TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024151732
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023065364
出願日
2023-04-13
発明の名称
鋼の連続鋳造鋳片の切断装置
出願人
個人
代理人
主分類
B22D
11/126 20060101AFI20241018BHJP(鋳造;粉末冶金)
要約
【課題】 鋼の連続鋳造に際して高速鋳込を支え、且つ圧延端末不良部を最小化するため鋳片先端を楔形に封入・切断する装置を提供する。
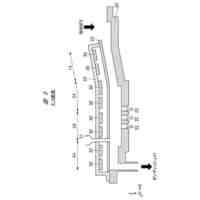
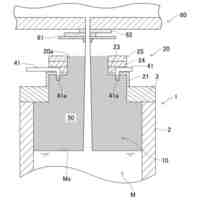
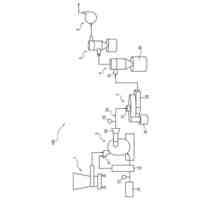
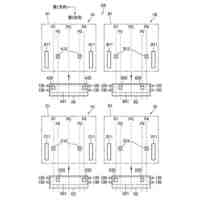
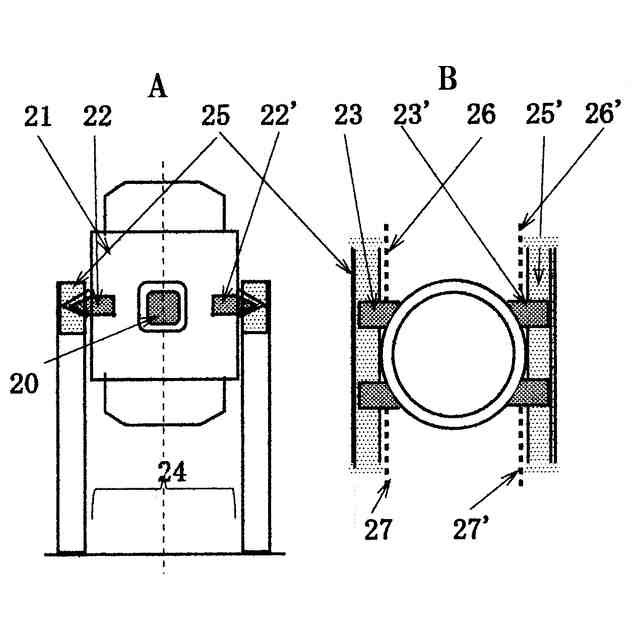
【解決手段】 楔形圧入歯を鋳片上下面に対称圧入するに際して、両圧入歯を内装し、鋳片を側面から貫通する圧入枠の両端に油圧シリンダーを対向勘合する。両油圧シリンダーのラムに圧入歯と拡幅拘束ガードとから成る圧入歯台を上置し、作動とともに、両圧入歯は鋳片軸に対して対称圧入され、溶融芯の閉鎖と楔形先端形状の成形が成される。
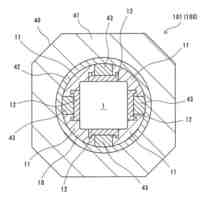
圧入枠の設けられた4個の水平ブラケットが走行台の軌道に嵌め込まれ、本体は上下左右の動きが拘束され、引抜に追随して水平前後の移動のみが可能になる。先行例の1本シリンダー方式と比較して、強固・安定下作動が得られる。
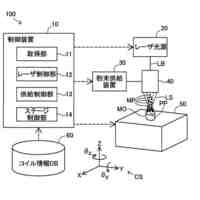
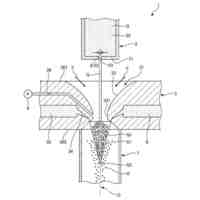
【選択図】 図1
特許請求の範囲
【請求項1】
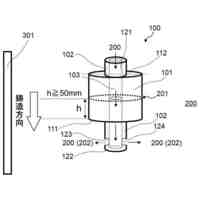
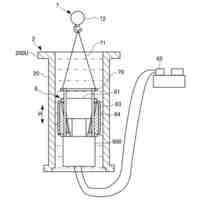
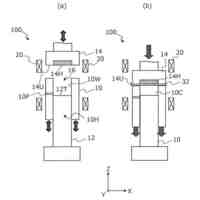
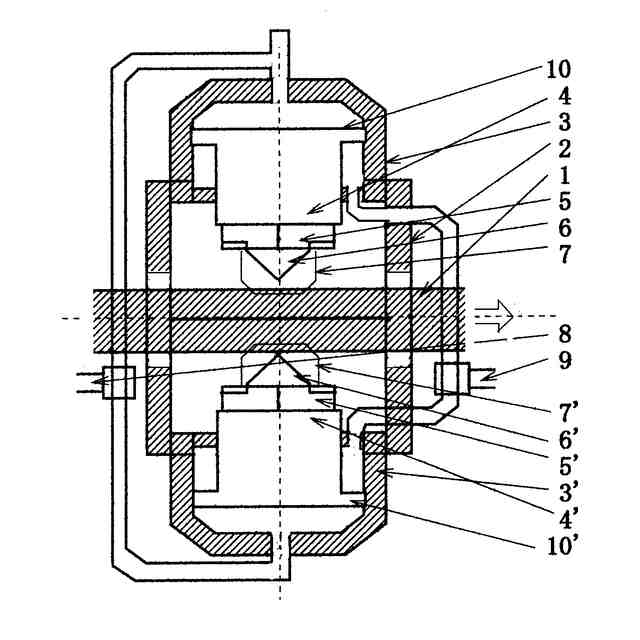
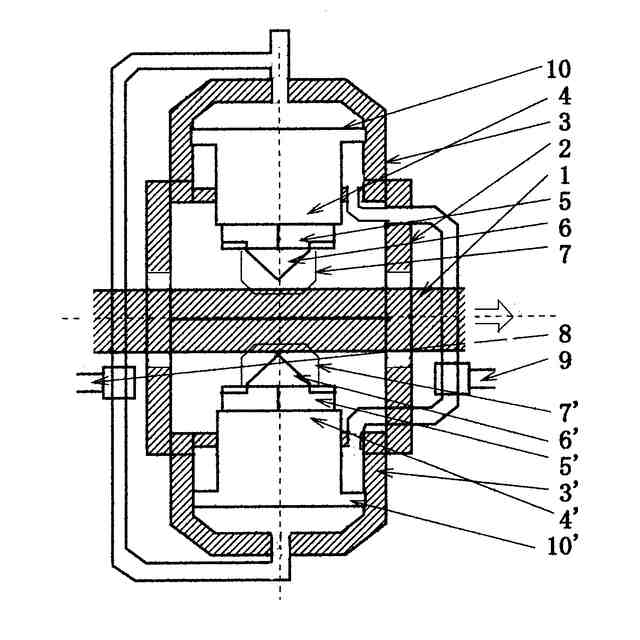
連続鋳造鋳片に上下対称の楔形圧入歯を圧入して封鎖と切断と楔形端面成形とを行う装置であって、鋳片引抜に追随する圧入装置本体と該圧入装置本体を内装し該圧入装置本体を上下左右の動きは拘束しつつ前後進のみ摺動可能とする軌道と駆動源とを保有する走行台とから成り、該圧入装置本体は、鋳片が側面から貫通する円筒状の圧入枠と、該圧入枠の両端にそれぞれ対向してねじ勘合する2本の油圧シリンダーと、該油圧シリンダーのラム上に設けられた楔形圧入歯と拡幅拘束ガードとから成る圧入歯台と、両シリンダーに分配する1系統の油圧配管とから構成され、作動とともに両楔形圧入歯が鋳片を挟んで対称的に圧入し切断することを特徴とする連続鋳造鋳片の切断装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は鋼の連続鋳造において鋳片を切断する装置に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
