TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025158606
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024061313
出願日
2024-04-05
発明の名称
給湯装置、給湯システム及び成形システム
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/30 20060101AFI20251009BHJP(鋳造;粉末冶金)
要約
【課題】計量室における溶湯の流入及び流出を好適に行う。
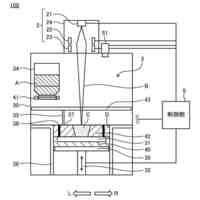
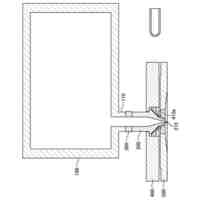
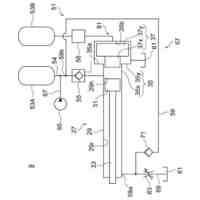
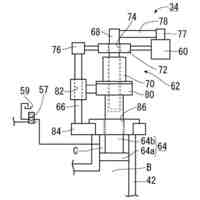
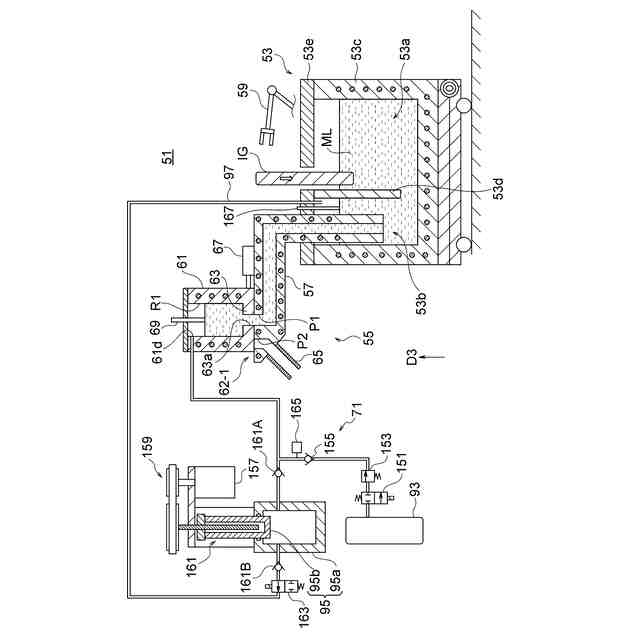
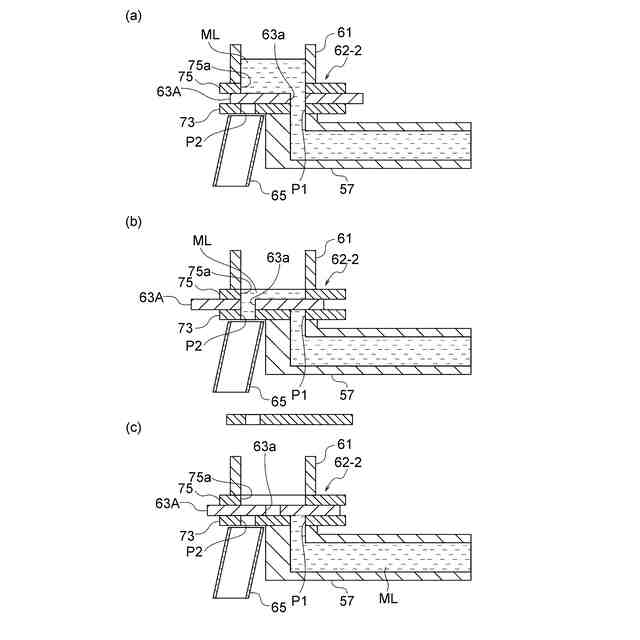
【解決手段】給湯装置55は、計量室R1と、流入口P1と、流出P1と、弁体63と、を有している。流入口P1は、-D3側から計量室R1に向かって開口しており、炉53からの溶湯MLを計量室R1へ流入させる。流出口P2は、-D3側から計量室R1に向かって開口しており、計量室R1の溶湯MLを射出装置9へ流出させる。弁体63は、計量室R1と流入口P1及び流出口P2との間にてD3方向に面している板状部を含む。弁体63は、D3方向に交差する第2方向への平行移動によって流入位置と流出位置との間で移動する。弁体63は、流入位置では、流入口P1と計量室R1とを通じさせるとともに流出口P2を計量室R1から遮断する。弁体63は、流出位置では、計量室R1と流出口P2とを通じさせるとともに流入口P1を計量室R1から遮断する。
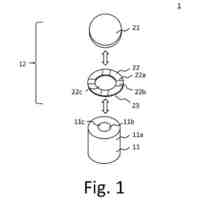
【選択図】図2
特許請求の範囲
【請求項1】
計量室と、
第1方向の第1側から前記計量室に向かって開口しており、炉からの溶湯を前記計量室へ流入させる流入口と、
前記第1側から前記計量室に向かって開口しており、前記計量室の溶湯を射出装置へ流出させる流出口と、
前記計量室と前記流入口及び前記流出口との間にて前記第1方向に面している板状部を含み、前記第1方向に交差する第2方向への平行移動によって、前記流入口と前記計量室とを通じさせるとともに前記流出口を前記計量室から遮断する流入位置と、前記計量室と前記流出口とを通じさせるとともに前記流入口を前記計量室から遮断する流出位置との間で移動する弁体と、
を有している給湯装置。
続きを表示(約 920 文字)
【請求項2】
前記第1方向が鉛直方向であり、前記第1側が下方であり、前記第2方向が水平方向である
請求項1に記載の給湯装置。
【請求項3】
前記弁体は、前記板状部を厚さ方向に貫通する貫通孔を有しており、
前記貫通孔は、
前記流入位置にて、前記流入口に重なるとともに前記流出口に重ならず、
前記流出位置にて、前記流出口に重なるとともに前記流入口に重ならない
請求項1に記載の給湯装置。
【請求項4】
前記弁体は、前記計量室を構成する容器とともに前記流入口及び前記流出口に対して移動することによって前記流入位置と前記流出位置との間で移動する
請求項1に記載の給湯装置。
【請求項5】
