TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025164091
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024067856
出願日
2024-04-19
発明の名称
連続鋳造装置のブレークアウト弁別方法
出願人
大同特殊鋼株式会社
代理人
個人
主分類
B22D
11/16 20060101AFI20251023BHJP(鋳造;粉末冶金)
要約
【課題】ブレークアウトの大部分を占めるコーナ部起因のブレークアウトの弁別を良好に行って当該ブレークアウトを確実に防止するための連続鋳造装置のブレークアウト弁別方法を提供する。
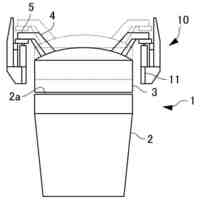
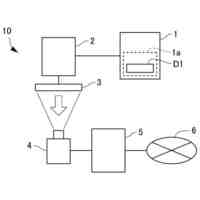
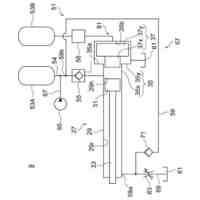
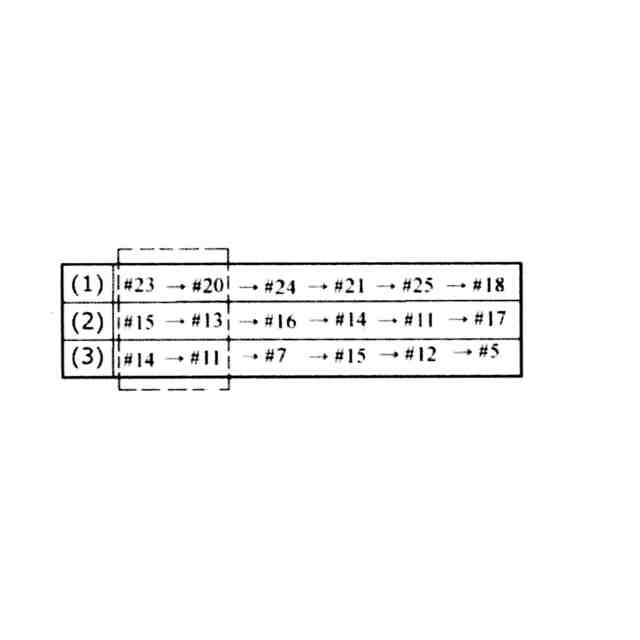
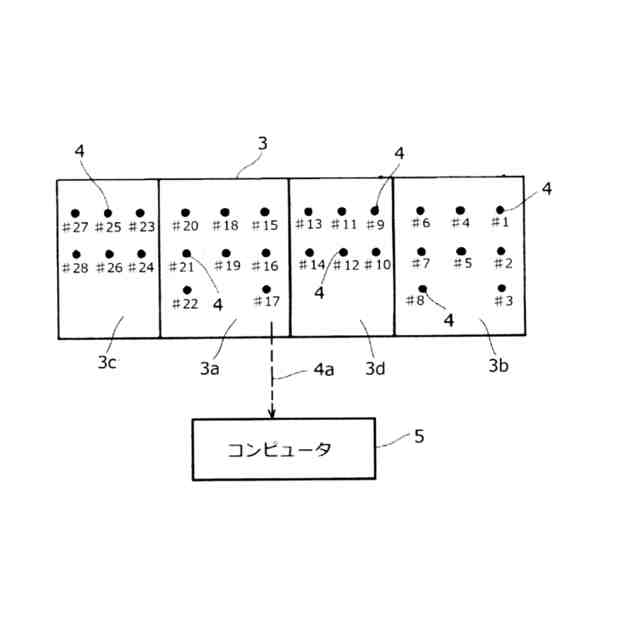
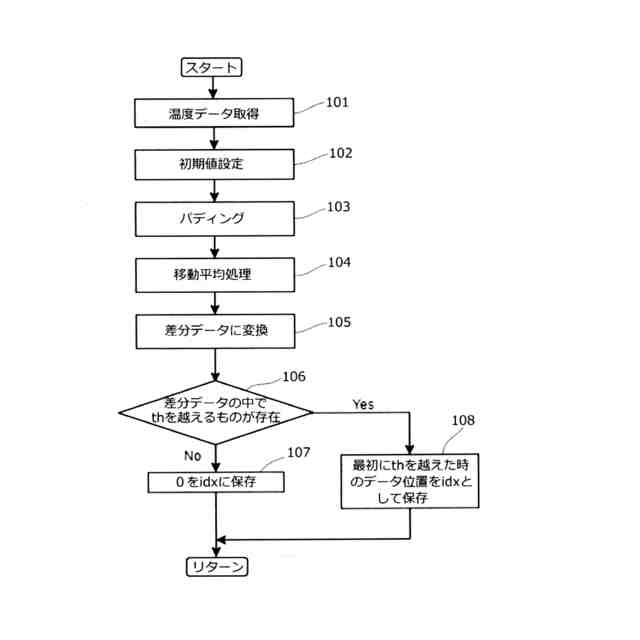
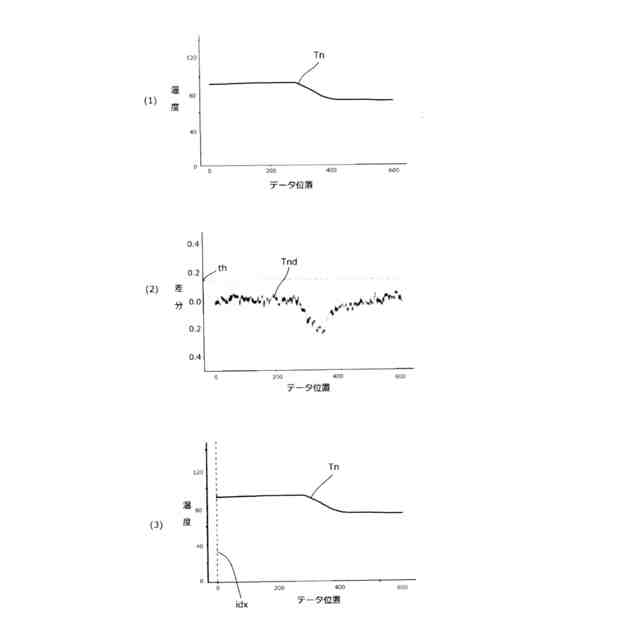
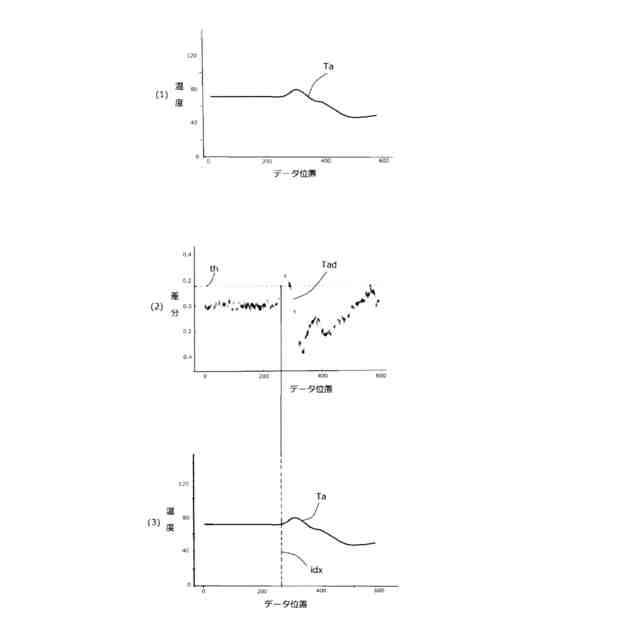
【解決手段】連続鋳造装置のモールド3の外周面の、コーナ部を挟んだ二位置♯23,♯20あるいは♯15,♯13を含む複数位置に熱電対4を配置して鋳造時の各熱電対4のそれぞれについて温度信号を一定周期で取得して温度データ列Taとした後、一の温度データとその直前の温度データの差分を算出して差分データ列Tadを得、当該差分データ列Tadの差分値が所定の閾値を越えた時のデータ位置をインデックスidxとして当該熱電対4に付与して、インデックスidxの昇順に熱電対4を並べた時に、先頭位置とこれに続く位置の熱電対4が上記二位置♯23,♯20あるいは♯15,♯13に設置されたものである場合に、発生したブレークアウトをコーナ部起因のものと弁別する。
【選択図】 図1
特許請求の範囲
【請求項1】
