TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079083
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2023191520
出願日
2023-11-09
発明の名称
逐次成形装置および立体成形物の製造方法
出願人
株式会社サタケ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21D
22/18 20060101AFI20250514BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】被加工物における傷の発生を抑制できる逐次成形装置および立体成形物の製造方法を提供する。
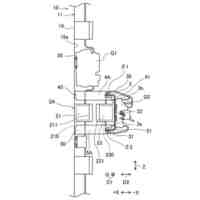
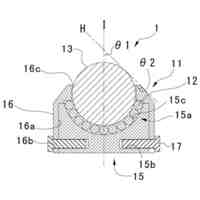
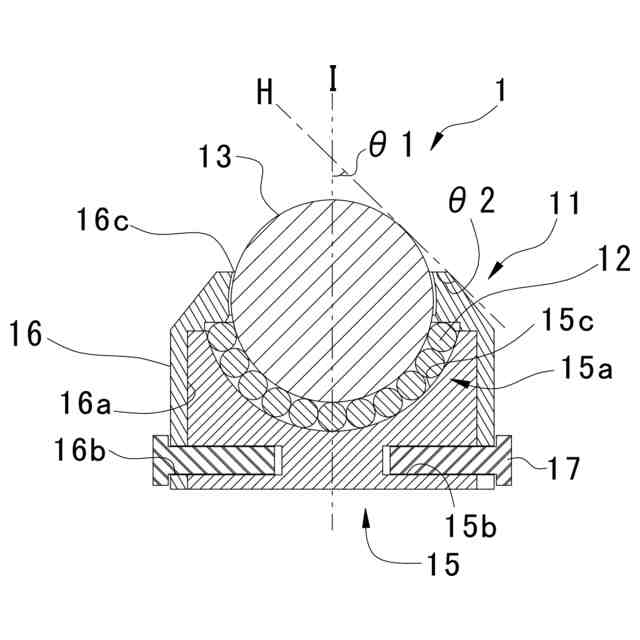
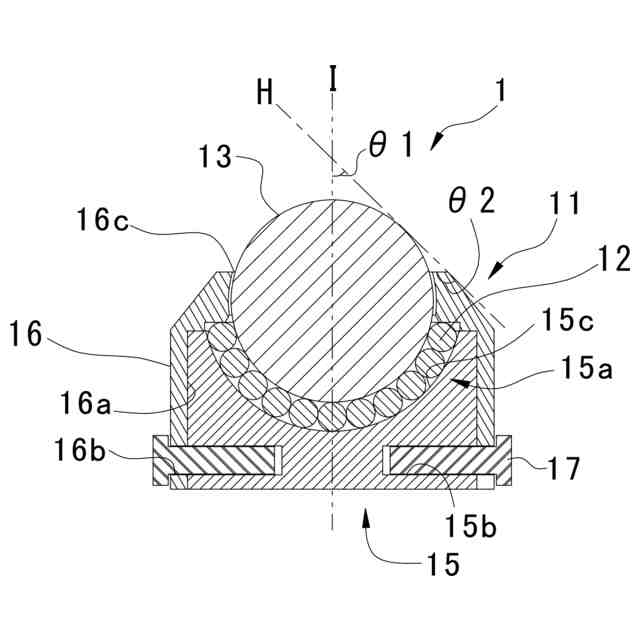
【解決手段】逐次成形において、開口16cおよびボール収容部15aを有するハウジング11と、ボール収容部の内面15cに沿って回転自在に配置される複数の転動ボール12と、転動ボール12よりも大きな径を有し、開口16cから一部が露出するように、転動ボール12を介してボール収容部15aに回転自在に収容される成形ボール13と、を有する工具1を用いる。
【選択図】図2
特許請求の範囲
【請求項1】
ボール収容部を有するハウジングと;一部がハウジングから突出するように、前記ボール収容部に回転自在に収容される成形ボールと;前記成形ボールよりも小径であり、前記ボール収容部および前記成形ボールに接した状態で回転自在に配置される複数の転動ボールと;を有する工具と、
板状の被加工物の少なくとも一方の面に前記成形ボールを押し当てながら、前記被加工物に対して相対的に前記工具を移動させることで前記被加工物を逐次成形する成形ユニットと、
を備える逐次成形装置。
続きを表示(約 550 文字)
【請求項2】
前記成形ボールと前記被加工物との間の摩擦抵抗が、前記成形ボールと前記転動ボールとの間の摩擦抵抗よりも大きい、
請求項1に記載の逐次成形装置。
【請求項3】
前記工具として、前記被加工物の一方の面に押し当てられる第1工具と、前記被加工物の他方の面に押し当てられる第2工具と、を備え、
