TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025088031
公報種別
公開特許公報(A)
公開日
2025-06-11
出願番号
2023202451
出願日
2023-11-30
発明の名称
コイル部品の製造方法
出願人
太陽誘電株式会社
代理人
個人
,
個人
主分類
H01F
41/04 20060101AFI20250604BHJP(基本的電気素子)
要約
【課題】高い自由度で選択される樹脂材料を用いて外装部を、はみ出しなどを抑制して作成する。
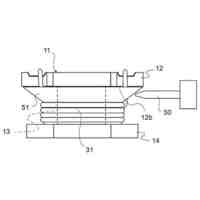
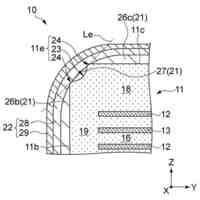
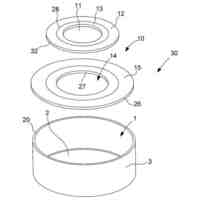
【解決手段】一態様に係るコイル部品の製造方法は、軸と、上記軸の延びる軸方向と交差する方向に広がり上記軸の第1端に接する第1鍔とを有する磁性基体と、上記軸の周囲に導線から作られる周回部と、上記周回部から上記第1鍔へと上記導線が引き出される引出部とを有するコイル導体と、上記第1鍔の外面の一部に設けられて上記引出部の端部が接続される外部電極と、上記周回部の周囲に樹脂材料から作られる外装部と、を備えるコイル部品の製造方法であって、上記第1鍔に対して上記軸を下方に位置させた姿勢で、上記第1鍔と接するように上記周回部の周囲に液状の樹脂材料を塗布する塗布工程と、上記樹脂材料を硬化させる硬化工程と、を有する。
【選択図】 図8
特許請求の範囲
【請求項1】
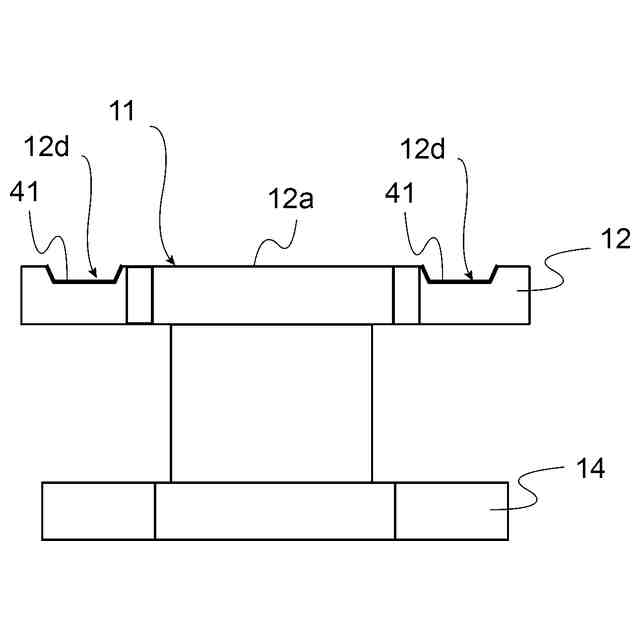
軸と、前記軸の延びる軸方向と交差する方向に広がり前記軸の第1端に接する第1鍔とを有する磁性基体と、
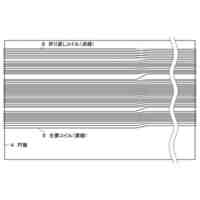
前記軸の周囲に導線から作られる周回部と、前記周回部から前記第1鍔へと前記導線が引き出される引出部とを有するコイル導体と、
前記第1鍔の外面の一部に設けられて前記引出部の端部が接続される外部電極と、
前記周回部の周囲に樹脂材料から作られる外装部と、
を備えるコイル部品の製造方法であって、
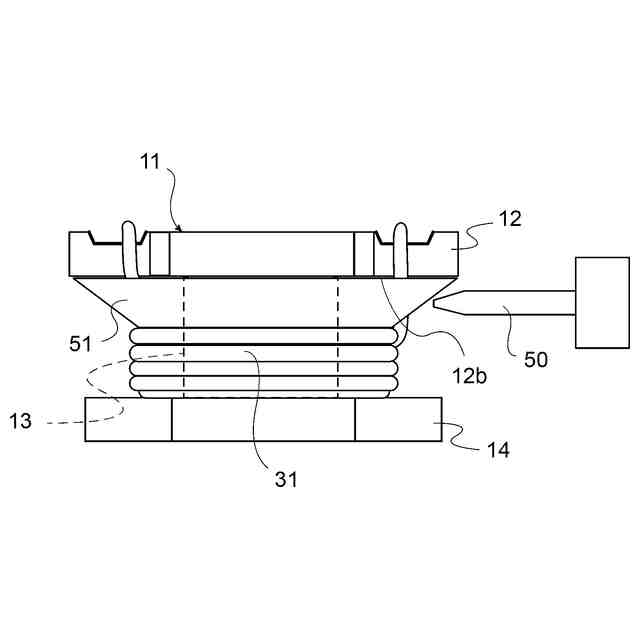