連続鋳造装置のモールドの外周面の、コーナ部を挟んだ二位置を含む複数位置に温度検出手段を配置して鋳造時の前記各温度検出手段のそれぞれについて温度微分値を算出して、温度微分値が所定の閾値を越える時刻が最も早い時刻とこれに続く時刻となった温度検出手段が前記二位置に配置されたものである場合に、発生したブレークアウトがコーナ部起因のものと弁別することを特徴とする連続鋳造装置のブレークアウト弁別方法。
続きを表示(約 310 文字)
【請求項2】
連続鋳造装置のモールドの外周面の、コーナ部を挟んだ二位置を含む複数位置に温度検出手段を配置して鋳造時の前記各温度検出手段のそれぞれについて温度信号を一定周期で取得して温度データ列とした後、一の温度データとその直前の温度データの差分を算出して差分データ列を得、当該差分データ列の差分値が所定の閾値を越えた時のデータ位置をインデックスとして当該温度検出手段に付与して、前記インデックスの昇順に前記温度検出手段を並べた時に、先頭位置とこれに続く位置の温度検出手段が前記二位置に設置されたものである場合に、発生したブレークアウトがコーナ部起因のものと弁別することを特徴とする連続鋳造装置のブレークアウト弁別方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は連続鋳造装置のブレークアウト弁別方法に関し、特にブレークアウトのうち多くを占めるコーナ部起因のブレークアウトを他のブレークアウトから弁別する方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
連続鋳造装置でブレークアウトが生じると鋳造不能となりその復旧にも多くの費用を要するため、従来からブレークアウトの予知方法が考案されており、例えば特許文献1に記載の方法(従来方法)等が提案されている。
【0003】
上記従来方法では、連続鋳造装置のモールドに多数の熱電対を埋め込んで、ブレークアウトが発生した時と発生していない時の温度推移データを収集する。そじて、これら温度推移データによって、ニューラルネットワークで実現された温度変化パターン検出ネットワークとブレークアウト検知ネットワークを学習させておき、上記温度変化パターン検出ネットワークの出力と、熱電対の出力信号を処理したピーク信号とを上記ブレークアウト検知ネットワークの入力にして、ブレークアウトの予知を行なっている。
【先行技術文献】
【特許文献】
【0004】
特開平7-178524
