TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025083763
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197337
出願日
2023-11-21
発明の名称
樹脂成形品の製造方法
出願人
トヨタ紡織株式会社
代理人
弁理士法人暁合同特許事務所
主分類
B29C
45/14 20060101AFI20250526BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】基材と表皮材とが同一の材料で構成されている樹脂成形品を製造する際に、意匠性が低下する事態を抑制することが可能な樹脂成形品の製造方法を提供する。
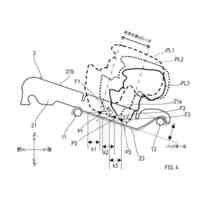
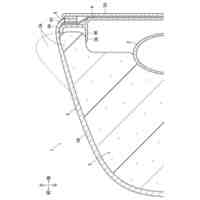
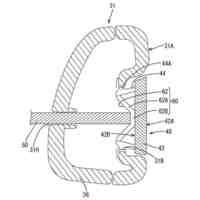
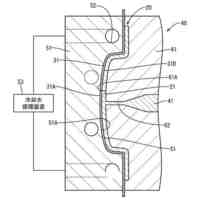
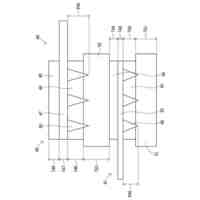
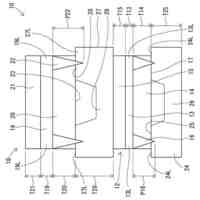
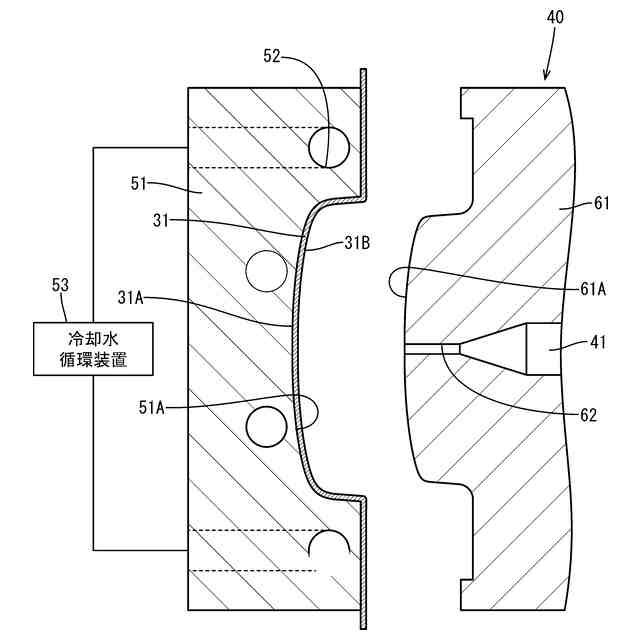
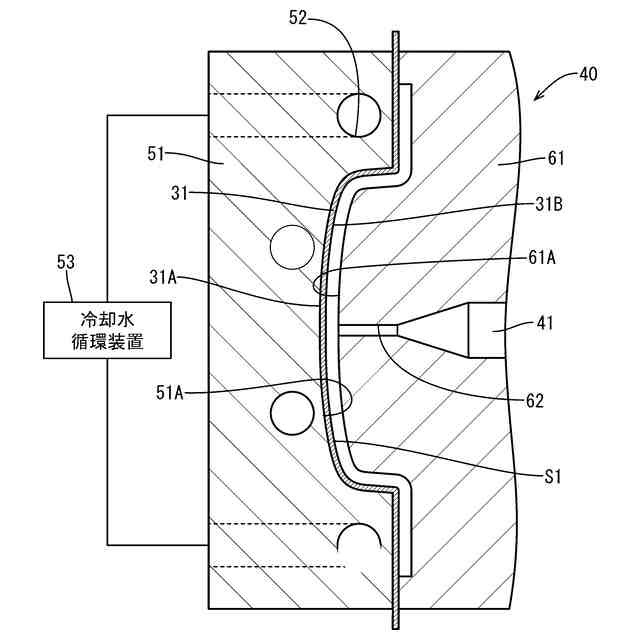
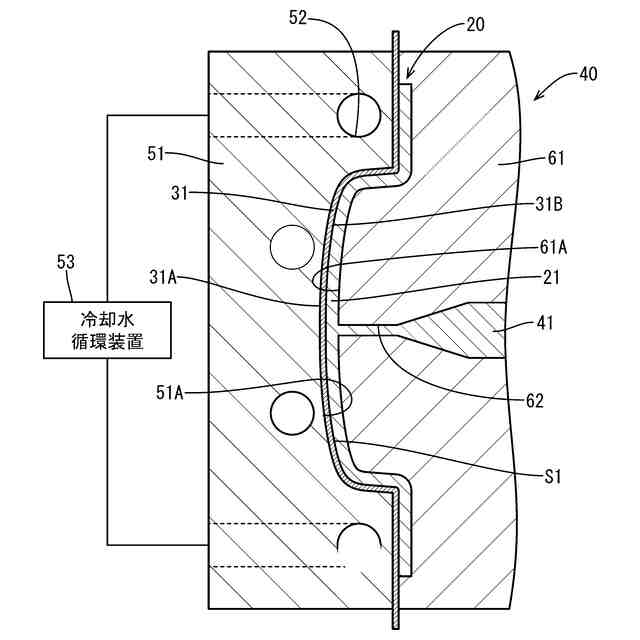
【解決手段】ポリプロピレンを含む表皮材31を、第1成形型51が有する第1成形面51Aと第2成形型61が有する第2成形面61Aとの間に配しつつ、第1成形型及び第2成形型61を型閉じする型閉じ工程と、型閉じ工程の後に実行され、第1成形面51Aの温度を15℃以上且つ40℃以下にしつつ、表皮材31における一方の面31Aと第1成形面51Aとを接触させた状態で、表皮材31における他方の面31Bと第2成形面61Aとの間に溶融したポリプロピレンを射出することで、表皮材31と一体的に基材21を成形する基材成形工程と、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
ポリプロピレンを含む表皮材を、第1成形型が有する第1成形面と第2成形型が有する第2成形面との間に配しつつ、前記第1成形型及び前記第2成形型を型閉じする型閉じ工程と、
前記型閉じ工程の後に実行され、前記第1成形面の温度を15℃以上且つ40℃以下にしつつ、前記表皮材における一方の面と前記第1成形面とを接触させた状態で、前記表皮材における他方の面と前記第2成形面との間に溶融したポリプロピレンを射出することで、前記表皮材と一体的に基材を成形する基材成形工程と、を備える、樹脂成形品の製造方法。
続きを表示(約 110 文字)
【請求項2】
前記表皮材がファブリックである、請求項1に記載の樹脂成形品の製造方法。
【請求項3】
