TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025088327
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023202968
出願日
2023-11-30
発明の名称
ロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
15/02 20250101AFI20250604BHJP(電力の発電,変換,配電)
要約
【課題】ロータの製造工程を簡単にすることができるロータの製造方法を提供する。
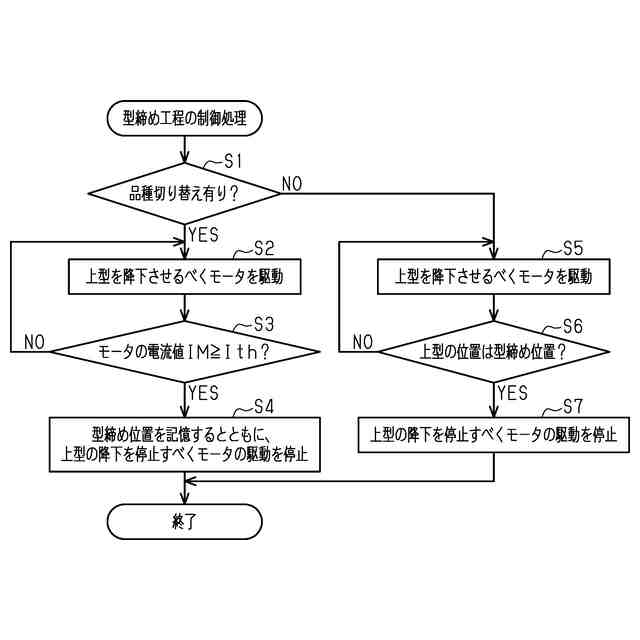
【解決手段】ロータの製造方法は、厚み管理工程、載置工程、型締め工程、及び充填工程を備える。厚み管理工程では、ロータコアの厚みTRがロータコアの品種毎に設定された所定の範囲内となるようにロータコアの厚みTRが管理される。型締め工程では、制御装置の記憶部に記憶されている型締め位置となるまで上型を降下させることで型締めが行われる。型締め工程において、制御装置は、直前に型締めされたロータコアとは異なる品種のロータコアの型締めを初めて行う際には、型締めされた状態であるか否かを検知する。更に、制御装置は、型締めされた状態であることを検知したときの上下方向における上型の位置を型締め位置として記憶部に記憶するとともに上型の昇降を停止する。
【選択図】図6
特許請求の範囲
【請求項1】
複数枚の鉄心片を積層して形成され、前記鉄心片の積層方向に沿って延在する挿入孔を有するロータコアと、前記挿入孔に挿入される磁石と、前記挿入孔に充填されて前記磁石を固定する樹脂と、を備えるロータに適用され、樹脂充填装置の固定型及び昇降可能に構成された可動型により前記ロータコアを型締めした状態で、前記挿入孔内に前記樹脂を充填することで前記ロータを製造する方法であって、
前記ロータコアの厚みが前記ロータコアの品種毎に設定された所定の範囲内となるように前記ロータコアの厚みを管理する厚み管理工程と、
前記厚み管理工程後に、前記挿入孔に前記磁石が挿入された状態の前記ロータコアを前記固定型上または前記可動型上に載置する載置工程と、
