TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025159416
公報種別
公開特許公報(A)
公開日
2025-10-21
出願番号
2024061934
出願日
2024-04-08
発明の名称
熱可塑性フィルムの製造方法
出願人
株式会社カネカ
代理人
主分類
B29C
48/92 20190101AFI20251014BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
ロール状に巻き取られたフィルムロールの外観不良は、基本的に製膜の最終工程である巻取工程で検知可能であるが、巻取直後には外観不良が認められなかったにも関わらず、フィルムロールの保管中に外観が変化して異常が認められるようになる場合があり、このような経時的な外観不良の発生を抑止できる溶融押出法による熱可塑性フィルムの製造方法の提供を課題とする。
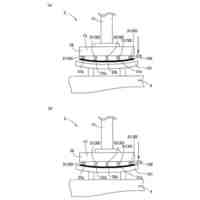
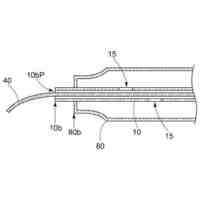
【解決手段】
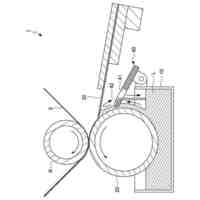
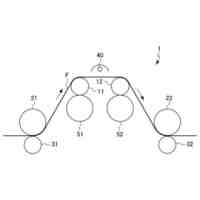
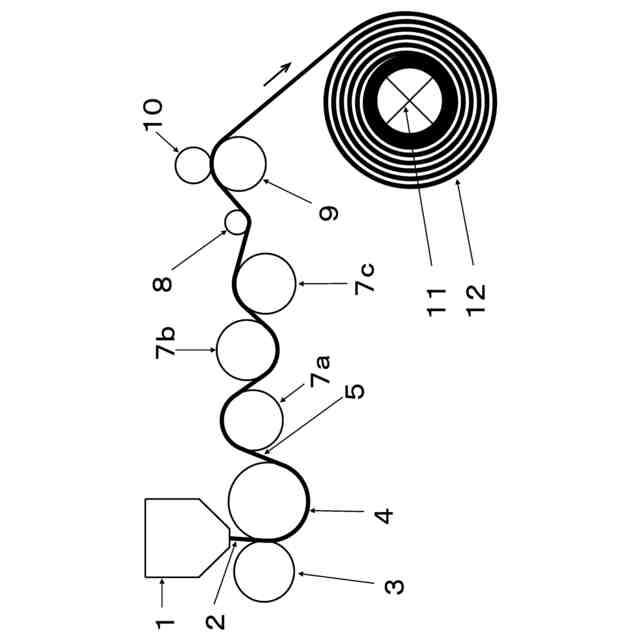
溶融押出製膜工程において、表面温度が調整された単一または複数の温調ロールをキャストロールと搬送ロールの間に設け、温調ロールの表面温度を90℃~110℃、かつ、キャストロールの表面温度より5℃以上高く設定し、キャストロールの周速v1(m/min)と、搬送ロールの周速v2(m/min)の比:v2/v1を0.991以上、0.995以下にすることにより前記課題を解決する。
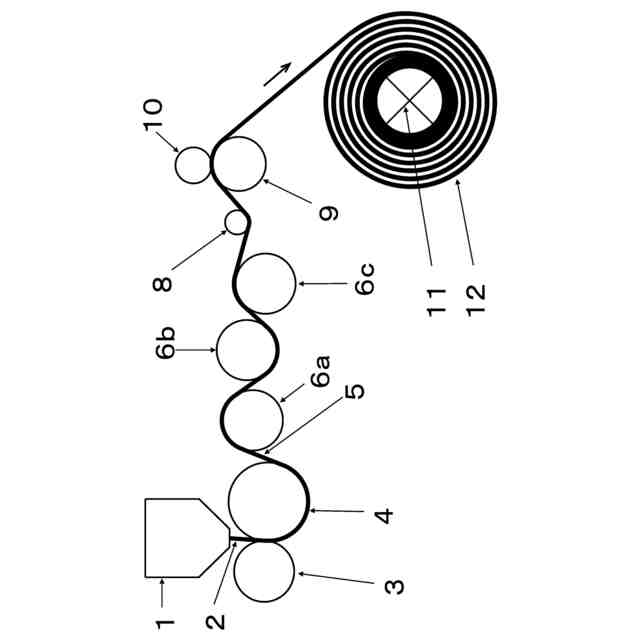
【選択図】図2
特許請求の範囲
【請求項1】
溶融押出法により、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、
前記押出工程から押し出されたシート状の熱可塑性樹脂を、一対の挟みロールに挟み込みフィルムを形成するフィルム形成工程と、
前記フィルム形成工程を経たフィルムを、表面温度が調整された単一または複数の温調ロールに接触させる温調工程と、
前記温調工程を経たフィルムを、搬送ロールにより搬送する搬送工程を含む熱可塑性フィルムの製造方法であり、
前記フィルム形成工程の一対の挟みロールは、タッチロールとキャストロールで構成され、
前記表面温度が調整された単一または複数の温調ロールの少なくとも最下流側の温調ロールの表面温度は、90℃~110℃であり、かつ、前記表面温度が調整された単一または複数の温調ロールの少なくとも最下流側の温調ロールの表面温度は、前記キャストロールの表面温度より5℃以上高く、
前記フィルム形成工程の前記キャストロールの周速v1(m/min)と、前記搬送工程の前記搬送ロールの周速v2(m/min)の比:v2/v1は、下記式(I)を満たす熱可塑性フィルムの製造方法。
0.991≦v2/v1≦0.995 式(I)
続きを表示(約 300 文字)
【請求項2】
前記表面温度が調整された単一または複数の温調ロールの全てのロールの表面温度は、90℃~110℃であり、かつ、前記表面温度が調整された単一または複数の温調ロールの全てのロールの表面温度は、前記キャストロールの表面温度より5℃以上高い、請求項1に記載の熱可塑性フィルムの製造方法。
