TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064369
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174068
出願日
2023-10-06
発明の名称
押切刃の製造方法及びプログラム
出願人
大阪シーリング印刷株式会社
代理人
個人
主分類
B26F
1/00 20060101AFI20250410BHJP(切断手工具;切断;切断機)
要約
【課題】オペレータによる作業負担を軽減した押切刃の製造方法及びプログラムを提供する。
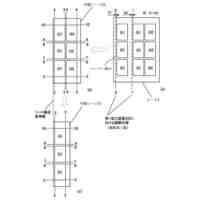
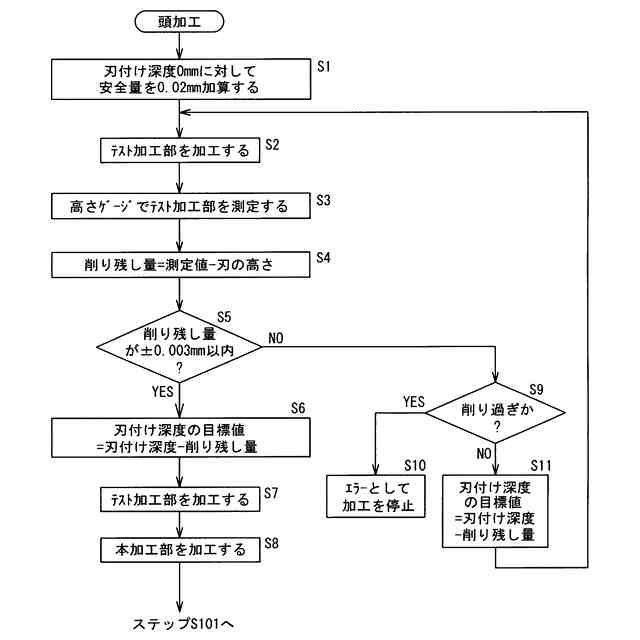
【解決手段】ダイに備えられる押切刃を製造する方法であって、NC工作機械によって加工されて押切刃となる本加工部と、テスト加工されるテスト加工部とを有するダイ本体を予め準備し、NC工作機械によってテスト加工部をテスト加工し、テスト加工の加工結果に基づいて、本加工部を本加工して押切刃を製造する。
【選択図】図11
特許請求の範囲
【請求項1】
ダイに備えられる押切刃を製造する方法であって、
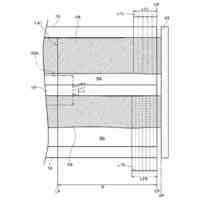
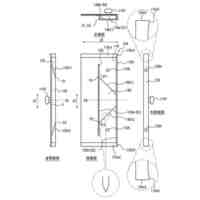
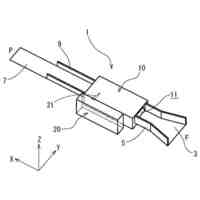
NC工作機械によって加工されて前記押切刃となる押切刃用の突条を有する本加工部と、前記NC工作機械によってテスト加工されると共に、前記押切刃用の突条と同じ高さ及び同じ幅のテスト用の突条を有するテスト加工部とを備えるダイ本体を予め準備し、
前記NC工作機械によって、前記ダイ本体の前記本加工部の前記押切刃用の突条の高さと前記テスト加工部の前記テスト用の突条の高さとを、前記押切刃の刃高の目標値に揃えるように加工する第1加工工程と、
前記第1加工工程によって前記突条の高さが揃えられた前記本加工部の押切刃用の突条と前記テスト加工部の前記テスト用の突条とを、前記NC工作機械によってそれぞれ加工して刃先を形成する第2加工工程とを備え、
前記第1加工工程及び前記第2加工工程では、前記NC工作機械によって前記テスト加工部のテスト用の突条をそれぞれテスト加工し、テスト加工の加工結果に基づいて、前記NC工作機械によって、前記本加工部の前記押切刃用の突条をそれぞれ本加工する、
押切刃の製造方法。
続きを表示(約 2,300 文字)
【請求項2】
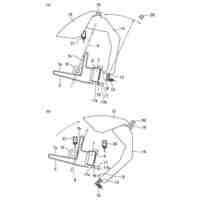
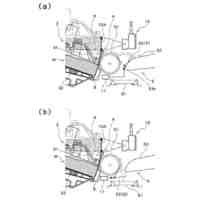
前記第2加工工程は、前記NC工作機械に装備した加工工具によって、前記テスト加工部の前記テスト用の突条、及び、前記本加工部の前記押切刃用の突条をそれぞれ加工するものであって、
前記加工工具の中心軸線を、前記テスト加工部の前記テスト用の突条の断面の中心線、及び、前記本加工部の前記押切刃用の突条の断面の中心線からそれぞれ両側にオフセットさせて、前記テスト加工部の前記テスト用の突条、及び、前記本加工部の前記押切刃用の突条の両側面をそれぞれ加工して、
前記テスト加工部のテスト用の突条の前記断面の上端と前記断面の前記中心線との交点、及び、前記本加工部の前記押切刃用の突条の前記断面の上端と前記断面の前記中心線との交点が、それぞれ刃先となるように加工する、
請求項1に記載の押切刃の製造方法。
【請求項3】
前記第2加工工程の前記テスト加工部の前記テスト用の突条のテスト加工では、テスト用の突条の高さが、前記押切刃の刃高の目標値よりも低くなるように過剰にテスト加工し、テスト加工したテスト用の突条の高さを測定し、測定したテスト用の突条の高さの測定結果に基づいて、前記本加工部の押切刃用の突条を、前記押切刃の刃高の目標値の高さであって、かつ、押切刃用の突条の前記断面の上端と前記断面の中心線との前記交点の部分が、目標とする先端幅を有する刃先となるように本加工する、
請求項2に記載の押切刃の製造方法。
【請求項4】
