TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025090125
公報種別
公開特許公報(A)
公開日
2025-06-17
出願番号
2023205159
出願日
2023-12-05
発明の名称
磁性体薄板の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/021 20250101AFI20250610BHJP(電力の発電,変換,配電)
要約
【課題】磁性体薄板の曲がりを低減することが可能な磁性体薄板の製造方法を提供すること。
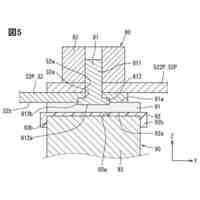
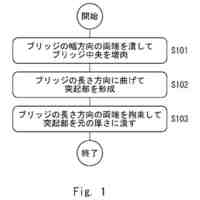
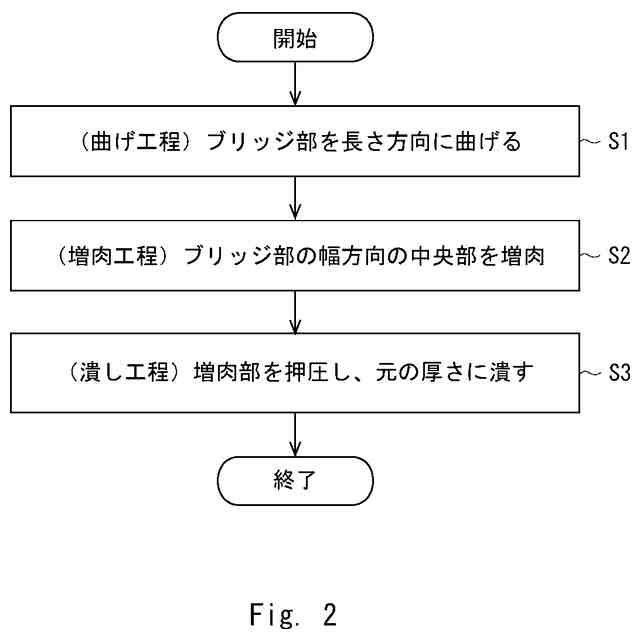
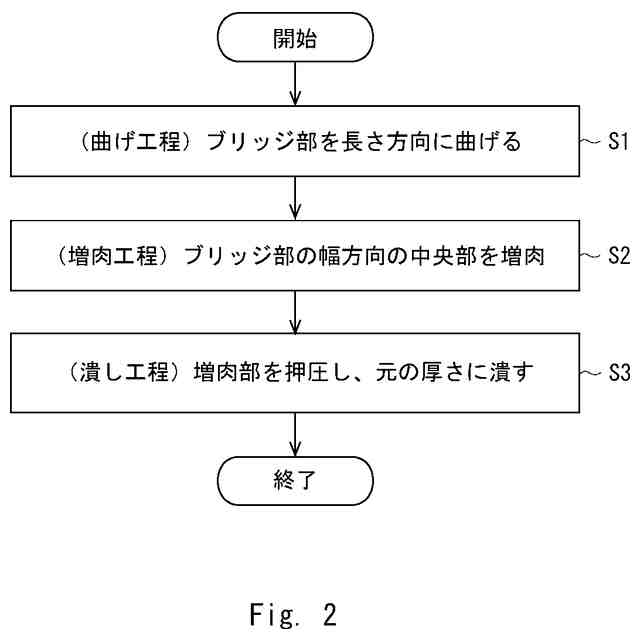
【解決手段】本開示にかかる磁性体薄板1の製造方法は、磁性体薄板1が備えるブリッジ部Bをブリッジ部Bの長さ方向に曲げる曲げ工程と、ブリッジ部Bの長さ方向の両端部を拘束した状態でブリッジ部Bの幅方向の両端部を押圧し、ブリッジ部Bの幅方向の中央部を増肉する増肉工程と、ブリッジ部Bの長さ方向の両端部を拘束した状態で、増肉工程において形成された増肉部を押圧し、増肉部を元の厚さに潰す潰し工程と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
ロータコアを形成する磁性体薄板の製造方法であって、
前記磁性体薄板が備えるブリッジ部を前記ブリッジ部の長さ方向に曲げる曲げ工程と、
前記ブリッジ部の長さ方向の両端部を拘束した状態で前記ブリッジ部の幅方向の両端部を押圧し、前記ブリッジ部の幅方向の中央部を増肉する増肉工程と、
前記ブリッジ部の長さ方向の両端部を拘束した状態で、前記増肉工程において形成された増肉部を押圧し、前記増肉部を元の厚さに潰す潰し工程と、を備える
磁性体薄板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、磁性体薄板の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1は、磁性体薄板を複数枚積層することにより形成されるロータコアの構造を開示する。特許文献1が開示するロータコア構造では、磁性体薄板に設けられたブリッジ部にブリッジ押下部が形成されている。また、ブリッジ部の長手方向の延長線上には、ブリッジ押下部の窪み方向とは逆方向に突出させた突起部が形成されている。当該突起部は、磁性体薄板の径方向に伸びようとする力を吸収し、磁性体薄板の反りを抑制する。
【先行技術文献】
【特許文献】
【0003】