【請求項3】
前記熱可塑性樹脂は、アクリル系樹脂組成物である、請求項1または2に記載の熱可塑性フィルムの製造方法。
【請求項4】
前記熱可塑性樹脂は、アクリル系グラフト共重合体を含有するアクリル系樹脂組成物である、請求項1または2に記載の熱可塑性フィルムの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融押出法により製膜される熱可塑性フィルムの製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
表示部材や自動車内装部材などに使用される熱可塑性フィルムは、例えば溶融押出製膜法によってフィルム化される。
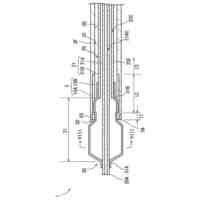
【0003】
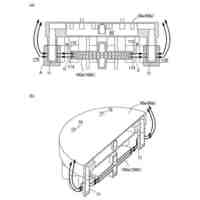
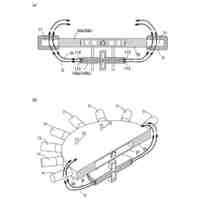
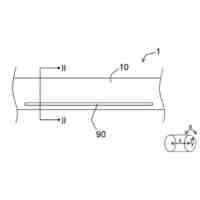
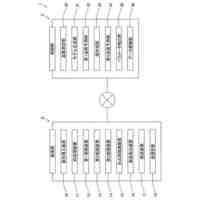
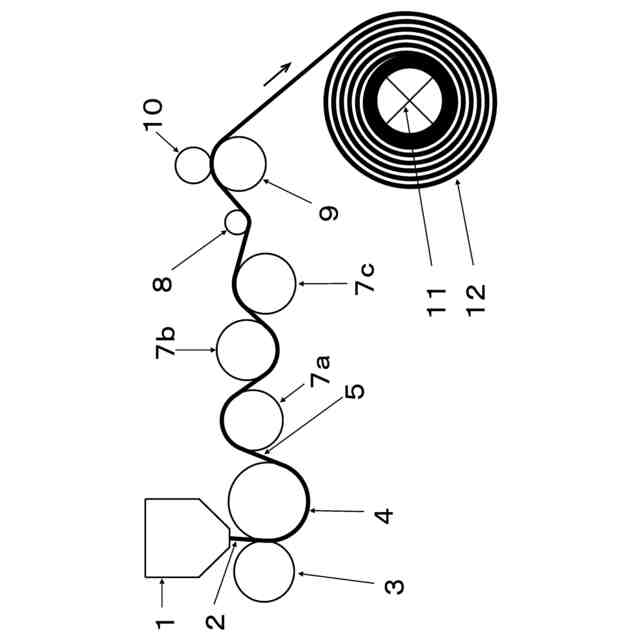
図1に基づき溶融押出製膜法の概要を説明すると、熱可塑性フィルムの原料である熱可塑性樹脂は、押出工程に供給され、図示しない押出機で溶融され、Tダイ1からシート状に押し出される。シート状に押し出された熱可塑性樹脂2は、フィルム形成工程で挟みロール3、4に挟み込まれ、厚みの整ったフィルムが形成される。形成されたフィルム5は、冷却工程に設けられた冷却ロール(図1の例では6a、6b、6cの3本)に接触した後、必要に応じて設けられた中間ロール8(代表的にはフラットロールまたはエキスパンダーロール)を通過し、搬送工程の搬送ロール9により巻取機11を備えた巻取工程に搬送され、フィルムロール12が得られる。
【0004】
搬送工程は、冷却工程を通過したフィルムを引取り、次工程の巻取工程にフィルムを送り込む工程であるが、フィルムの搬送をより確実に行うために、走行するフィルムと面で接触するロールを駆動可能な搬送ロール9とし、駆動可能な搬送ロール9に対向してニップロール10を設け、フィルムがスリップしない程度のニップ圧をフィルムにかけるのが一般的である。
【0005】
なお、本明細書においては、図1に示した一対の挟みロール3、4のうち、シート状に押し出された熱可塑性樹脂2が面で接触するロールをキャストロール4、シート状に押し出された熱可塑性樹脂2が略線で接触するロールをタッチロール3と称する。また、キャストロールの周速v1(m/min)と搬送ロールの周速v2(m/min)の比:v2/v1をドロー比と呼ぶ。
【0006】
以上のようにして製造されるフィルムロールには、製膜工程を搬送中のフィルムの弛みやシワが搬送ロール上で押し潰されて折れスジとなって外観不良が発生したり、ロール状に巻き上げた時にフィルムロールで顕在化するゲージバンドと呼ばれる幅方向の厚みムラに起因する外観不良が発生したりする。これらの外観不良は、フィルムにハードコート処理や印刷等を施す際の塗工ムラや印刷ムラに繋がるため、改善のための取り組みがなされてきた。
【0007】
