nm未満であり、
前記アンダーコート層形成前において、使用する電子銃に反射電子トラップを付帯する
ことを特徴とする、[7]に記載のプラスチックレンズの製造方法。
[9]
前記アンダーコート層の厚みは80nm以上1000nm未満であり、
前記アンダーコート層形成前後の各々において、使用する電子銃に反射電子トラップを付帯する
ことを特徴とする、[7]に記載のプラスチックレンズの製造方法。
[10]
前記光学機能層は、反射防止層、部分反射層、高反射ミラーのいずれかであることを特徴とする、[1]~[9]のいずれかに記載のプラスチックレンズの製造方法。
[11]
前記光学機能層の形成において、前記レンズ本体の表面温度が60℃以上となる工程を含むことを特徴とする、[10]に記載のプラスチックレンズの製造方法。
[12]
前記アンダーコート層の形成前にプレメルトされた前記蒸着材料が、加工されることなくその状態のまま前記アンダーコート層形成後のプレメルト(前記光学機能層の蒸着工程)に使用されることを特徴とする、[11]に記載のプラスチックレンズの製造方法。
【発明の効果】
【0007】
本発明によれば、光学機能層の密着性、及び生産性に優れ、耐久性がより向上したプラスチックレンズの製造方法を提供することができる。
【図面の簡単な説明】
【0008】
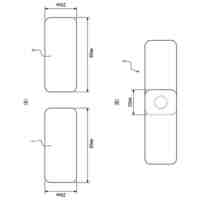
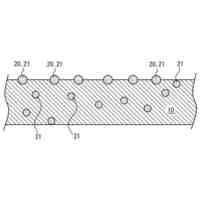
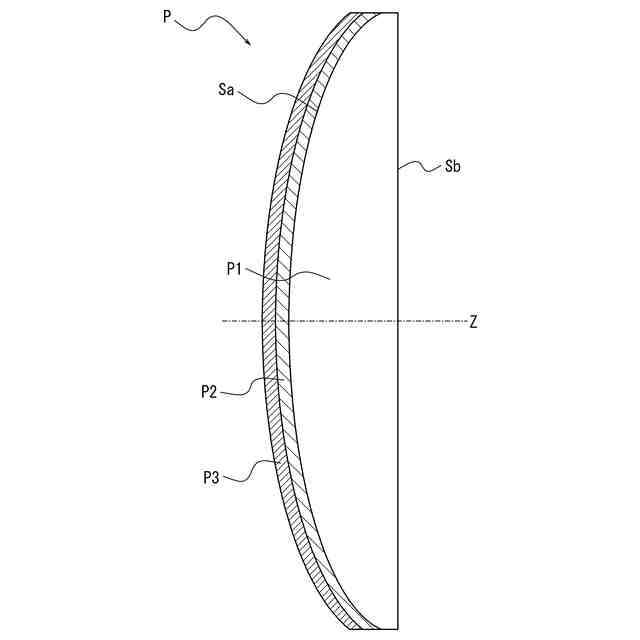
図1は、本実施形態の製造方法にて形成されるプラスチックレンズの一例(平凸レンズ)について、光軸Zに平行で光軸Zを含む断面を示す概略図である。
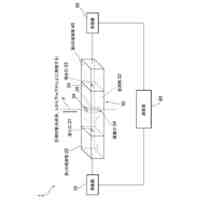
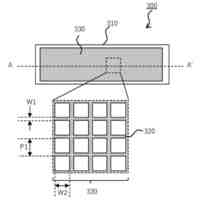
図2(a)は、抵抗加熱型の蒸着源を有する代表的な蒸着装置の模式構成図(正面図)であり、図2(b)は電子ビーム加熱型の蒸着源を有する代表的な蒸着装置の模式構成図(正面図)である。
図3(a)は、本実施形態の製造方法において、アンダーコート層形成前のプレメルトを基板が蒸着装置内に設置されていない状態で実施する場合の成膜手順を示すフロー図である。
図3(b)は、本実施形態の製造方法において、アンダーコート層形成前のプレメルトを基板が蒸着装置内に設置されている状態で実施する場合の成膜手順を示すフロー図である。
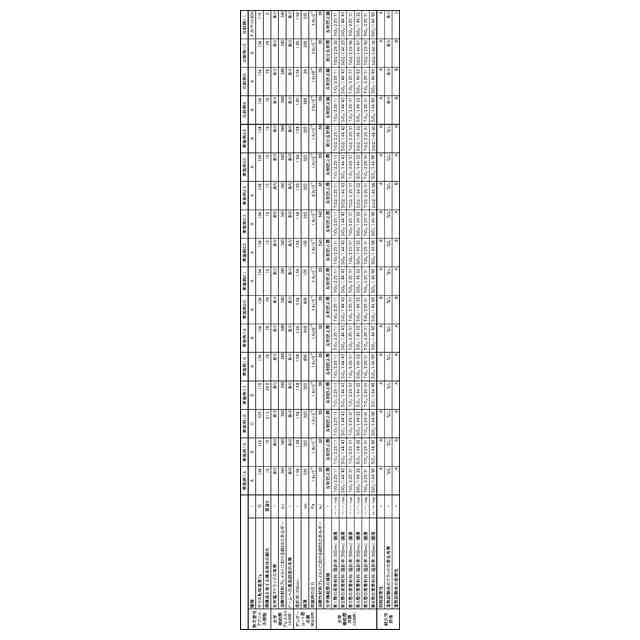
図4(a)は、光学機能層の蒸着材料のうち、溶融性材料のプレメルトを総EBエネルギー(出力ワット数×時間)が340kJとなるように組んだプログラムのEB出力―時間のグラフであり、図4(b)は、上記総エネルギーが86kJとなるように組んだプログラムのEB出力―時間のグラフである。
図4(c)は、上記総エネルギーが640kJとなるように組んだプログラムのEB出力―時間のグラフである。
【発明を実施するための形態】
【0009】