制御装置の記憶部に記憶されている型締め位置となるまで前記可動型を昇降させることで型締めを行う型締め工程と、
前記挿入孔内に前記樹脂を充填する充填工程と、を備え、
前記型締め工程において、直前に型締めされた前記ロータコアとは異なる品種の前記ロータコアの型締めを初めて行う際には、前記型締めされた状態であるか否かを検知し、前記型締めされた状態であることを検知したときの上下方向における前記可動型の位置を前記型締め位置として前記記憶部に記憶するとともに前記可動型の昇降を停止する、
ロータの製造方法。
続きを表示(約 140 文字)
【請求項2】
前記型締め工程において、直前に型締めされた前記ロータコアとは異なる品種の前記ロータコアの型締めを行う際には、前記可動型を駆動するモータに流れる電流値が閾値以上となったときに、前記型締めされた状態であることを検知する、
請求項1に記載のロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、磁石埋め込み型コアの樹脂充填装置が記載されている。コアは、複数枚の鉄心片を積層して形成されたものであり、鉄心片の積層方向に沿って延在するとともに磁石が挿入される磁石挿入孔を有する。特許文献1に記載の樹脂充填装置は、コアが載置されるとともに昇降可能に構成された下型と、下型の上昇に伴ってコアの上面を押圧することで型締めするように構成された上型とを備える。下型と上型とによってコアが型締めされた状態で下型の通路を通じて磁石挿入孔に樹脂が充填されることで、コアに対して磁石が固定される。
【0003】
また、従来の樹脂充填装置においては、以下のように可動型の駆動を制御するものがある。すなわち、樹脂充填装置は、制御装置の検知部により上下方向における可動型の型締め位置を検知し、検知部により検知された型締め位置を制御装置の記憶部に記憶させる。そして、可動型が型締め位置となるまで可動型を上昇あるいは降下させることで型締めが行われる。
【先行技術文献】
【特許文献】
【0004】
国際公開第2016/147211号