前記弁体は、前記計量室を構成する容器、並びに前記流入口及び前記流出口に対して移動することによって、前記流入位置と前記流出位置との間で移動する
請求項1に記載の給湯装置。
【請求項6】
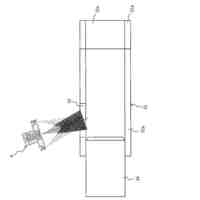
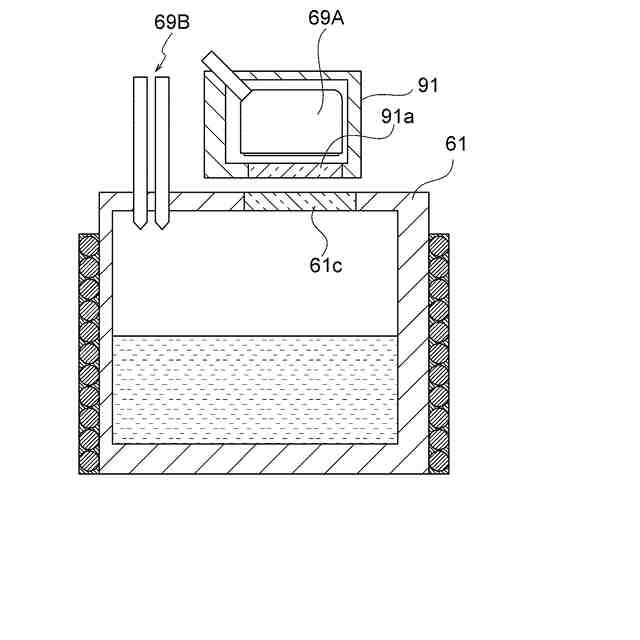
前記計量室を構成する容器の外部から前記容器を介して前記計量室内の湯面の高さを検出する非接触式センサを更に有している
請求項1に記載の給湯装置。
【請求項7】
前記容器は、光を透過させる透光部を有しており、
前記非接触式センサは、前記計量室内の湯面から前記透光部を介して前記容器の外部へ至る光に基づいて前記湯面の高さを検出する
請求項6に記載の給湯装置。
【請求項8】
前記非接触式センサが検出可能な湯面高さの範囲の少なくとも一部よりも上方に位置する湯面を検出する接触式センサを更に有している
請求項6に記載の給湯装置。
【請求項9】
前記計量室に不活性ガスを供給するガス圧回路を有している
請求項1に記載の給湯装置。
【請求項10】
前記ガス圧回路は、前記流入口から前記計量室へ溶湯が流れるとき前記不活性ガスを吸引することによって前記計量室の圧力を大気圧よりも低くする
請求項9に記載の給湯装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ダイカストマシン等の成形機に溶融状態(液状)の金属材料(以下、「溶湯」ということがある。)を供給する給湯装置に関し、また、給湯装置を含む給湯システム及び成形システムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
弁体の移動によって、溶湯の供給を制御する技術が知られている(例えば下記特許文献1~5)。
【0003】
特許文献1~3では、溶鋼容器の下部開口から鋳型への溶鋼の流出を制御するスライディングノズルが開示されている。スライディングノズルの弁体は、プレート状に形成されており、プレートの平面に沿う方向にスライドすることによって、溶鋼容器の下部開口を開閉する。
【0004】
特許文献4では、炉に通じる流入口から計量室への溶湯の流入、及び計量室からダイカストマシンの射出装置への溶湯の流出を制御する弁体が開示されている。炉からの溶湯を計量室へ流入させる流入口は、計量室の側方に位置している。計量室からの溶湯を射出装置へ流出させる流出口は、計量室の下方に位置している。弁体は、円柱状に構成されており、軸方向の移動によって、流入位置と流出位置との間を移動する。流入位置では、流入口と計量室とを通じさせるとともに流出口を計量室から遮断する。流出位置では、計量室と流出口とを通じさせるとともに流入口を計量室から遮断する。
【0005】
特許文献5では、1ショット分の溶湯を溶解する溶解容器の下部開口からダイカストマシンの射出装置への溶湯の流出を制御する弁体が開示されている。この弁体は、プレート状に形成されており、プレートの平面に沿う方向にスライドすることによって、溶解容器の下部開口を開閉する。
【先行技術文献】
【特許文献】
【0006】
特開平6-71394号公報
特開2019-13938号公報
特公昭60-142号公報
特開2001-18053号公報
特開2004-9052号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
計量室における溶湯の流入及び流出を好適に行うことができる給湯装置、給湯システム及び成形システムが待たれる。