前記表皮材の厚さが0.58mm以上で設定されている、請求項1又は請求項2に記載の樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書で開示される技術は、樹脂成形品の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、樹脂成形品の製造方法として、下記特許文献1に記載のものが知られている。特許文献1には、基材と表皮材とを同一の材料で構成することでリサイクル性を高くした樹脂成形品の製造方法が記載されており、成形型内に基材を配置した状態で表皮材を射出成形することで、基材に対して表皮材を溶着させるものが記載されている。これにより、接着剤を用いることなく、基材と表皮材とを一体化することができる。
【先行技術文献】
【特許文献】
【0003】
特開2005-170347号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
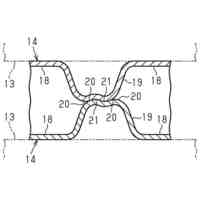
また、基材と表皮材とを備える樹脂成形品の製造方法としては、表皮材を成形型に配置した状態で、表皮材における意匠面と反対側の面に溶融樹脂を射出することで、基材を表皮材と一体的に成形する方法が考えられる。この方法は、表皮材が織物や不織布等によって構成されており、射出成形で製造することが困難である場合に好適である。しかしながら、上記特許文献のように基材と表皮材とが同一の材料で構成されている場合には、溶融樹脂(基材を構成する樹脂が融ける温度域の材料)が表皮材に触れると、意匠面が溶融し、意匠性が低下する事態が懸念される。
【0005】
本明細書で開示される技術は上記のような事情に基づいて完成されたものであって、基材と表皮材とが同一の材料で構成されている樹脂成形品を製造する際に、意匠性が低下する事態を抑制することが可能な樹脂成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段として、本明細書で開示される樹脂成形品の製造方法は、ポリプロピレンを含む表皮材を、第1成形型が有する第1成形面と第2成形型が有する第2成形面との間に配しつつ、前記第1成形型及び前記第2成形型を型閉じする型閉じ工程と、前記型閉じ工程の後に実行され、前記第1成形面の温度を15℃以上且つ40℃以下にしつつ、前記表皮材における一方の面と前記第1成形面とを接触させた状態で、前記表皮材における他方の面と前記第2成形面との間に溶融したポリプロピレンを射出することで、前記表皮材と一体的に基材を成形する基材成形工程と、を備えることを特徴とする。
【0007】
基材成形工程では、溶融したポリプロピレンが表皮材における他方の面を溶かした後、冷却し固化することで、基材が表皮材と一体的に成形される。また、基材成形工程では、表皮材の一方の面と接触する第1成形面の温度を15℃以上且つ40℃以下としている。これにより、第1成形面の温度を40℃以下にすることで、溶融したポリプロピレンの熱によって、表皮材の一方の面が溶融する事態を抑制でき、意匠性が低下する事態を抑制できる。また、第1成形面の温度を15℃以上にすることで、溶融したポリプロピレンが冷え過ぎてしまい、流動性が低下する事態を抑制できるため、他方の面と第2成形面との間に溶融したポリプロピレンを確実に充填させることができる。また、表皮材と基材が同一材料(ポリプロピレン)によって構成されているため、表皮材と基材とを分離させることなく、樹脂成形品を溶かして再利用することができる。さらに、ポリプロピレンは、溶かして再利用する際に強度が低下する事態を抑制できるため、好適である。
