TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025078481
公報種別
公開特許公報(A)
公開日
2025-05-20
出願番号
2023191085
出願日
2023-11-08
発明の名称
フィルム貼合樹脂板の製造方法
出願人
株式会社豊田自動織機
代理人
個人
,
個人
主分類
B29C
63/02 20060101AFI20250513BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
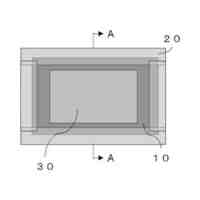
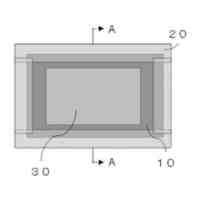
【課題】積層体の反りの発生を抑制できるフィルム貼合樹脂板の製造方法を提供すること。
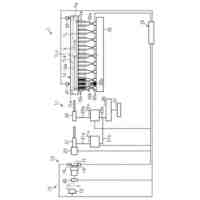
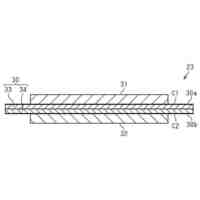
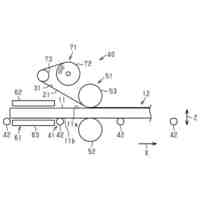
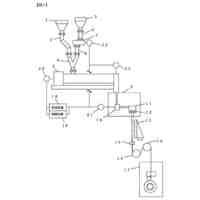
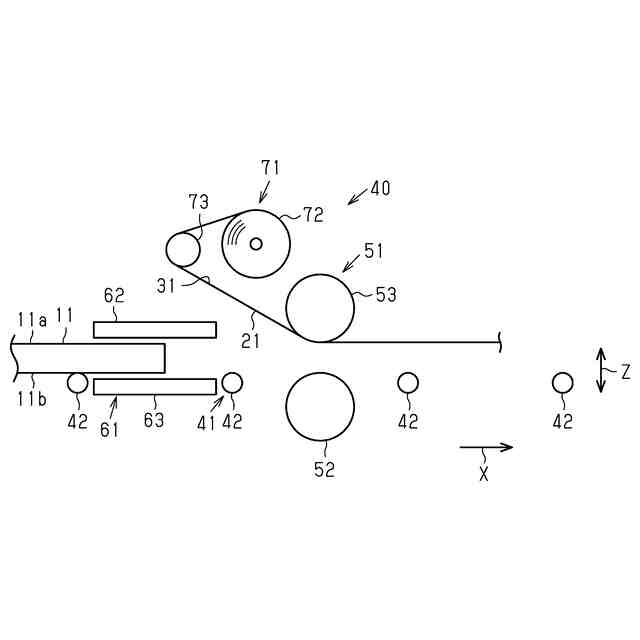
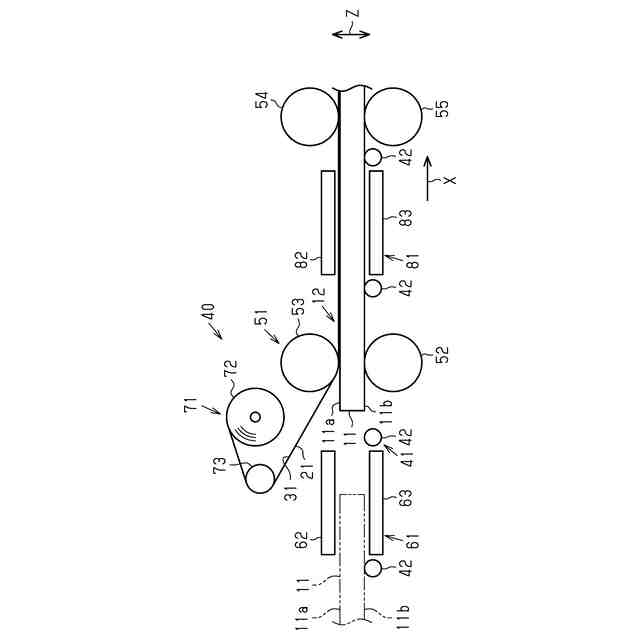
【解決手段】フィルム貼合樹脂板の製造方法は、樹脂板11が熱ロール53に供される前に樹脂板11を加熱する予加熱工程を備える。予加熱工程では、樹脂板11の板厚方向の両面側から樹脂板11を加熱する。
【選択図】図3
特許請求の範囲
【請求項1】
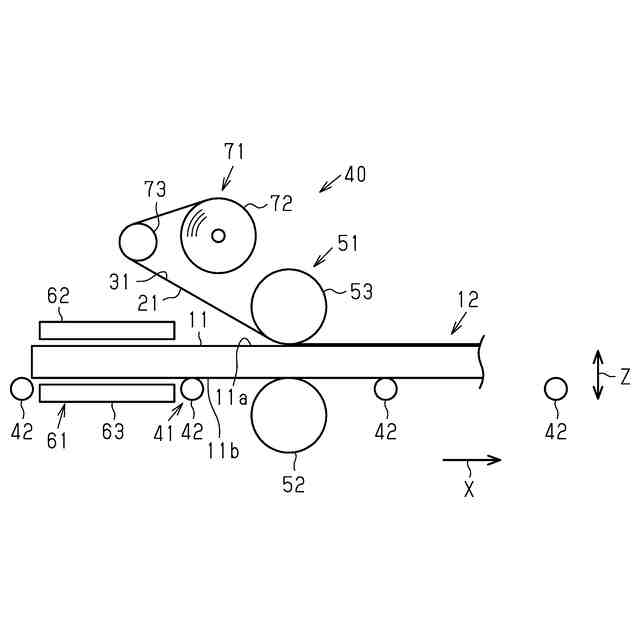
熱硬化性接着剤層を有する機能性フィルムを熱ロールによって加熱しつつ、搬送方向に搬送される樹脂板の片面に前記熱硬化性接着剤層を押し当て、前記熱ロールによって加熱された前記熱硬化性接着剤層によって前記機能性フィルムを前記樹脂板の片面に貼合して積層体を製造するフィルム貼合樹脂板の製造方法であって、
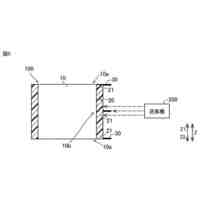
