TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025158605
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024061312
出願日
2024-04-05
発明の名称
射出装置、成形機及び成形システム
出願人
芝浦機械株式会社
代理人
個人
主分類
B22D
17/20 20060101AFI20251009BHJP(鋳造;粉末冶金)
要約
【課題】成形品の品質を向上させる。
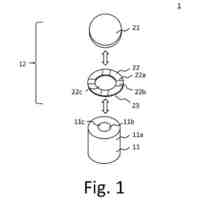
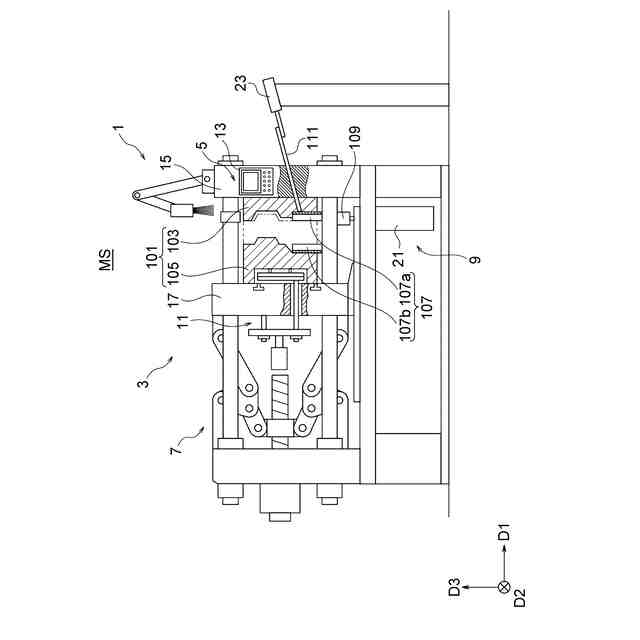
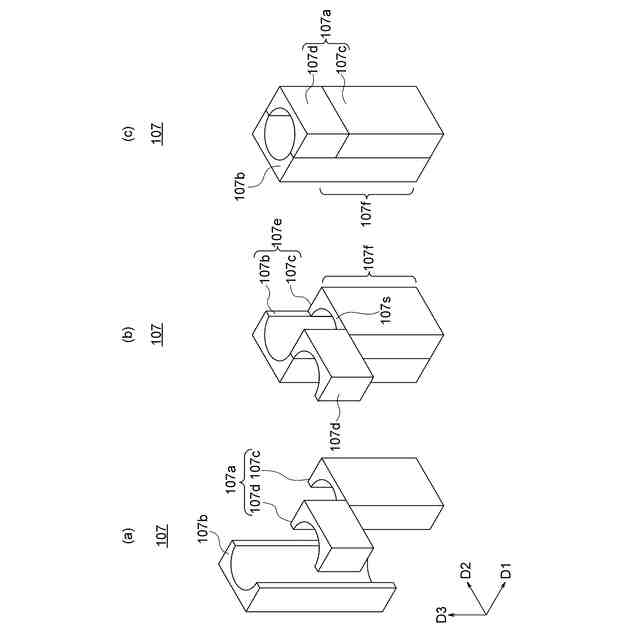
【解決手段】射出装置9は、スリーブ駆動部19と、プランジャ駆動部21とを有している。スリーブ駆動部19は、金型101に下方から通じる縦射出用の射出スリーブ107のうち当該射出スリーブ107の下方側部分107fよりも上方に位置する上部分割スリーブ107dを型開閉方向とは異なる横方向へ移動させる。これにより、スリーブ駆動部19は、射出スリーブ107のうち下方側部分107fを含む本体部107eに対する上部分割スリーブ107dの合体及び分離を行う。プランジャ駆動部21は、上部分割スリーブ107dの分離によって空いた領域を介して溶湯が注がれる本体部107eに対して上部分割スリーブ107dが合体して構成される射出スリーブ107の内部でプランジャ109を上方へ移動させる。
【選択図】図2
特許請求の範囲
【請求項1】
型に下方から通じる縦射出用の射出スリーブのうち当該射出スリーブの下方側部分よりも上方に位置する上部分割スリーブを型開閉方向とは異なる横方向へ移動させ、これにより、前記射出スリーブのうち前記下方側部分を含む本体部に対する前記上部分割スリーブの合体及び分離を行うスリーブ駆動部と、
前記上部分割スリーブの分離によって空いた領域を介して成形材料が注がれる前記本体部に対して前記上部分割スリーブが合体して構成される前記射出スリーブの内部でプランジャを上方へ移動させるプランジャ駆動部と、
を有している射出装置。
続きを表示(約 960 文字)
【請求項2】
前記型開閉方向は横方向である
請求項1に記載の射出装置。
【請求項3】
前記射出スリーブは、前記下方側部分よりも上方にて前記型開閉方向に分割されていることによって、前記本体部と前記上部分割スリーブとを有している
請求項2に記載の射出装置。
【請求項4】
前記射出スリーブは、前記型開閉方向に分割されていることによって、前記型の開閉に伴って分離及び合体される第1分割スリーブ及び第2分割スリーブを有しており、
前記第1分割スリーブは、上下に分割されていることによって、下部分割スリーブと前記上部分割スリーブとを有しており、