前記成形ユニットは、前記第1および第2工具を、前記被加工物の面方向に互いにずれた状態で移動させるようになっている、
請求項1または2に記載の逐次成形装置。
【請求項4】
ボール収容部を有するハウジングと;一部がハウジングから突出するように、前記ボール収容部に回転自在に収容される成形ボールと;前記成形ボールよりも小径であり、前記ボール収容部および前記成形ボールに接した状態で回転自在に配置される複数の転動ボールと;を有する工具を用い、板状の被加工物の少なくとも一方の面に前記成形ボールを押し当てながら、前記被加工物に対して相対的に前記工具を移動させることで、前記被加工物を逐次成形する工程を備える、
立体成形物の製造方法。
【請求項5】
前記被加工物はコーティングを有する金属板である、
請求項4に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状の被加工物を逐次成形する逐次成形装置及び逐次成形による立体成形物の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、所望の立体形状を形成するために、棒状または先端に回転するボールを有する工具を板状の被加工物に押し当てる逐次成形と呼ばれる技術が用いられている。
【0003】
例えば、特許文献1の逐次成形装置は、工具である2つの押圧部材と、被加工物である板材をその平面内の直交2軸方向およびこれら2軸と直交する方向の3方向に移動させる支持手段と、を備える。この逐次成形装置は、押圧部材を板材の両面に押し当てながら、3方向に移動させることで、立体形状を形成するようになっている。また、特許文献1では、第1および第2押圧部として、その先端に回転自在なボールを有する部材が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2003-181551号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の逐次成形装置では、ボールを備える工具を使用しても、ボールが十分に回転せずに被加工物上を滑ることがあり、その結果、ボールと被加工物とが擦れて被加工物の表面に傷が付くおそれがある。
【0006】