鋼の連続鋳造において、断面の小さいビレットでは鋳片の切断には油圧シアーが多用されている。切断面は概ね平坦であるが状況によっては『かえり』、『縞状凹凸』、『むしれ』等の不都合が生ずる。前者は圧延において走行や噛み込みを阻害し、後二者は製品端部の疵に関係する。なぜなら鋼片端面は圧延孔型通過時に特異変形するので上記欠陥は意外に先端から内側に移動する。従って圧延材端部は圧延途中で適宜切断除去される。これは圧延歩留まり損の1原因となっている。連続鋳造鋳片を切断する際、端部を滑らかな砲弾型に切断して上記問題を解決することは当業者の古くからの願望である。
特許文献1には、当願望に対して楔形歯の圧入により砲弾型に準ずる楔型に成形する策が提案されている。それによるとシアーとは異なり、楔形歯と交差した楔形の平滑な鋼片端面が得られる。
【0003】
切断に関する第2の問題として、連続鋳造を高速化すると溶融芯が延長し、芯部が凝固直後の脆弱状態又は未凝固の状態で切断することになる。せん断による切断では噴出の発生の他に芯部がむしれ、鋳片のへりに移動して付着し、搬送を阻害する。あるいは両刃間へ差し込み、作動不能から鋳込停止となる。
当問題も前述の楔形歯の圧入方式により解決されるが新たな問題が生ずる。せん断では拡幅比(=切断後幅/切断前幅)は約1.2以下であって該値が許容されているが、圧入特に未凝固鋳片(実質中空材)への圧入では該比がかなり大きくなり、走行・噛み込みトラブル等を誘発する。何らかの対策が必要とされる。
【0004】
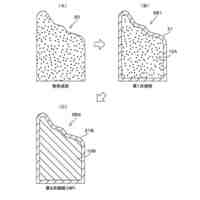
特許文献1(先行例1)には、ビレットを対象に上記問題(圧延端末不良部の短縮、溶融芯の封鎖、拡幅拘束)の具体的且つ経済的な解決策が開示されている。それによると方法面では楔形歯を鋳片を挟んで対称圧入し、鋳片の圧下面が平滑に傾斜陥没し、溶融芯封鎖が先行してその後分断される。切断面が発生せず、圧下面のみで平滑な楔形端面が形成され、圧延時には端末の欠陥部が短縮される。拡幅に対しては拘束ガードの強化によって解決している。
当該方法の問題は、装置面において、一対の楔形圧入歯を鋳片軸対称に圧入するに際して、具体的な装置が開示されていない。
【0005】
特許文献2には、上記問題の解決策として、1本の油圧シリンダーにより2個の圧入歯を対称作動させるため、特異な構造・機構(リンク)を採用している。工夫の跡は伺えるが問題含みである。
特許文献3にも、同様に1本の油圧シリンダーにより2個の圧入歯を対称作動させるため、特異な構造・機構を採用している。シリンダーラムにトラニオンを設けて解決策としている。
【0006】
油圧機構による圧入の問題について再検討する。
1) ストローク終点の制御精度が不足すると噛み残しや歯先衝突の危険性が増す。
当該問題に対して今日の高度な油圧制御系を適用すること、歯先の食い違いを組み込むことによりほぼ解決される。