【課題を解決するための手段】
【0008】
本開示の一態様に係る給湯装置は、計量室と、第1方向の第1側から前記計量室に向かって開口しており、炉からの溶湯を前記計量室へ流入させる流入口と、前記第1側から前記計量室に向かって開口しており、前記計量室の溶湯を射出装置へ流出させる流出口と、前記計量室と前記流入口及び前記流出口との間にて前記第1方向に面している板状部を含み、前記第1方向に交差する第2方向への平行移動によって、前記流入口と前記計量室とを通じさせるとともに前記流出口を前記計量室から遮断する流入位置と、前記計量室と前記流出口とを通じさせるとともに前記流入口を前記計量室から遮断する流出位置との間で移動する弁体と、を有している。
【0009】
本開示の一態様に係る給湯システムは、上記給湯装置と、前記炉と、を有している。
【0010】
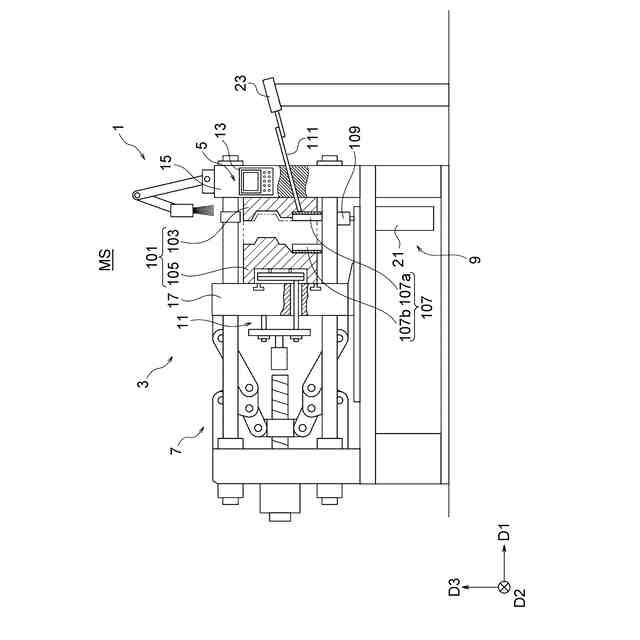
本開示の一態様に係る成形システムは、上記給湯装置と、前記射出装置を含む成形機と、を有している。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
成形システム
4日前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
12日前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
19日前
芝浦機械株式会社
射出装置、成形機及び成形システム
4日前
芝浦機械株式会社
給湯装置、給湯システム及び成形システム
4日前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
芝浦機械株式会社
成形システム
4日前
トヨタ自動車株式会社
押湯入子
2か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
三菱電機株式会社
三次元造形装置
9か月前
株式会社 寿原テクノス
金型装置
9か月前
株式会社プロテリアル
合金粉末の製造方法
6か月前
日本製鉄株式会社
モールドパウダー
12日前
山石金属株式会社
ガスアトマイズ装置
2か月前
株式会社キャステム
鋳造品の製造方法
6か月前
個人
透かし模様付き金属板の製造方法
9か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
6か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
芝浦機械株式会社
成形機
8か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
芝浦機械株式会社
成形機
8か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
4か月前
トヨタ自動車株式会社
突き折り棒
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
8か月前
山石金属株式会社
アルミニウム含有粒子
11日前
東洋機械金属株式会社
ダイカストマシン
9か月前
山石金属株式会社
アルミニウム含有粒子
11日前
株式会社浅沼技研
鋳型及びその製造方法
7か月前
旭有機材株式会社
鋳型の製造方法
2か月前
JFEミネラル株式会社
Ni合金粉
11日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