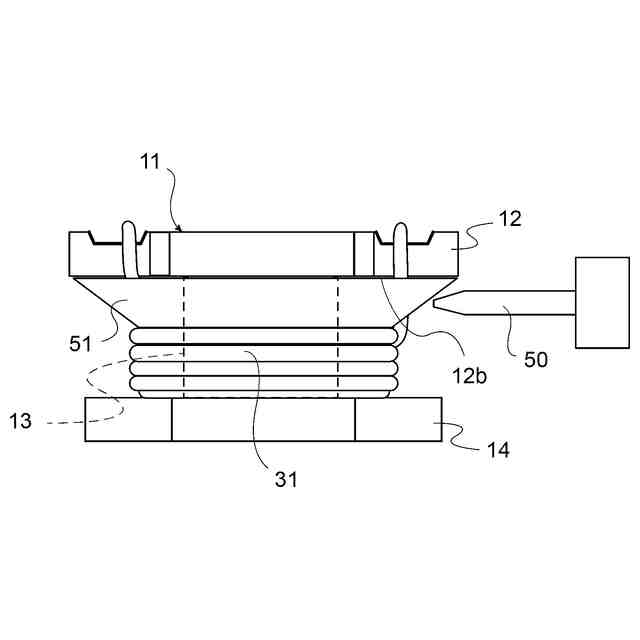
前記第1鍔に対して前記軸を下方に位置させた姿勢で、前記第1鍔と接するように前記周回部の周囲に液状の樹脂材料を塗布する塗布工程と、
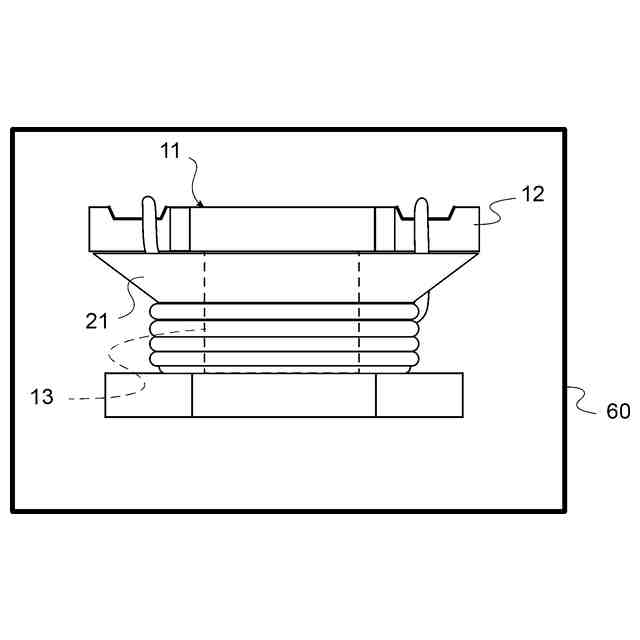
前記樹脂材料を硬化させる硬化工程と、
を有することを特徴とするコイル部品の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記外部電極は、前記第1鍔の表面のうち、前記第1端と接する内面とは反対側の外面に設けられることを特徴とする請求項1に記載のコイル部品の製造方法。
【請求項3】
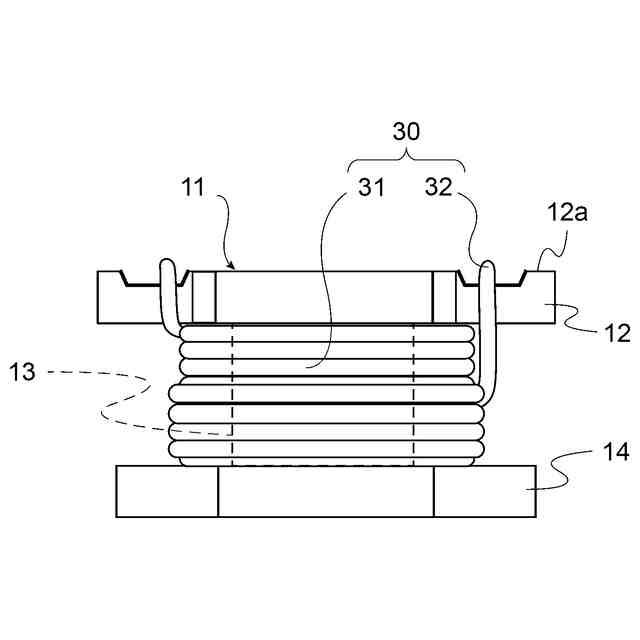
前記磁性基体は、前記軸方向と交差する方向に広がり前記軸の前記第1端とは反対側の第2端に接する第2鍔を更に有し、
前記塗布工程は、前記第1鍔から前記第2鍔に向かい、前記第1鍔と前記第2鍔とに挟まれた空間に樹脂材料が設けられることを特徴とする請求項1に記載のコイル部品の製造方法。
【請求項4】
前記第2鍔は、前記軸方向に見た外形形状として、前記第1鍔の外形内に収まることを特徴とする請求項3に記載のコイル部品の製造方法。
【請求項5】
前記硬化工程は、前記第1鍔に対して前記軸を下方に位置させた姿勢で前記樹脂材料を加熱して硬化させることを特徴とする請求項1に記載のコイル部品の製造方法。
【請求項6】
前記磁性基体は、前記軸方向の全長が2mm以下であることを特徴とする請求項1に記載のコイル部品の製造方法。
【請求項7】
前記磁性基体は、前記軸方向における全長に対して前記軸の長さが80%を超えることを特徴とする請求項1に記載のコイル部品の製造方法。
【請求項8】
前記樹脂材料は、熱硬化性の樹脂成分を含み、
前記コイル部品は、180℃の環境に1時間置かれた場合の重量変化が1%未満であることを特徴とする請求項1に記載のコイル部品の製造方法。
【請求項9】
前記塗布工程は、
前記第1鍔と接するように液状の第1樹脂材料を塗布させる第1塗布工程と、
液状の前記第1樹脂材料あるいは硬化された前記第1樹脂材料に対して重力方向の下方側に、前記樹脂材料に接するように液状の第2樹脂材料を塗布させる第2塗布工程と、
を含むことを特徴とする請求項1に記載のコイル部品の製造方法。
【請求項10】