前記第1加工工程は、前記テスト加工部の前記テスト用の突条の高さが、前記押切刃の刃高の目標値を含む所定範囲内に収まるように、前記テスト加工部の前記テスト用の突条のテスト加工と、テスト加工した前記テスト用の突条の高さの測定とを行い、測定したテスト用の突条の高さが前記所定範囲内に収まったときには、測定したテスト用の突条の高さと前記押切刃の刃高の目標値とに基づいて、本加工部の前記押切刃用の突条の高さが、前記押切刃の刃高の目標値になるように前記本加工部の押切刃用の突条を本加工する、
請求項1に記載の押切刃の製造方法。
【請求項5】
前記第2加工工程は、前記テスト加工部のテスト用の突条及び前記本加工部の前記押切刃用の突条をそれぞれ加工して、刃先を粗く形成する粗加工工程と、
前記粗加工工程によって粗く形成されたテスト用の突条及び押切刃用の突条の刃先を仕上げる仕上げ加工工程とを備える、
請求項1に記載の押切刃の製造方法。
【請求項6】
前記仕上げ加工工程によって、前記押切刃用の突条の刃先が仕上げられた後、前記テスト加工部を含む不要部分を、前記ダイ本体から分離除去する、
請求項5に記載の押切刃の製造方法。
【請求項7】
前記第1加工工程及び前記第2加工工程では、テスト加工した前記テスト用の突条の高さを、接触式の高さゲージによって測定する、
請求項3または4に記載の押切刃の製造方法。
【請求項8】
ダイに備えられる押切刃を製造するNC工作機械のコンピュータに実行させるプログラムであって、
予め準備されるダイ本体は、前記NC工作機械によって加工されて前記押切刃となる押切刃用の突条を有する本加工部と、前記NC工作機械によってテスト加工されると共に、前記押切刃用の突条と同じ高さ及び同じ幅のテスト用の突条を有するテスト加工部とを有し、
前記ダイ本体の前記本加工部の前記押切刃用の突条の高さと前記テスト加工部の前記テスト用の突条の高さとを、押切刃の刃高の目標値に揃えるように加工させる第1加工手順と、
前記第1加工手順によって前記突条の高さが揃えられた前記本加工部の押切刃用の突条と前記テスト加工部の前記テスト用の突条とをそれぞれ加工させて刃先を形成する第2加工手順とを、前記コンピュータに実行させ、
前記第1加工手順及び前記第2加工手順では、前記テスト加工部のテスト用の突条をそれぞれテスト加工させ、テスト加工の加工結果に基づいて、前記本加工部の前記押切刃用の突条をそれぞれ本加工させる、
プログラム。
【請求項9】
前記第2加工手順では、前記NC工作機械に装備した加工工具によって、前記テスト加工部のテスト用の突条、及び、前記本加工部の押切刃用の突条をそれぞれ加工させるものであって、
前記加工工具の中心軸線を、前記テスト加工部のテスト用の突条の断面の中心線、及び、前記本加工部の前記押切刃用の突条の断面の中心線からそれぞれ両側にオフセットさせて、前記テスト加工部のテスト用の突条、及び、前記本加工部の押切刃用の突条の両側面をそれぞれ加工させ、
前記テスト加工部の前記テスト用の突条の前記断面の上端と前記断面の前記中心線との交点、及び、前記本加工部の前記押切刃用の突条の前記断面の上端と前記断面の前記中心線との交点が、それぞれ刃先となるようにそれぞれ加工させる、
請求項8に記載のプログラム。
【請求項10】
前記第2加工手順では、前記テスト加工部の前記テスト用の突条の高さが、前記押切刃の刃高の目標値よりも低くなるように過剰にテスト加工させ、テスト加工したテスト用の突条の高さを測定させ、測定したテスト用の突条の高さの測定結果に基づいて、前記本加工部の押切刃用の突条を、前記押切刃の刃高の目標値の高さであって、かつ、押切刃用の突条の前記断面の上端と前記断面の中心線との前記交点の部分が、目標とする先端幅を有する刃先となるように本加工させる、
請求項9に記載のプログラム。
発明の詳細な説明
【技術分野】
【0001】
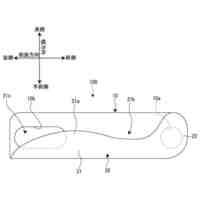
本発明は、磁性体に押切刃が形成されたフレキシブルダイやロール表面に直接押切刃が形成されたダイロール等の押切刃を製造する方法、及び、これに用いるプログラムに関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
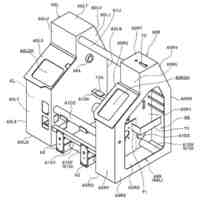
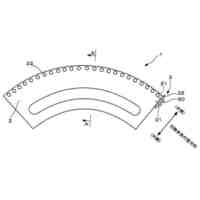
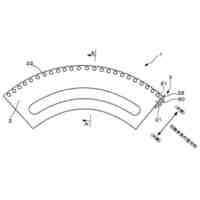
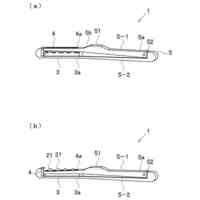
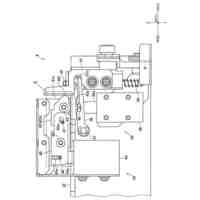