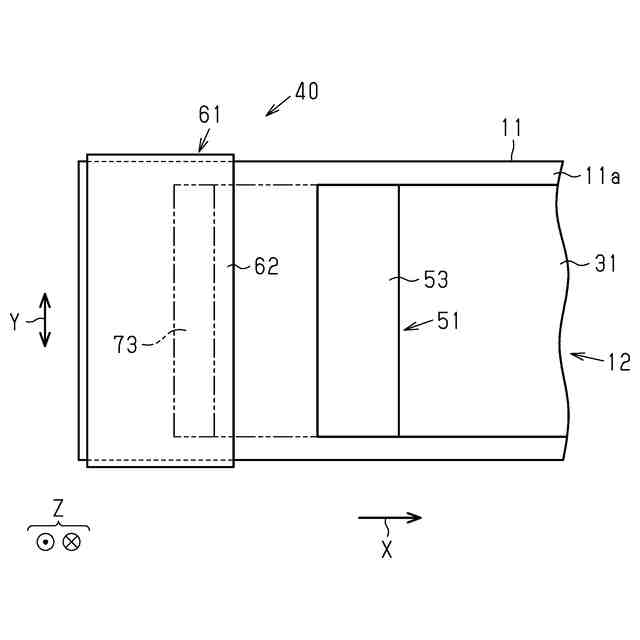
前記搬送方向に搬送される前記樹脂板が前記熱ロールに供される前に前記樹脂板を予加熱装置によって加熱する予加熱工程を備え、
前記予加熱工程では、前記樹脂板の板厚方向の両面側から前記予加熱装置により前記樹脂板を加熱することを特徴とするフィルム貼合樹脂板の製造方法。
続きを表示(約 320 文字)
【請求項2】
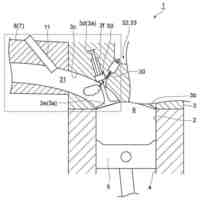
前記機能性フィルムは、張力を付与した状態で前記熱ロールと前記樹脂板の間に供されるとともに、前記搬送方向における前記熱ロールよりも下流側には、前記機能性フィルムを加熱しつつ、前記樹脂板の片面に前記熱硬化性接着剤層を押し当てる後加熱用熱ロールが配置されており、
前記熱ロールの温度は、前記後加熱用熱ロールの温度より低く設定されている請求項1に記載のフィルム貼合樹脂板の製造方法。
【請求項3】
前記熱ロールよりも前記搬送方向の下流側、かつ前記後加熱用熱ロールよりも前記搬送方向の上流側で、前記樹脂板を板厚方向の両面側から加熱する後加熱工程を備える請求項2に記載のフィルム貼合樹脂板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルム貼合樹脂板の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
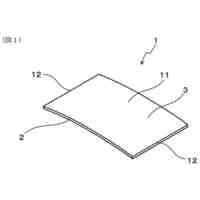
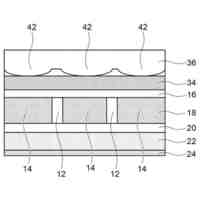
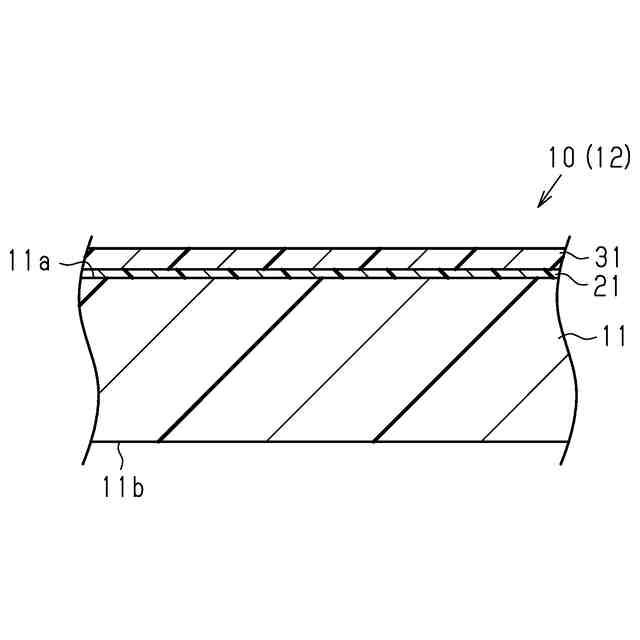
フィルム貼合樹脂板は、例えば、透明な樹脂板の表面に調光機能を有する機能性フィルムを貼合して製造されている。機能性フィルムは、接着剤層によって樹脂板の片面に貼合されている。接着剤層によって機能性フィルムを貼合する方法として、例えば、特許文献1には、樹脂板と機能性フィルムの間に、接着剤層を形成する接着剤を介在させた積層体を製造した後、当該積層体を一対の加圧ロールで挟持することにより、樹脂板と機能性フィルムとを接着剤で貼り合わせた積層体を製造する方法が開示されている。