【0008】
また、前記表皮材がファブリックであるものとすることができる。表皮材の一方の面が溶融する事態を抑制できるため、ファブリック特有の風合いを損なうことがない。
【0009】
また、前記表皮材の厚さが0.58mm以上で設定されているものとすることができる。表皮材の厚さを0.58mm以上とすることで、表皮材の他方の面に射出されたポリプロピレンの熱が、表皮材の一方の面に伝わる事態をより確実に抑制できる。
【発明の効果】
【0010】
本発明によれば、基材と表皮材とが同一の材料で構成されている樹脂成形品を製造する際に、意匠性が低下する事態を抑制することが可能な樹脂成形品の製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
シート
1か月前
トヨタ紡織株式会社
シート
18日前
トヨタ紡織株式会社
シート
18日前
トヨタ紡織株式会社
表皮材
4日前
トヨタ紡織株式会社
シート
18日前
トヨタ紡織株式会社
シート
18日前
トヨタ紡織株式会社
ポケット
1か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
仮眠用シート
1か月前
トヨタ紡織株式会社
天井送風装置
19日前
トヨタ紡織株式会社
乗物用シート
24日前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
シートバック
3日前
トヨタ紡織株式会社
乗物用シート
3日前
トヨタ紡織株式会社
仮眠用シート
1か月前
トヨタ紡織株式会社
乗物用照明装置
24日前
トヨタ紡織株式会社
乗物用内装部材
3日前
トヨタ紡織株式会社
乗物用照明装置
24日前
トヨタ紡織株式会社
燃料電池スタック
27日前
トヨタ紡織株式会社
乗物衝撃吸収構造
3日前
トヨタ紡織株式会社
ロータの製造方法
1か月前
トヨタ紡織株式会社
クッションフレーム
1か月前
トヨタ紡織株式会社
モータコアの製造方法
24日前
トヨタ紡織株式会社
樹脂成形品の製造方法
1か月前
トヨタ紡織株式会社
積層電極体及び二次電池
1か月前
トヨタ紡織株式会社
燃料電池のセルスタック
1か月前
トヨタ紡織株式会社
乗物用内装材の取付構造
24日前
トヨタ紡織株式会社
燃料電池のセルスタック
1か月前
トヨタ紡織株式会社
積層電極体及び二次電池
1か月前
トヨタ紡織株式会社
シートカバー孔周縁補強具
1か月前
トヨタ紡織株式会社
織物、表皮材及び内装部品
4日前
トヨタ紡織株式会社
バニティミラーの取付構造
1か月前
トヨタ紡織株式会社
織物、表皮材及び内装部品
4日前
トヨタ紡織株式会社
織物、表皮材及び内装部品
19日前
トヨタ紡織株式会社
乗物内装品の異音抑制構造
27日前
トヨタ紡織株式会社
乗物用サイドドアのドア構造
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