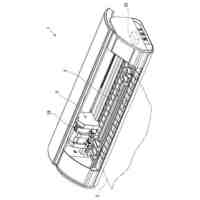
例えば、フレキシブルダイは、フレキシブルベース(強磁性体)の片面に、押切刃を形成したものであって、このフレキシブルダイを、マグネットシリンダに巻き付けるように装着し、フレキシブルダイを装着したマグネットシリンダとアンビルロール(受胴)との間に、ラベル等の加工対象シートを通過させて、打抜加工やハーフカット加工を行っている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2005-144587号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般に、フレキシブルダイの押切刃は、上記特許文献1にも記載されているように、フレキシブルベース上にエッチング等によって形成した突条(突部)を、NC工作機械を使用して加工することによって製造される。
【0005】
このNC工作機械を使用した押切刃の製造方法では、オペレータが、NC工作機械の操作盤を操作して、押切刃の刃高などの加工条件を設定してNC工作機械による加工を開始し、加工後のフレキシブルベース上の突条の高さがカメラ等よって測定されると、オペレータは、測定された値が、設定値に一致するように、設定値を調整し、NC工作機械による加工を行うという作業を繰り返している。
【0006】
このように従来では、オペレータは、所望の形状の押切刃が得られる迄、加工条件の設定、測定値に基づく設定値の調整といった作業を繰り返し行っている。
【0007】
特に、押切刃では、刃先の先端を、微小な先端幅に仕上げる必要があるために、自動的な加工によって仕上げるのは容易でない。
【0008】
このような従来の押切刃の製造方法では、オペレータの作業負担が大きく、多くの手間がかかり、加工時間や加工コストを増大させる要因になっていた。
【0009】
本発明は、このような実情に鑑みてなされたものであって、オペレータによる作業負担を軽減して効率的に押切刃を製造する方法、及び、それに使用するプログラムを提供することを目的とする。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明では次のように構成している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
円弧状刃の包丁
2か月前
有限会社カルチエ
ナイフ
5か月前
株式会社サボテン
鋏
1か月前
個人
折り畳みナイフ
5か月前
個人
2wayコーナーパンチ
3か月前
コクヨ株式会社
ハサミ
5か月前
株式会社文創
切創抑制器具
5か月前
株式会社フタミ
表面処理装置
1か月前
トヨタ自動車株式会社
切断装置
4か月前
大創株式会社
打抜き部受支装置
6か月前
株式会社日本キャリア工業
食料切断装置
23日前
株式会社日本キャリア工業
食料切断装置
4か月前
デュプロ精工株式会社
用紙積載装置
3か月前
鈴茂器工株式会社
棒状食材切断装置
3か月前
西川ゴム工業株式会社
薪割り具
4か月前
近畿刃物工業株式会社
切断加工用刃物
9日前
近畿刃物工業株式会社
切断加工用刃物
10日前
株式会社ホリゾン
断裁装置
2か月前
ヤーマン株式会社
体毛処理具の加熱機構
6か月前
日本協同企画株式会社
葉柄切断装置
3か月前
小峯セロファン株式会社
シート材加工装置
4か月前
株式会社カネシゲ刃物
抜け止め防止付き刃物の鞘
2か月前
株式会社シーダース
プラスチック製ナイフ
4か月前
株式会社DIC
ヘアカット用レザー
3か月前
デュプロ精工株式会社
用紙搬送スリッタ装置
6か月前
大宮高圧有限会社
食材切断装置及び切断方法
5か月前
匠技研株式会社
連続送り式スライス装置
2か月前
大阪シーリング印刷株式会社
レーザ焼入れ方法
3か月前
株式会社ミマキエンジニアリング
媒体切断装置
2か月前
旭化成建材株式会社
切断工具
4か月前
西川ゴム工業株式会社
リップ部カット装置
7か月前
株式会社日本キャリア工業
食料切断装置及び食料切断方法
2か月前
シルエットジャパン株式会社
カッティングプロッタ
2か月前
オークラ輸送機株式会社
被支持物の支持装置
5か月前
ブラザー工業株式会社
切断装置及び印刷装置
2か月前
積水化学工業株式会社
切断工具
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