【0003】
また、上記接着剤として熱硬化性接着剤を用いる場合がある。この場合、加圧ロールで積層体を挟持しつつ、機能性フィルムに接触する加圧ロールによって機能性フィルムを加熱して、熱硬化性接着剤を加熱する。加熱された熱硬化性接着剤は、熱硬化して樹脂板と機能性フィルムとを貼合する。
【先行技術文献】
【特許文献】
【0004】
特開2013-4902号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
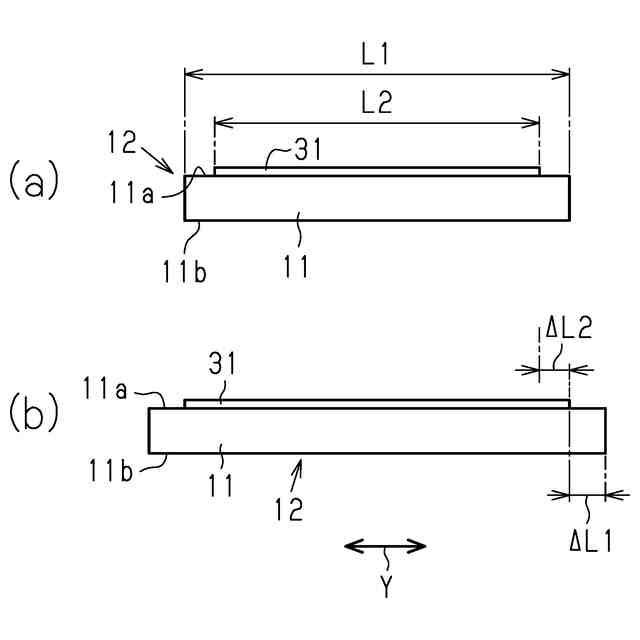
ところが、熱硬化性接着剤の加熱のために、加圧ロールによって機能性フィルムを加熱すると、機能性フィルムは膨張しやすい一方で、樹脂板は、機能性フィルムほど膨張しない。この機能性フィルムと樹脂板の膨張量の差に起因して積層体に反りが生じる虞がある。
【課題を解決するための手段】
【0006】
上記課題を解決するためのフィルム貼合樹脂板の製造方法は、熱硬化性接着剤層を有する機能性フィルムを熱ロールによって加熱しつつ、搬送方向に搬送される樹脂板の片面に前記熱硬化性接着剤層を押し当て、前記熱ロールによって加熱された前記熱硬化性接着剤層によって前記機能性フィルムを前記樹脂板の片面に貼合して積層体を製造するフィルム貼合樹脂板の製造方法であって、前記搬送方向に搬送される前記樹脂板が前記熱ロールに供される前に前記樹脂板を予加熱装置によって加熱する予加熱工程を備え、前記予加熱工程では、前記樹脂板の板厚方向の両面側から前記予加熱装置により前記樹脂板を加熱することを要旨とする。
【0007】
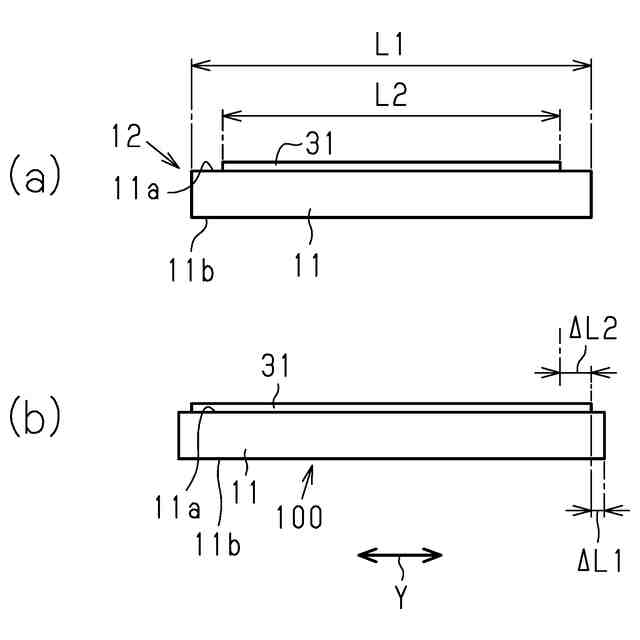
これによれば、樹脂板は、予加熱工程によって樹脂板の板厚方向の両面側から加熱される。このため、樹脂板は、板厚方向の両面側で同様に膨張する。つまり、樹脂板が、板厚方向の片面側のみで膨張することが抑制される。そして、予加熱工程を経ることで、熱ロールによって樹脂板が加熱される前に樹脂板を加熱できる。