2) 切断の衝撃が切断装置本体だけでなく本体積載構造物や伸縮可能油圧配管(スイベルジョイント等)の耐久に影響する。対策が不可欠であり強固な構造を要する。
3) 先行例2のリンク機構は圧入装置本体がブランコ状態であり不安定且つ脆弱である。衝撃をまともに受ける。破損の危険性がある。
4) 先行例3のシリンダーラムにトラニオンを設けて対称圧入する方法も圧入時に懸架状態が発生し、不安定性は解決されない。
5) 鋳片の引抜軌跡は一定とは限らない。左右上下にずれることがある。せん断式なら強引な貫通により問題となっていないが、先行例2,3では切断装置本体が動かされ破損の危険性がある。リンク機構を必要としない単純で強固な構造が期待される。
【先行技術文献】
【特許文献】
【0007】
特許第6001397号
特許第6533883号
特許第6616207号
【発明の概要】
【発明が解決しようとする課題】
【0008】
本願発明は鋼のビレット用の連続鋳造における鋳片切断装置であって、1)高速鋳込を容易にして鋳造能率を向上すること、2)ビレット両端面形状を楔形に成形して圧延歩留まりを向上することの二つを目的とし、そのため連続鋳造鋳片を切断するに当たり鋳片を挟んで対向する1対の楔形切断歯を鋳片面に対称圧入して噛み切るように分断する公知の方式を採用する。先行例2,3の装置では1本の油圧シリンダーで作動させるため、装置本体が懸架状態になることが避けられず、衝撃や衝突に対してあまりにも脆弱である。
本願発明は、従来例の脆弱性を克服して、強固で安定した構造とすることを解決すべき課題とする。
【課題を解決するための手段】
【0009】
上記課題を解決する本願発明は、連続鋳造鋳片に上下対称の楔形圧入歯を圧入して封鎖と切断と楔形端面成形とを行う装置であって、鋳片引抜に追随する圧入装置本体と該圧入装置本体を内装し該圧入装置本体を上下左右の動きは拘束しつつ前後進のみ摺動可能とする軌道と駆動源とを保有する走行台とから成り、該圧入装置本体は、鋳片が側面から貫通する円筒状の圧入枠と、該圧入枠の両端にそれぞれ対向してねじ勘合する2本の油圧シリンダーと、該油圧シリンダーのラム上に設けられた楔形圧入歯と拡幅拘束ガードとから成る圧入歯台と、両シリンダーに分配する1系統の油圧配管とから構成され、作動とともに両楔形圧入歯が鋳片を挟んで対称的に圧入し切断することを特徴とする連続鋳造鋳片の切断装置である。
【0010】
述語の定義として、『対称的』とは実質対称であるが歯先のわずかな食い違いの存在のため正確な対称でないことを意味する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
ケースの製造方法
13日前
株式会社豊田中央研究所
積層造形装置
19日前
福田金属箔粉工業株式会社
Cu系粉末
9日前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
6日前
住友金属鉱山株式会社
アトマイズ装置における整流機構
1日前
リョービ株式会社
金型の浸食予測方法
16日前
株式会社プロテリアル
荒引線の製造装置
15日前
名古屋市
金属ナノ粒子の製造方法
6日前
日産自動車株式会社