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、こうした樹脂充填装置を用いたロータの製造過程においては、直前に型締めを行ったコアとは厚みが異なるコアへと製造するコアの品種を切り替えることがある。この際、品種切替後のコアに対応した可動型の型締め位置の検知及び記憶を行う必要がある。このとき、一般に、品種切替後のコアを模擬したマスターワークを用いて型締め位置の検知及び記憶が行われる。しかしながら、この場合、マスターワークを用いて型締めを行う分だけ、ロータの製造工程が煩雑になるという問題がある。また、高い寸法精度で形成されるマスターワークをコアの品種毎に準備する必要があるという問題がある。
【課題を解決するための手段】
【0006】
上記課題を解決するためのロータの製造方法は、複数枚の鉄心片を積層して形成され、前記鉄心片の積層方向に沿って延在する挿入孔を有するロータコアと、前記挿入孔に挿入される磁石と、前記挿入孔に充填されて前記磁石を固定する樹脂と、を備えるロータに適用され、樹脂充填装置の固定型及び昇降可能に構成された可動型により前記ロータコアを型締めした状態で、前記挿入孔内に前記樹脂を充填することで前記ロータを製造する方法であって、前記ロータコアの厚みが前記ロータコアの品種毎に設定された所定の範囲内となるように前記ロータコアの厚みを管理する厚み管理工程と、前記厚み管理工程後に、前記挿入孔に前記磁石が挿入された状態の前記ロータコアを前記固定型上または前記可動型上に載置する載置工程と、制御装置の記憶部に記憶されている型締め位置となるまで前記可動型を昇降させることで型締めを行う型締め工程と、前記挿入孔内に前記樹脂を充填する充填工程と、を備え、前記型締め工程において、直前に型締めされた前記ロータコアとは異なる品種の前記ロータコアの型締めを初めて行う際には、前記型締めされた状態であるか否かを検知し、前記型締めされた状態であることを検知したときの上下方向における前記可動型の位置を前記型締め位置として前記記憶部に記憶するとともに前記可動型の昇降を停止する。
【0007】
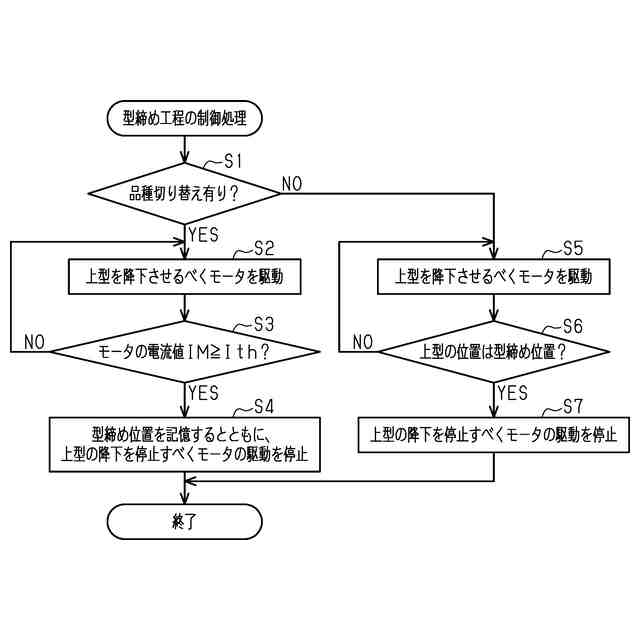