前記本体部は、合体している状態の前記第2分割スリーブ及び前記下部分割スリーブである
請求項3に記載の射出装置。
【請求項5】
前記成形材料を前記下方側部分へ注ぐ樋を前記上部分割スリーブの分離によって空いた領域へ出し入れする樋駆動部を更に有している
請求項1に記載の射出装置。
【請求項6】
前記上部分割スリーブの分離によって空いた領域が他の部材によって塞がれない
請求項1に記載の射出装置。
【請求項7】
前記射出スリーブは、前記上部分割スリーブの分離によって空いた領域を塞ぐ代替スリーブを更に有しており、
前記代替スリーブは、前記成形材料を外部から内部へ通過させる空所を有している
請求項1に記載の射出装置。
【請求項8】
型閉じ後、前記上部分割スリーブが分離している前記本体部に前記成形材料が注がれるように、前記スリーブ駆動部を制御するコントローラを更に有している
請求項1に記載の射出装置。
【請求項9】
前記コントローラは、前記成形材料が前記本体部に注がれた後、かつ型締め前に、前記上部分割スリーブが前記本体部に合体されるように、前記スリーブ駆動部を制御する
請求項8に記載の射出装置。
【請求項10】
請求項1に記載の射出装置と、
前記型の開閉及び型締めを行う型締装置と、
を有している成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、金型に成形材料を射出する射出装置、当該射出装置を含む成形機(例えばダイカストマシン)、及び当該成形機を含む成形システムに関する。成形材料は、例えば、溶融状態(液状)の金属材料(以下、「溶湯」と称することがある。)である。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
金型に下方から通じる射出スリーブ内の溶湯を上方へ押し上げて金型内に溶湯を射出する縦射出型の射出装置が知られている(例えば特許文献1~4)。特許文献1~4では、金型は、横方向に開閉される。特許文献1、2及び4では、射出スリーブは、金型の開閉に伴って分離及び合体する1対の分割スリーブを有している。特許文献3では、射出スリーブは、上記のような1対の分割スリーブと、当該1対の分割スリーブが上端に着脱される小スリーブとを有している。特許文献5は、横射出に係るものであるが、1対の分割スリーブを開示している。
【0003】
上記のような射出スリーブは、分割スリーブが合体した後に、溶湯が供給される。特許文献1、3~5では、分割スリーブの一方に通じる給湯管を介して溶湯が供給される。特許文献2では、射出スリーブが金型から下方に離れている状態で、射出スリーブの上方の開口に溶湯が注がれる。
【先行技術文献】
【特許文献】
【0004】
特開平9-108806号公報
特開平10-99958号公報
特開平9-150254号公報
特開2000-15417号公報