粉末製造方法および切削工具
6日前
株式会社パシフィックソーワ
焼結体の製造方法
13日前
株式会社神戸製鋼所
タンディッシュ内への溶鋼の注入方法
14日前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法、および圧延鋼材の製造方法
20日前
株式会社FUJI
メンテナンス方法及び造形装置
16日前
国立大学法人 名古屋工業大学
指向性エネルギー堆積法用の金属粉末及びその製造方法
15日前
JFEスチール株式会社
水素製造用鉄基粉末および水素製造剤
20日前
JFEスチール株式会社
水素製造用鉄基粉末および水素製造剤
20日前
セイコーエプソン株式会社
金属粉末製造装置および金属粉末製造方法
7日前
株式会社アカネ
通電焼結用型、通電焼結装置及び焼結体の製造方法
16日前
アイシン軽金属株式会社
アルミニウム合金粉末材及びそれを用いた造形材の製造方法
22日前
株式会社ダイセル
金属ペースト、及び接合体の製造方法
19日前
JFEスチール株式会社
連続鋳造用浸漬ノズル及び鋼の連続鋳造方法
16日前
日鉄建材株式会社
モールドパウダー、及び、鋳片表面の割れとベアの発生を抑制する方法
7日前
DOWAエレクトロニクス株式会社
ベンゾトリアゾール被覆Sm-Fe-N系磁性粉体およびその製造方法
14日前
東邦チタニウム株式会社
VAR炉の鋳型の修正方法及びチタン系インゴットの製造方法
14日前
リョービ株式会社
ダイカスト品の不要部の切断方法及びダイカスト品
26日前
株式会社プロテリアル
希土類系焼結磁石の製造方法および湿式成形装置
今日
DOWAエレクトロニクス株式会社
銀粉及び銀粉の製造方法並びに導電性ペースト
28日前
ヴァルカンフォームズ インコーポレイテッド
付加製造システム及び方法
22日前
セイコーエプソン株式会社
アモルファス合金軟磁性粉末の製造方法、アモルファス合金軟磁性粉末、圧粉磁心、磁性素子および電子機器
23日前
ディーエスイー ベアリング カンパニー,リミテッド
冷凍圧縮機用軸受を製造するための遠心鋳造システム
21日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
部品用の多孔質領域及び同部品用の金属クーポン
22日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
部品の交換領域又はベース領域に印刷された部品用金属多孔質領域
22日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
部品用アンカー付き金属多孔質クーポン及び同クーポンを有する部品
22日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
部品の補修のための封止キャビティを有する多孔質金属クーポン、同クーポンを有する部品並びに関連方法
22日前
東罐興業株式会社
フィルム貼り装置及びフィルム貼り方法
7日前
ブラザー工業株式会社
画像形成システムおよび画像形成装置
28日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