同方法によれば、直前に型締めされたロータコアとは異なる品種のロータコアの型締めを初めて行う際に、前記型締めされたか否かが検知される。そして、型締めされた状態であることを検知したときの上下方向における可動型の位置が型締め位置として記憶部に記憶されるとともに制御装置を通じて可動型の昇降が停止される。ここで、型締め工程の前工程である厚み管理工程では、ロータコアの厚みが、ロータコアの品種毎に設定された所定の範囲内となるように管理される。このため、製品に要求される高い寸法精度で形成されたロータコアを用いて型締め状態の検知及び型締め位置の記憶が行われることで型締め位置をマスターワークを用いなくても精度良く変更することができる。これにより、品種切替後の2つ目以降のロータコアの型締めを行う際には、制御装置を通じて記憶部に記憶されている型締め位置となるまで可動型を昇降させるといった簡単な制御方法によって型締めを行うことができる。したがって、ロータの製造工程を簡単にすることができる。
【図面の簡単な説明】
【0008】
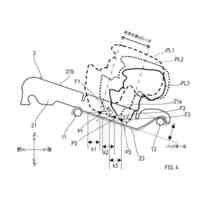
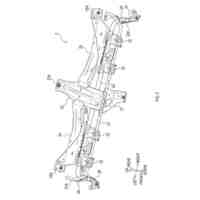
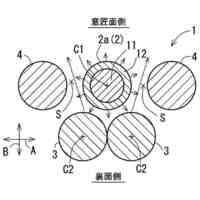
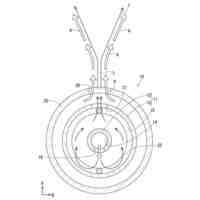
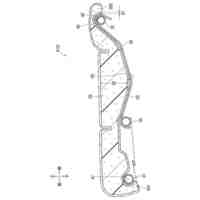
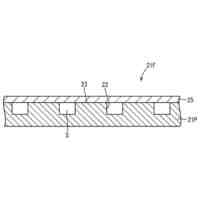
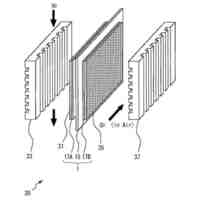
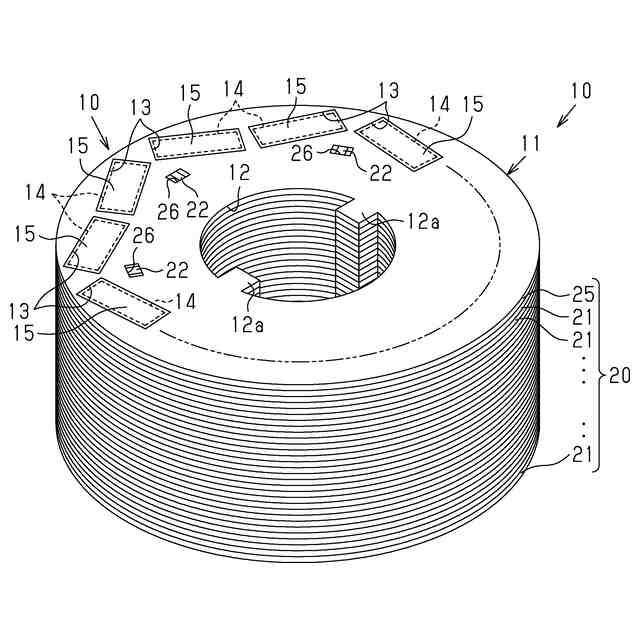
図1は、一実施形態に係るロータの斜視図である。
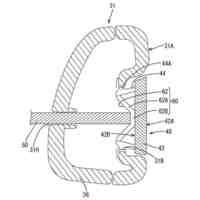
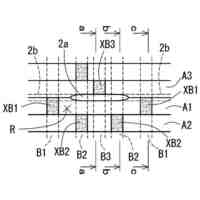
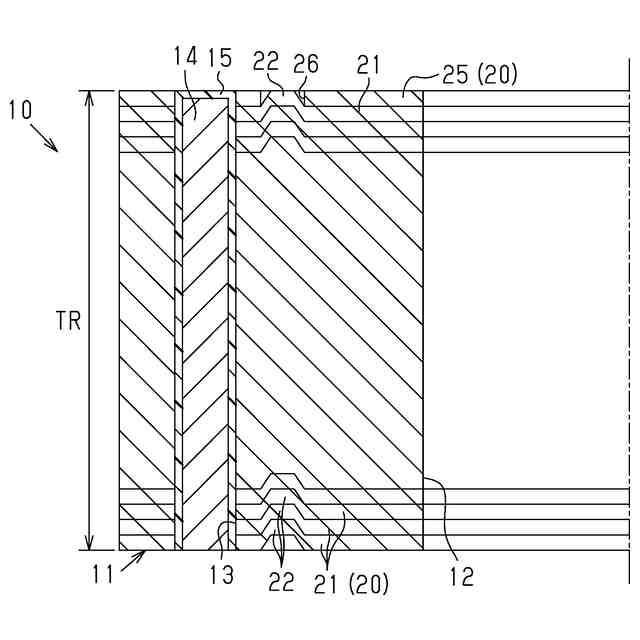
図2は、図1のロータの断面図である。
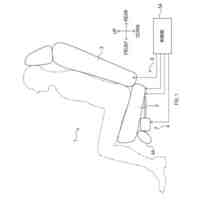
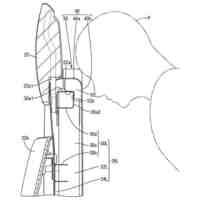
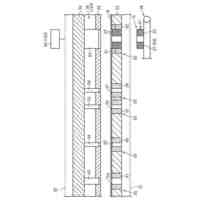