特開平6-126414号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
成形品の品質を向上させることが容易化される射出装置、成形機及び成形システムが提供されることが待たれる。
【課題を解決するための手段】
【0006】
本開示の一態様に係る射出装置は、型に下方から通じる縦射出用の射出スリーブのうち当該射出スリーブの下方側部分よりも上方に位置する上部分割スリーブを型開閉方向とは異なる横方向へ移動させ、これにより、前記射出スリーブのうち前記下方側部分を含む本体部に対する前記上部分割スリーブの合体及び分離を行うスリーブ駆動部と、前記上部分割スリーブの分離によって空いた領域を介して成形材料が注がれる前記本体部に対して前記上部分割スリーブが合体して構成される前記射出スリーブの内部でプランジャを上方へ移動させるプランジャ駆動部と、を有している。
【0007】
本開示の一態様に係る成形機は、上記射出装置と、前記型の開閉及び型締めを行う型締装置と、を有している。
【0008】
本開示の一態様に係る成形システムは、上記成形機と、前記射出スリーブに前記成形材料を供給する供給装置と、を有している。
【発明の効果】
【0009】
上記の構成によれば、成形品の品質を向上させることが容易化される。
【図面の簡単な説明】
【0010】
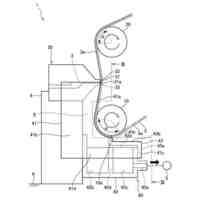
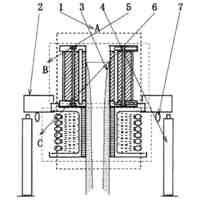
実施形態に係るダイカストマシンの要部の構成を示す側面図。
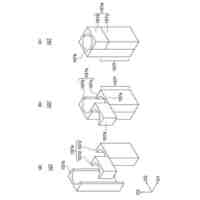
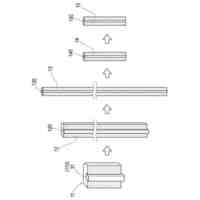
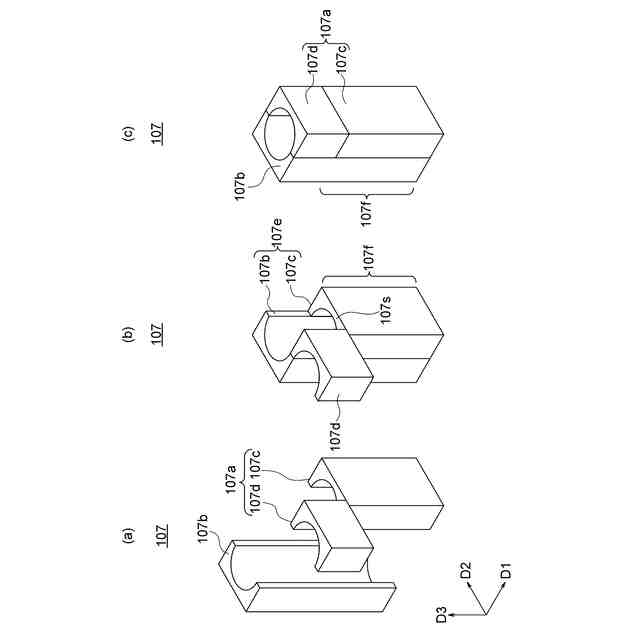
図2(a)、図2(b)及び図2(c)は、図1のダイカストマシンにおける射出スリーブの構成を示す斜視図。
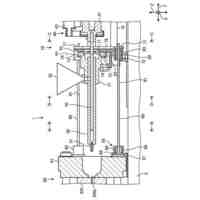
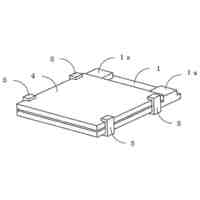
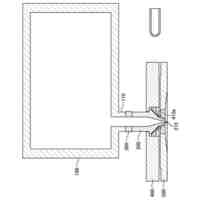
図3(a)、図3(b)及び図3(c)は、図1のダイカストマシンにおける金型及びその周辺部の断面図。
図4(a)及び図4(b)は、図1のダイカストマシンにおける固定型及びその周辺部を移動型から見た図。
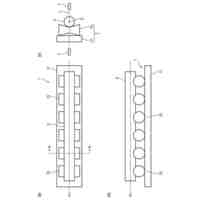
図5(a)、図5(b)及び図5(c)は、他の例に係る射出スリーブの構成を示す斜視図。
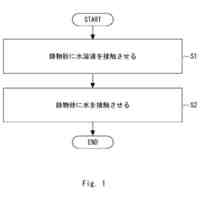
図1のダイカストマシンが実行する成形処理の手順を示すフローチャート。
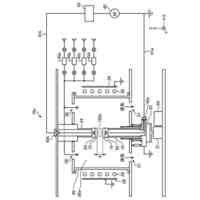