本発明は、被加工物における傷の発生を抑制できる逐次成形装置および立体成形物の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の逐次成形装置は、ボール収容部を有するハウジングと;一部がハウジングから突出するように、前記ボール収容部に回転自在に収容される成形ボールと;前記成形ボールよりも小径であり、前記ボール収容部および前記成形ボールに接した状態で回転自在に配置される複数の転動ボールと;を有する工具と、板状の被加工物の少なくとも一方の面に前記成形ボールを押し当てながら、前記被加工物に対して相対的に前記工具を移動させることで前記被加工物を逐次成形する成形ユニットと、を備える。
【0008】
また、本発明の立体成形物の製造方法は、板状の被加工物の少なくとも一方の面に上記成形ボールを押し当てながら、上記被加工物に対して相対的に上記工具を移動させることで上記被加工物を逐次成形する工程を備える。
【発明の効果】
【0009】
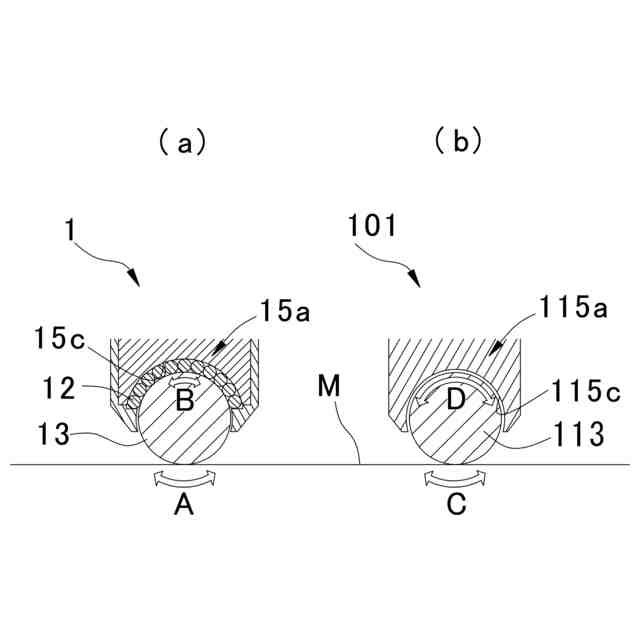
本発明によると、ハウジングのボール収容部と成形ボールとの間に転動ボールが配置されることで、成形ボールとボール収容部との間の摩擦抵抗が非常に小さくなるので、成形ボールが回転しやすく、被加工物との接触面で滑りが生じにくい。その結果、被加工物の傷の発生を抑制することができる。
【図面の簡単な説明】
【0010】
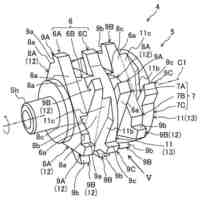
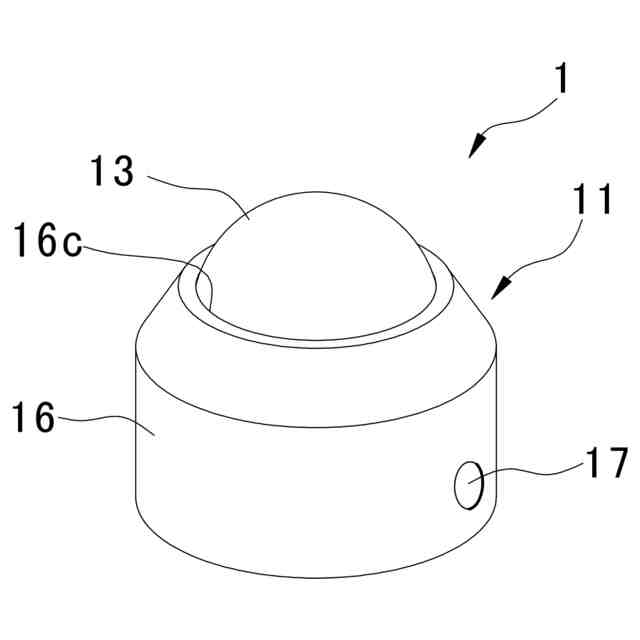
図1は、本発明の実施形態における工具の斜視図である。
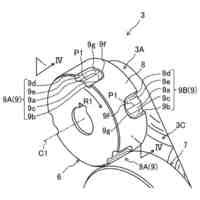
図2は、図1の工具の断面図である。
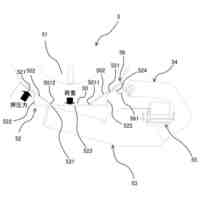
図3(a)は実施形態における工具と被加工物との間の摩擦抵抗および工具内の摩擦抵抗について説明する図面であり、図3(b)は比較形態における工具と被加工物との間の摩擦抵抗および工具内の摩擦抵抗について説明する図面である。
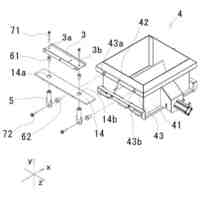
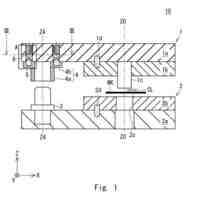
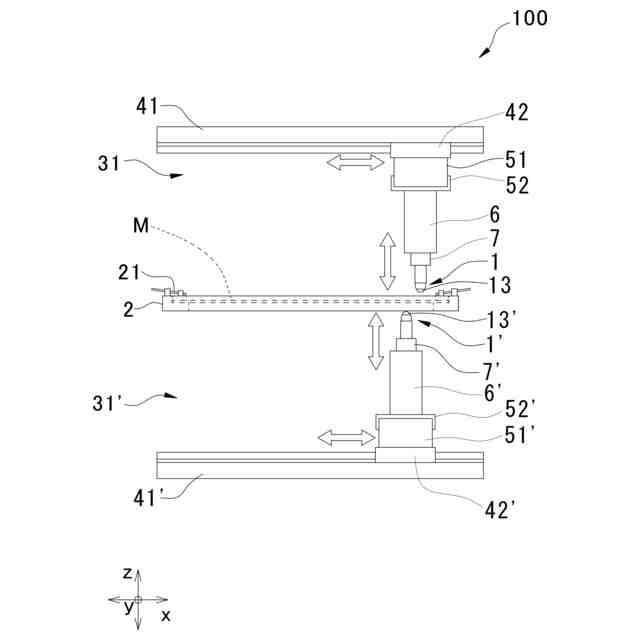
図4は、図1の工具を備える逐次成形装置の正面図である。
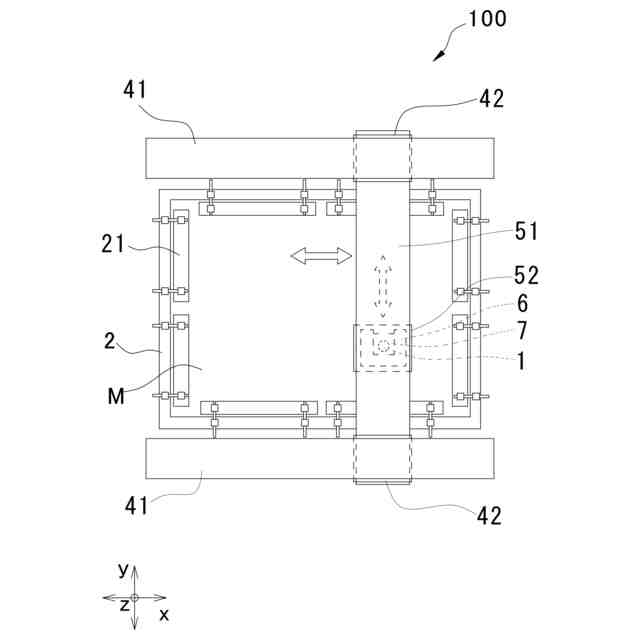
図5は、図4の逐次成形装置の平面図である。
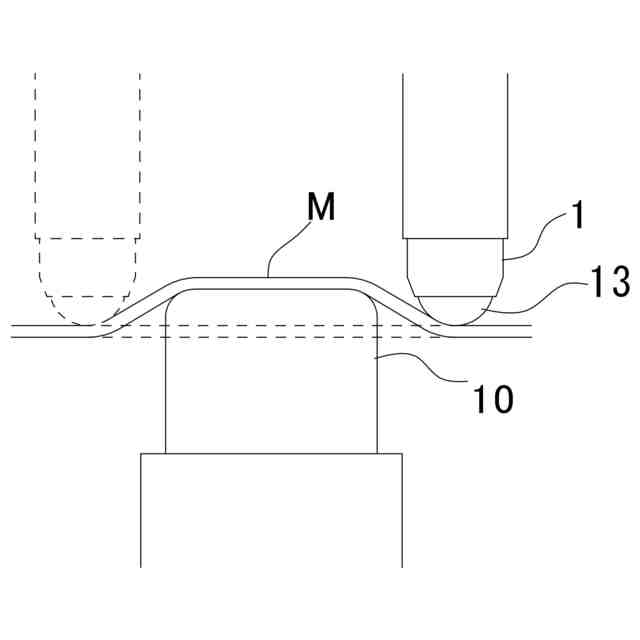