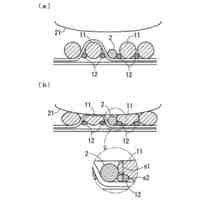
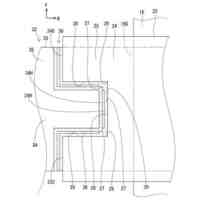
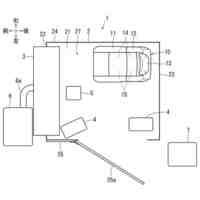
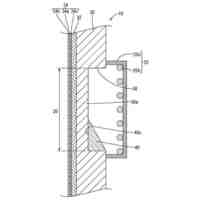
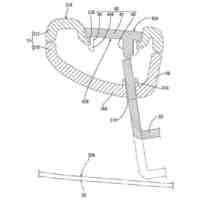
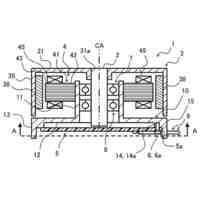
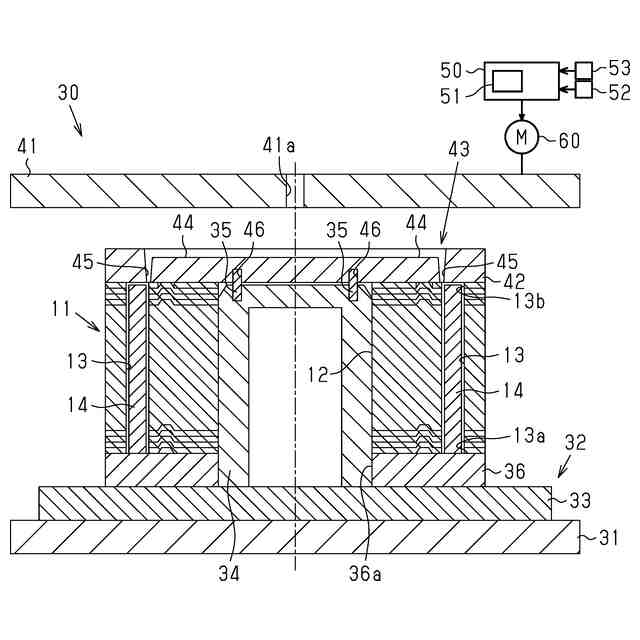
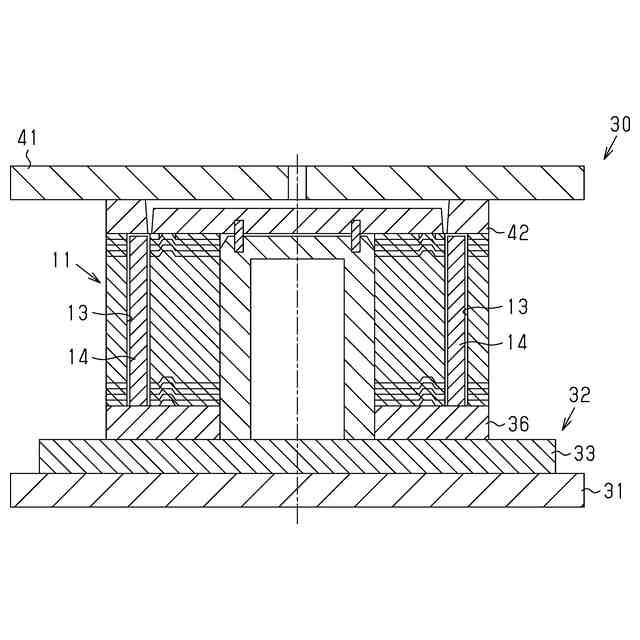
図3は、一実施形態に係る樹脂充填装置の断面図である。
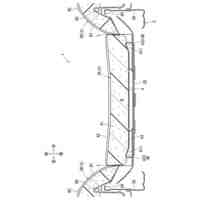
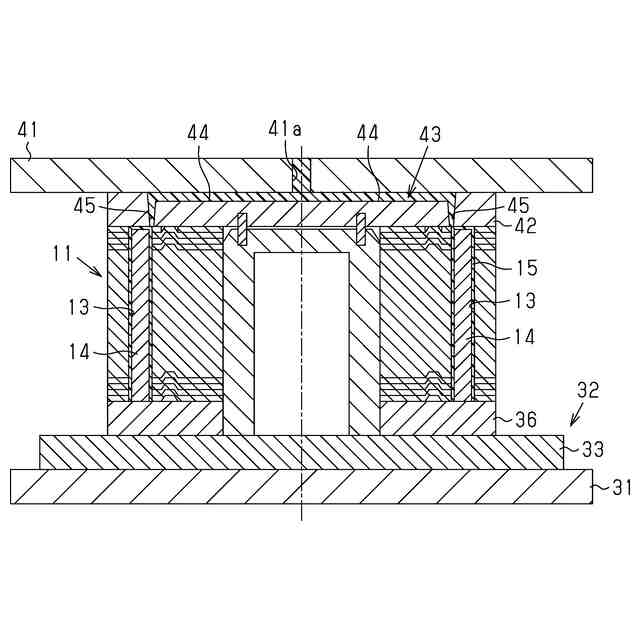
図4は、型締めされた状態の樹脂充填装置の断面図である。
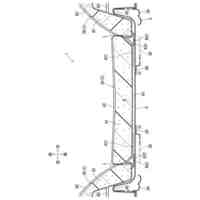
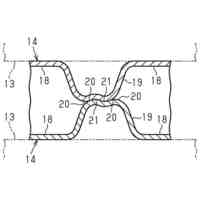
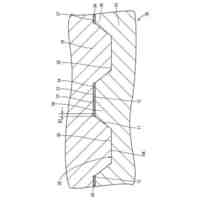
図5は、ロータコアの挿入孔内に樹脂が充填された状態を示す断面図である。
図6は、制御装置により実行される型締め工程の処理手順を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、図1~図6を参照して、ロータの製造方法の一実施形態について説明する。
<ロータ10>
まず、図1及び図2を参照して、磁石埋め込み型モータを構成するロータ10について説明する。
【0010】
ロータ10は、複数の挿入孔13を有するロータコア11、挿入孔13に挿入される磁石14、及び挿入孔13に充填されるとともに、ロータコア11に磁石14を固定する熱可塑性の樹脂15を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ紡織株式会社
シート
19日前
トヨタ紡織株式会社