前記硬化工程は、
前記第1塗布工程で塗布された前記第1樹脂材料を前記第2塗布工程前に硬化させる第1硬化工程と、
前記第2塗布工程で塗布された前記第2樹脂材料を硬化させる第2硬化工程と、
を含むことを特徴とする請求項9に記載のコイル部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイル部品の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
電子部品は、用途の拡がりと電子機器の高性能化が進むことで、使われる数量が増加してきている。また、電子部品には、高性能化、小型化、高品質化が求められている。これはコイル部品においても同様である。
表面実装型のコイル部品には巻線部の保護や電気的性能の向上を目的として、巻線部が樹脂の外装部で覆われたものがある。また、外装部は、液状の樹脂材料が熱で硬化されて形成される場合がある。そして、外装部となる樹脂材料の塗布や加熱硬化は、コイル部品の実装面が下側を向いた姿勢で行われるのが一般的である。
【0003】
しかし、塗布時や硬化時に樹脂材料が実装面側に流れ込む場合があり、その結果、電極と巻線の接続が阻害されたり、電気的な接続不良や外観不良が発生したりする虞がある。また、実装面側に流れ込んだ樹脂材料がコイル部品と搬送用部材との間に付着して硬化されると、コイル部品の搬送ミスが発生する虞もある。
【0004】
従って、外装部の形成時における樹脂材料の形や位置をコントロールすることは、コイル部品の品質保証や設備の安定稼働のために、非常に重要な要素となっている。
例えば特許文献1には、樹脂材料がコイル部品の外形方向および長さ方向のいずれかの方向にはみ出してコイル部品が不良となることを防ぐために、コイル部品を横向きにして、樹脂材料をディスペンサによって塗布、充填する方法が示されている。
【先行技術文献】
【特許文献】
【0005】
特開2011-165696号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に示された方法では、樹脂組成物に溶剤が添加されて樹脂材料の粘度が、一般的な樹脂材料とは異なる特定の粘度に調整されている。つまり、特許文献1の方法は、製造方法に起因した樹脂材料の制限が強いため、適用範囲が狭い。