図6は、図1の工具を用いる逐次成形について被加工物の厚み方向において説明する図面である。
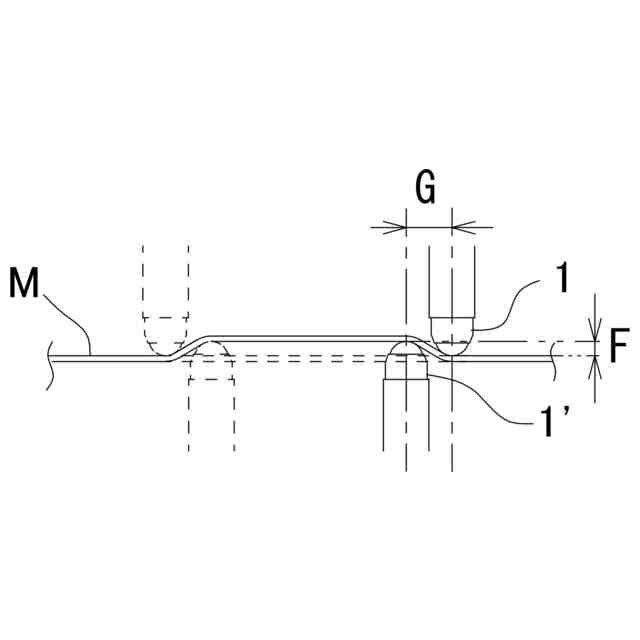
図7は、図1の工具を用いる逐次成形について被加工物の面方向において説明する図面である。
図8は、片面のみに本実施形態の工具を用いる逐次成形について説明する図面である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社サタケ
水分計
2か月前
株式会社サタケ
水分計
2か月前
株式会社サタケ
計量装置
1か月前
株式会社サタケ
バグフィルタ
1か月前
株式会社サタケ
籾摺・調製設備
18日前
株式会社サタケ
調味液散布装置
1か月前
株式会社サタケ
農業管理システム
2か月前
株式会社サタケ
制御盤キャビネット
2か月前
株式会社サタケ
光学式判別装置及び光学式選別装置
1か月前
株式会社サタケ
逐次成形装置および立体成形物の製造方法
2か月前
株式会社サタケ
穀物乾燥機における下部スクリューコンベアのシャッタ開閉機構
5日前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社プロテリアル
鍛造装置
6か月前
株式会社オプトン
曲げ加工装置
4か月前
トヨタ自動車株式会社
金型装置
6か月前
日伸工業株式会社
プレス加工装置
1か月前
株式会社不二越
NC転造盤
17日前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
27日前
トヨタ紡織株式会社
プレス金型
3か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
2か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
株式会社アマダ
曲げ加工機
4か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社TMEIC
監視装置
3か月前
株式会社トラバース
パンチング加工装置
3か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社アマダ
曲げ加工機
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
26日前
株式会社三明製作所
転造装置
6か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