シート
19日前
トヨタ紡織株式会社
表皮材
5日前
トヨタ紡織株式会社
シート
19日前
トヨタ紡織株式会社
シート
19日前
トヨタ紡織株式会社
乗物用シート
25日前
トヨタ紡織株式会社
天井送風装置
20日前
トヨタ紡織株式会社
乗物用シート
4日前
トヨタ紡織株式会社
シートバック
4日前
トヨタ紡織株式会社
乗物用照明装置
25日前
トヨタ紡織株式会社
乗物用照明装置
25日前
トヨタ紡織株式会社
乗物用内装部材
4日前
トヨタ紡織株式会社
燃料電池スタック
28日前
トヨタ紡織株式会社
乗物衝撃吸収構造
4日前
トヨタ紡織株式会社
クッションフレーム
1か月前
トヨタ紡織株式会社
モータコアの製造方法
25日前
トヨタ紡織株式会社
燃料電池のセルスタック
1か月前
トヨタ紡織株式会社
乗物用内装材の取付構造
25日前
トヨタ紡織株式会社
乗物内装品の異音抑制構造
28日前
トヨタ紡織株式会社
織物、表皮材及び内装部品
20日前
トヨタ紡織株式会社
織物、表皮材及び内装部品
5日前
トヨタ紡織株式会社
織物、表皮材及び内装部品
5日前
トヨタ紡織株式会社
乗物用サイドドアのドア構造
18日前
トヨタ紡織株式会社
ノズルヘッド及び電界紡糸装置
21日前
トヨタ紡織株式会社
乗物用シート及びその製造方法
1か月前
トヨタ紡織株式会社
二次電池及び二次電池の製造方法
21日前
トヨタ紡織株式会社
車両用シートの温調性能体感装置
25日前
トヨタ紡織株式会社
光透過意匠材および照明付き装飾品
25日前
トヨタ紡織株式会社
乗物用内装部材、アシストグリップ
4日前
トヨタ紡織株式会社
植物性繊維含有樹脂ボードの製造方法
6日前
トヨタ紡織株式会社
樹脂成形品の製造方法、成形型の製造方法及び成形型
20日前
トヨタ紡織株式会社
膜電極接合体の製造方法、膜電極接合体、及び燃料電池
20日前
トヨタ紡織株式会社
車両荷室構造および車両用第2デッキ構築セット
18日前
トヨタ紡織株式会社
位置・力制御システム、位置・力制御装置、位置・力制御方法及びプログラム
3日前
ニデック株式会社
モータ
4日前
個人
恒久電源開発の装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