特許文献1と2の発明は、いずれもフィルムロールの外観不良のない熱可塑性フィルムの提供を課題とし、溶融押出製膜法で製造されたフィルムロールの長期保管後の外観不良の発生しやすさと、フィルムMD方向(フィルム製膜時の流れ方向)の一ヶ月常温放置後の収縮率との関係を明らかにし、一ヶ月常温放置後の収縮率が0.01~0.10%であるフィルムが、フィルムロールを一ヶ月常温放置した際のゲージバンド発生を抑制するために重要であることを明らかにするとともに、収縮率が0.01~0.10%のフィルムを得るために、ドロー比を、0.970~1.001に調整することが好ましいことを開示している。
【先行技術文献】
【特許文献】
【0008】
特開2012-171157号公報
特開2012-187874号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ロール状に巻き取られたフィルムロールの外観不良は、基本的に製膜の最終工程である巻取工程で検知可能であるが、巻取直後には外観不良が認められなかったにも関わらず、フィルムロールの保管中に外観が変化して異常が認められるようになる場合がある。本発明が解決しようとする課題は、このような経時的な外観不良の発生を抑止することである。
【0010】
既に述べたとおり、特許文献1と2は、キャストロールの周速v1(m/min)と搬送ロールの周速v2(m/min)により決まるドロー比:v2/v1を、0.970~1.001にすることにより、収縮率の小さなフィルムを得る発明を開示しており、その実施例は、v2/v1が小さいほど、収縮率の小さなフィルムが得られやすくなる傾向を示しており、外観不良の改善も認められる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社カネカ
飲料
17日前
株式会社カネカ
飲料
17日前
株式会社カネカ
抗菌剤
28日前
株式会社カネカ
製膜装置
21日前
株式会社カネカ
製膜装置
21日前
株式会社カネカ
塗布装置
25日前
株式会社カネカ
医療用具
21日前
株式会社カネカ
積層装置
25日前
株式会社カネカ
カテーテル
15日前
株式会社カネカ
カテーテル
21日前
株式会社カネカ
カテーテル
14日前
株式会社カネカ
カテーテル
21日前
株式会社カネカ
カテーテル
16日前
株式会社カネカ
カテーテル
21日前
株式会社カネカ
ヘルメット
1か月前
株式会社カネカ
カテーテル
15日前
株式会社カネカ
正極活物質
25日前
株式会社カネカ
カテーテル
15日前
株式会社カネカ
カテーテル
15日前
株式会社カネカ
汎用かつら
1か月前
株式会社カネカ
生体内留置具
21日前
株式会社カネカ
製造システム
1か月前
株式会社カネカ
樹脂チューブ
1か月前
株式会社カネカ
シーリング材
14日前
株式会社カネカ
硬化性組成物
1か月前
株式会社カネカ
光学フィルム
1か月前
株式会社カネカ
酵母含有菓子
16日前
株式会社カネカ
延長カテーテル
1か月前
株式会社カネカ
油脂の製造方法
23日前
株式会社カネカ
顆粒の製造方法
25日前
株式会社カネカ
医療用具セット
17日前
株式会社カネカ
重量物載置架台
14日前
株式会社カネカ
フィルム延伸装置
25日前
株式会社カネカ
ブラッシング装置
1か月前
株式会社カネカ
ブラッシング装置
1か月前
株式会社カネカ
ブラッシング装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