このため、熱ロールによる加熱だけで樹脂板が加熱される場合と比べると、加熱に伴う樹脂板の膨張量と機能性フィルムの膨張量とを合わせ易くなる。その結果、積層体が製造された後、機能性フィルム及び樹脂板が冷えたとき、樹脂板は板厚方向の両面側で収縮するとともに、機能性フィルムと樹脂板は同じように収縮する。これにより、樹脂板と機能性フィルムの収縮量の差に起因した積層体の反りの発生を抑制できる。
【0008】
フィルム貼合樹脂板の製造方法について、前記機能性フィルムは、張力を付与した状態で前記熱ロールと前記樹脂板の間に供されるとともに、前記搬送方向における前記熱ロールよりも下流側には、前記機能性フィルムを加熱しつつ、前記樹脂板の片面に前記熱硬化性接着剤層を押し当てる後加熱用熱ロールが配置されており、前記熱ロールの温度は、前記後加熱用熱ロールの温度より低く設定されていてもよい。
【0009】
これによれば、機能性フィルムは、張力を付与した状態で熱ロールと樹脂板との間に送り込まれるため、機能性フィルムは、伸長しやすい。さらに、機能性フィルムは、熱ロールによる加熱によって膨張して伸長する。この機能性フィルムの伸長が大きいほど、収縮したときに積層体が反りやすい。このため、熱ロールによる機能性フィルムの加熱は、機能性フィルムの伸長を抑制するため、熱硬化性接着剤層が接着力を発生させることができる程度に、低い温度で行われる。その結果、熱ロールによる加熱時点において、機能性フィルムの伸長を抑制することができる。その後、後加熱用熱ロールによって熱硬化性接着剤層が加熱される。後加熱用熱ロールの温度は、熱ロールの温度より高い。これにより、熱硬化性接着剤層の接着力をさらに大きくできる。その結果、後加熱用熱ロールによる加熱後、積層体が冷えて機能性フィルムが収縮したとき、機能性フィルムの収縮に伴う樹脂板の反りを抑制できるとともに、熱硬化性接着剤層によって機能性フィルムを樹脂板に好適に貼合できる。
【0010】
フィルム貼合樹脂板の製造方法について、前記熱ロールよりも前記搬送方向の下流側、かつ前記後加熱用熱ロールよりも前記搬送方向の上流側で、前記樹脂板を板厚方向の両面側から加熱する後加熱工程を備えていてもよい。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社豊田自動織機