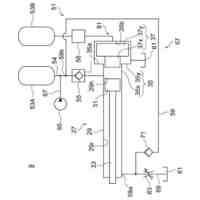
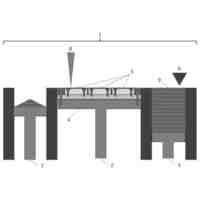
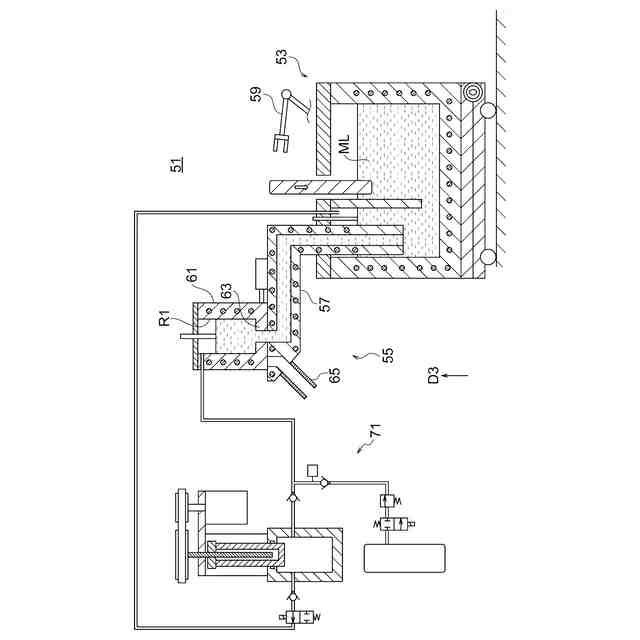
実施形態に係る給湯システムの構成を示す断面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
芝浦機械株式会社
塗工装置
22日前
芝浦機械株式会社
成形システム
4日前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
12日前
芝浦機械株式会社
ガラス成形装置及び金型洗浄方法
19日前
芝浦機械株式会社
射出装置、成形機及び成形システム
4日前
芝浦機械株式会社
給湯装置、給湯システム及び成形システム
4日前
芝浦機械株式会社
射出成形機
1か月前
個人
鋼の連続鋳造用鋳型
1か月前
個人
ピストンの低圧鋳造金型
5か月前
芝浦機械株式会社
成形システム
4日前
トヨタ自動車株式会社
押湯入子
2か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
1か月前
日本製鉄株式会社
モールドパウダー
12日前
株式会社プロテリアル
合金粉末の製造方法
6か月前
トヨタ自動車株式会社
鋳バリ抑制方法
6か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
中子の製造方法
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
6か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
旭有機材株式会社
鋳型の製造方法
2か月前
トヨタ自動車株式会社
突き折り棒
5か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
3か月前
山石金属株式会社
アルミニウム含有粒子
11日前
トヨタ自動車株式会社
鋳物砂の再生方法
3か月前
トヨタ自動車株式会社
ケースの製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
11日前
大同特殊鋼株式会社
鋼塊の製造方法
7か月前
JFEミネラル株式会社
Ni合金粉
11日前
愛知製鋼株式会社
継ぎ目なし管の製造方法
1か月前
トヨタ自動車株式会社
金型冷却構造
5か月前
株式会社プロテリアル
金属付加製造物の製造方法
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
7か月前
福田金属箔粉工業株式会社
Cu系粉末
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