上記事情に鑑み、本発明は、コイル部品の製造方法において、高い自由度で選択される樹脂材料を用いて外装部を、はみ出しなどを抑制して作成することを目的とする。
【課題を解決するための手段】
【0007】
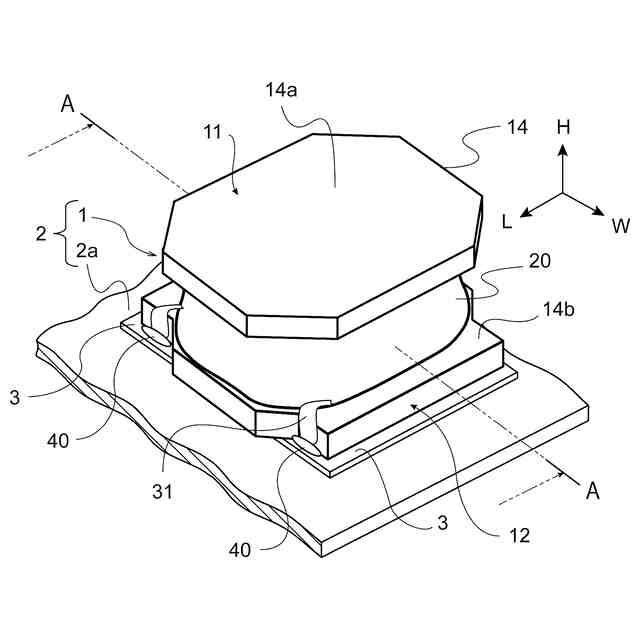
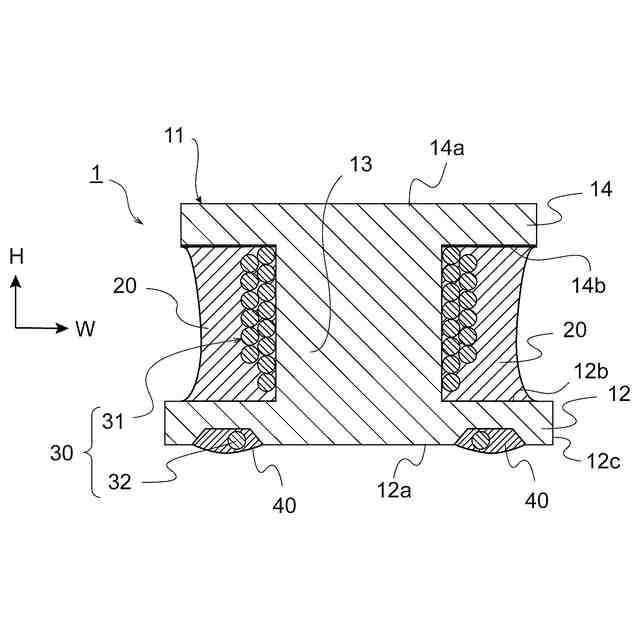
上記課題を解決するために、本発明の一態様に係るコイル部品の製造方法は、軸と、上記軸の延びる軸方向と交差する方向に広がり上記軸の第1端に接する第1鍔とを有する磁性基体と、上記軸の周囲に導線から作られる周回部と、上記周回部から上記第1鍔へと上記導線が引き出される引出部とを有するコイル導体と、上記第1鍔の外面の一部に設けられて上記引出部の端部が接続される外部電極と、上記周回部の周囲に樹脂材料から作られる外装部と、を備えるコイル部品の製造方法であって、上記第1鍔に対して上記軸を下方に位置させた姿勢で、上記第1鍔と接するように上記周回部の周囲に液状の樹脂材料を塗布する塗布工程と、上記樹脂材料を硬化させる硬化工程と、を有する。
【0008】
また、本発明の一態様に係るコイル部品の製造方法によれば、上記外部電極は、上記第1鍔の表面のうち、上記第1端と接する内面とは反対側の外面に設けられる。
また、本発明の一態様に係るコイル部品の製造方法によれば、上記磁性基体は、上記軸方向と交差する方向に広がり上記軸の上記第1端とは反対側の第2端に接する第2鍔を更に有し、上記塗布工程は、上記第1鍔から上記第2鍔に向かい、上記第1鍔と上記第2鍔とに挟まれた空間に上記樹脂材料が設けられる。
【0009】
また、本発明の一態様に係るコイル部品の製造方法によれば、上記第2鍔は、上記軸方向に見た外形形状として、上記第1鍔の外形内に収まる。
また、本発明の一態様に係るコイル部品の製造方法によれば、上記硬化工程は、上記第1鍔に対して上記軸を下方に位置させた姿勢で上記樹脂材料を加熱して硬化させる。
【0010】
また、本発明の一態様に係るコイル部品の製造方法によれば、上記磁性基体は、上記軸に方向の全長が2mm以下である。
また、本発明の一態様に係るコイル部品の製造方法によれば、上記磁性基体は、上記軸に方向における全長に対して前記軸の長さが80%を超える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
太陽誘電株式会社