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記ブレークアウトには、水冷されたモールドのコーナ部で溶鋼外周の凝固シェル(固相)がさらに凝固収縮して破れ、溶鋼(液相)が流出するコーナ部起因のもの、モールドのノズル周辺でデッケル(析出物)が凝固シェルに固着してこれが破れ、溶鋼が流出するデッケル起因のもの、およびノズルの吐出孔の一つが閉塞して残りの吐出孔に溶鋼が集中し、凝固シェルが破れて溶鋼が流出するノズル閉塞起因のものがあり、発明者の知見によれば、このうちコーナ部起因のブレークアウトが大部分(85パーセント程度)を占めている。
【0006】
この場合、ブレークアウトの種類によってこれを未然に防止する具体的対策が異なるため、ブレークアウトの多くを占めるコーナ部起因のものを良好に弁別予知して、その発生を確実に防止することが求められている。しかし、上記従来の予知方法ではブレークアウトを弁別して予知することができないという問題があった。
【0007】
そこで本発明はこのような課題を解決するもので、ブレークアウトの大部分を占めるコーナ部起因のブレークアウトの弁別を良好に行って当該ブレークアウトを確実に防止するための連続鋳造装置のブレークアウト弁別方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本第1発明では、連続鋳造装置のモールドの外周面の、コーナ部を挟んだ二位置を含む複数位置に温度検出手段を配置して鋳造時の前記各温度検出手段のそれぞれについて温度微分値を算出して、温度微分値が所定の閾値を越える時刻が最も早い時刻とこれに続く時刻となった温度検出手段が前記二位置に配置されたものである場合に、発生したブレークアウトをコーナ部起因のものと弁別することを特徴とする。
【0009】
本第2発明では、連続鋳造装置のモールド(3)の外周面の、コーナ部を挟んだ二位置(♯23,♯20あるいは♯15,♯13)を含む複数位置に温度検出手段(4)を配置して鋳造時の前記各温度検出手段4のそれぞれについて温度信号を一定周期で取得して温度データ列(Ta)とした後、一の温度データとその直前の温度データの差分を算出して差分データ列(Tad)を得、当該差分データ列(Tad)の差分値が所定の閾値を越えた時のデータ位置をインデックス(idx)として当該温度検出手段(4)に付与して、前記インデックス(idx)の昇順に前記温度検出手段4を並べた時に、先頭位置とこれに続く位置の温度検出手段4が前記二位置(♯23,♯20あるいは♯15,♯13)に設置されたものである場合に、発生したブレークアウトをコーナ部起因のものと弁別することを特徴とする。
【0010】