回転電機
21日前
株式会社豊田自動織機
回転電機
21日前
株式会社豊田自動織機
電力変換器
3日前
株式会社豊田自動織機
自動走行体
14日前
株式会社豊田自動織機
電力変換装置
15日前
株式会社豊田自動織機
積付制御装置
3日前
株式会社豊田自動織機
モータ冷却装置
1日前
株式会社豊田自動織機
エアジェット織機
8日前
株式会社豊田自動織機
樹脂部材の製造方法
21日前
株式会社豊田自動織機
蓄電装置の製造方法
7日前
株式会社豊田自動織機
燃料電池モジュール
1日前
株式会社豊田自動織機
内燃機関の燃料制御装置
3日前
株式会社豊田自動織機
産業車両の油圧駆動装置
1日前
株式会社豊田自動織機
被牽引車及び牽引システム
1日前
株式会社豊田自動織機
太陽光発電パネルの固定構造
10日前
株式会社豊田自動織機
フィルム貼合樹脂板の製造方法
3日前
株式会社豊田自動織機
内燃機関及び内燃機関の制御装置
3日前
芝浦機械株式会社
モータ制御装置
15日前
株式会社豊田自動織機
リチウムイオン二次電池用の正極材料
11日前
株式会社豊田中央研究所
燃料供給装置
10日前
トヨタ自動車株式会社
電極の製造方法
4日前
トヨタ自動車株式会社
電池の製造方法
8日前
トヨタ自動車株式会社
リチウムイオン電池
8日前
トヨタ自動車株式会社
バイポーラ電池の製造方法
11日前
トヨタ自動車株式会社
バイポーラ電池の製造方法
11日前
トヨタ自動車株式会社
蓄電モジュールの製造方法
今日
トヨタ自動車株式会社
バイポーラ型電池の製造方法
今日
トヨタ自動車株式会社
電極の製造方法及び電池の製造方法
3日前
トヨタ自動車株式会社
電極及び電極の製造方法並びに電池の製造方法
3日前
株式会社豊田中央研究所
制御装置及び制御システム
3日前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
11か月前
CKD株式会社
型用台車
5か月前
シーメット株式会社
光造形装置
4か月前
東レ株式会社
プリプレグテープ
8か月前
グンゼ株式会社
ピン
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