全固体電池
2か月前
太陽誘電株式会社
コイル部品
1か月前
太陽誘電株式会社
コイル部品
20日前
太陽誘電株式会社
物品移動装置
26日前
太陽誘電株式会社
マルチプレクサ
1か月前
太陽誘電株式会社
弾性波デバイス
1か月前
太陽誘電株式会社
全固体電池の試験方法
1か月前
太陽誘電株式会社
コイル部品の製造方法
1か月前
太陽誘電株式会社
物品搭載部の固定装置
26日前
太陽誘電株式会社
積層セラミック電子部品
1か月前
太陽誘電株式会社
積層セラミック電子部品
1か月前
太陽誘電株式会社
積層セラミック電子部品
1か月前
太陽誘電株式会社
積層セラミック電子部品及びその製造方法
今日
太陽誘電株式会社
積層セラミック電子部品及びその製造方法
今日
太陽誘電株式会社
電子部品、フィルタ、及びマルチプレクサ
29日前
太陽誘電株式会社
積層セラミック電子部品および誘電体磁器組成物
1か月前
太陽誘電株式会社
弾性波デバイス、フィルタおよびマルチプレクサ
20日前
太陽誘電株式会社
弾性波デバイス、フィルタ、及びマルチプレクサ
20日前
太陽誘電株式会社
判定装置、判定システム、判定方法およびプログラム
2か月前
太陽誘電株式会社
弾性波デバイス、フィルタ、マルチプレクサ、及びウエハ
1か月前
太陽誘電株式会社
セラミック電子部品、およびセラミック電子部品の製造方法
1日前
太陽誘電株式会社
積層セラミック電子部品および積層セラミック電子部品の製造方法
22日前
太陽誘電株式会社
弾性波デバイスおよびその製造方法、フィルタ並びにマルチプレクサ
21日前
太陽誘電株式会社
弾性波デバイスおよびその製造方法、フィルタ並びにマルチプレクサ
1か月前
太陽誘電株式会社
積層セラミック電子部品及びその製造方法
14日前
APB株式会社
二次電池
1か月前
日東精工株式会社
端子部品
1か月前
株式会社ExH
電流開閉装置
21日前
株式会社潤工社
同軸ケーブル
19日前
レナタ・アーゲー
電池
1か月前
個人
鉄心用材料とその製造方法
26日前
株式会社クオルテック
空気電池
1か月前
株式会社メルビル
ステージ
28日前
エイブリック株式会社
半導体装置
21日前
個人
マルチバンドコイルアンテナ
6日前
株式会社GSユアサ
蓄電装置
19日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