上記カッコ内の符号は、後述する実施形態に記載の具体的手段との対応関係を参考的に示すものである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大同特殊鋼株式会社
放熱材料
20日前
大同特殊鋼株式会社
軟磁性合金
28日前
大同特殊鋼株式会社
棒材計数方法
28日前
大同特殊鋼株式会社
炉蓋の支持構造
1か月前
大同特殊鋼株式会社
介在物評価方法
28日前
大同特殊鋼株式会社
電磁攪拌制御方法
15日前
大同特殊鋼株式会社
丸棒体の本数計数方法
23日前
大同特殊鋼株式会社
含クロム溶鋼の精錬方法
10日前
大同特殊鋼株式会社
金属碑及びその製造方法
7日前
大同特殊鋼株式会社
熱処理設備および浸炭焼入れ方法
28日前
大同特殊鋼株式会社
計測データ入力方法及びそのシステム
14日前
大同特殊鋼株式会社
連続鋳造装置のブレークアウト弁別方法
7日前
大同特殊鋼株式会社
結晶組織評価方法および結晶組織評価装置
21日前
大同特殊鋼株式会社
浸炭時の粗大粒防止特性に優れた肌焼鋼材
21日前
大同特殊鋼株式会社
レーザ積層造形用粉末およびその製造方法
28日前
大同特殊鋼株式会社
高強度高熱伝導率鉄基合金積層造形体の製造方法
1日前
大同特殊鋼株式会社
変位量測定治具およびピーリングマシンにおける芯出し方法
1か月前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
友鉄工業株式会社
錫プレート成形方法
1か月前
芝浦機械株式会社
成形システム
20日前
トヨタ自動車株式会社
押湯入子
2か月前
大阪硅曹株式会社
無機中子用水性塗型剤
2か月前
日本製鉄株式会社
モールドパウダー
28日前
株式会社プロテリアル
合金粉末の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
6か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
山石金属株式会社
ガスアトマイズ装置
2か月前
芝浦機械株式会社
射出装置及び成形機
2か月前
旭有機材株式会社
鋳型の製造方法
3か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
トヨタ自動車株式会社
突き折り棒
5か月前
山石金属株式会社
アルミニウム含有粒子
27日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