以下、本発明を実施するための形態(以下、「本実施形態」と言う。)について、詳細に説明するが、本発明は以下の記載に限定されるものではなく、その要旨の範囲内で種々変形して実施できる。
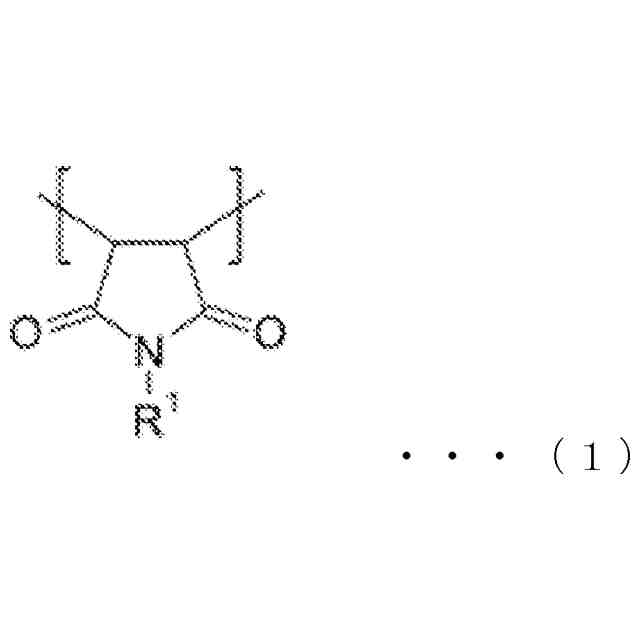
なお、以下において、本実施形態のプラスチックレンズに含まれる熱可塑性アクリル系樹脂をなす重合体を構成する構成単位のことを「~単量体単位」、及び/又は複数の該「~単量体単位」を含む「~構造単位」という。
また、かかる「~単量体単位」の構成材料のことを、「単位」を省略して、単に「~単量体」と記載する場合もある。
【0010】
<プラスチックレンズ>
本実施形態のプラスチックレンズは、両凸レンズ、平凸レンズ、メニスカスレンズ、両凹レンズ、平凹レンズ、平面レンズ、シリンドリカルレンズ、フレネルレンズ、レンチキュラーレンズ、フライアイレンズ、レンズアレイ、マイクロレンズアレイ、プリズムレンズ等のいずれであってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
旭化成株式会社
成形体
16日前
旭化成株式会社
成形体
16日前
旭化成株式会社
検査装置
17日前
旭化成株式会社
フィルム
2日前
旭化成株式会社
フィルム
2日前
旭化成株式会社
研磨パッド
1か月前
旭化成株式会社
ゴム組成物
1か月前
旭化成株式会社
顆粒及び錠剤
12日前
旭化成株式会社
紫外線照射装置
24日前
旭化成株式会社
表面保護フィルム
5日前
旭化成株式会社
燃料電池用成形品
9日前
旭化成株式会社
積層体及び光学部材
20日前
旭化成株式会社
分析方法及び分析装置
5日前
旭化成株式会社
分析方法及び分析装置
5日前
旭化成株式会社
光照射成形体の製造方法
16日前
旭化成株式会社
水添共役ジエン系重合体
10日前
旭化成株式会社
組成物及びカプセル製剤
9日前
旭化成株式会社
酸性植物ミルク含有飲料
10日前
旭化成株式会社
粉末ポリアミドの製造方法
10日前
旭化成株式会社
ポリアセタール樹脂組成物
1か月前
旭化成株式会社
樹脂製偏光ビームスプリッタ
1か月前
旭化成株式会社
検査装置および検査システム
1か月前
旭化成株式会社
ポリエチレン樹脂及びフィルム
16日前
旭化成株式会社
プラスチックレンズの製造方法
4日前
旭化成株式会社
プラスチックレンズの製造方法
4日前
旭化成株式会社
硬化性組成物、及びその硬化物
1か月前
旭化成株式会社
ポリオレフィン系多層フィルム
12日前
旭化成株式会社
生体電極用導電布及びその用途
10日前
旭化成株式会社
イソシアネート化合物の製造方法
17日前
旭化成株式会社
イソシアネート化合物の製造方法
17日前
旭化成株式会社
水素製造システム及び水素製造方法
20日前
旭化成株式会社
セルロース複合体及びその製造方法
12日前
旭化成株式会社
ポリカーボネートポリオール組成物
5日前
旭化成株式会社
解析装置、システムおよびプログラム
23日前
旭化成株式会社
感光性樹脂積層体、及びその製造方法
5日前
旭化成株式会社
偽造防止ラベル及び管理状態判定方法
12日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