特開2017-085776号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1が開示するロータコア構造では、磁性体薄板が突起部を有しているため、突起部の屈曲等に由来して、磁性体薄板の強度が低下するおそれがある。このような問題の解決策としては、パンチを用いて突起部を潰すことで磁性体薄板を平面状に加工する方法が考えられる。
【0005】
例えば、まず、ブリッジ部を増肉加工することでブリッジ部を加工硬化させる。これにより、ブリッジ部の強度が向上する。次に、増肉加工したブリッジ部の一方の面をパンチにより押圧して、磁性体薄板からブリッジ部を突起させる。これにより、ブリッジ部に突起部が形成される。このようにすることで、ブリッジ部における磁性体薄板の径方向に伸びようとする力が解消されるので、磁性体薄板の反りが抑制される。そして、突起部の他方の面をパンチにより押圧して突起部を潰すことで、磁性体薄板を平面状に加工する。これにより、磁性体薄板の突起形状が解消されるので、磁性体薄板の強度が向上する。上記のような方法を用いることで、ブリッジ部の強度を向上させつつ磁性体薄板の反りを抑制することができる。
【0006】
しかしながら、このような方法を用いた場合、パンチと突起部周辺の薄肉部との間には隙間があるため、磁性体薄板の曲がりを十分に潰すことは難しい。曲がりを十分に潰せない場合、製品に微小なうねりが残り、磁性体薄板の積層時に干渉して隙間ができ、磁性体薄板の強度が低下するおそれがある。
【0007】
本開示の目的は、上述した課題を鑑み、磁性体薄板の曲がりを低減することが可能な磁性体薄板の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本開示にかかる磁性体薄板の製造方法は、
ロータコアを形成する磁性体薄板の製造方法であって、
前記磁性体薄板が備えるブリッジ部を前記ブリッジ部の長さ方向に曲げる曲げ工程と、
前記ブリッジ部の長さ方向の両端部を拘束した状態で前記ブリッジ部の幅方向の両端部を押圧し、前記ブリッジ部の幅方向の中央部を増肉する増肉工程と、
前記ブリッジ部の長さ方向の両端部を拘束した状態で、前記増肉工程において形成された増肉部を押圧し、前記増肉部を元の厚さに潰す潰し工程と、を備えるものである。
【発明の効果】
【0009】
本開示により、磁性体薄板の曲がりを低減することが可能な磁性体薄板の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
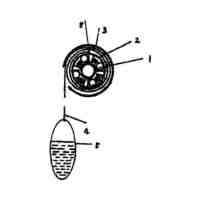
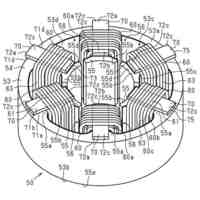
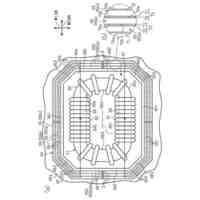
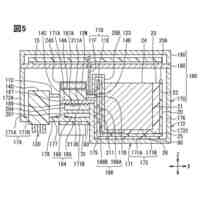
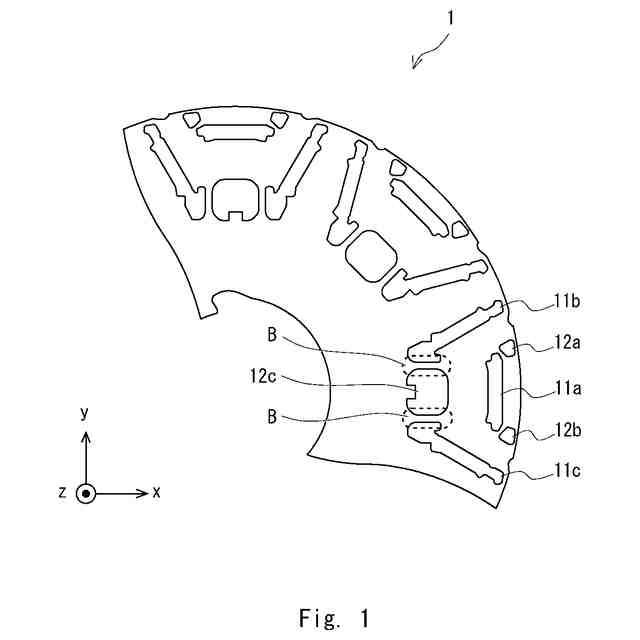
実施形態にかかる磁性体薄板の構成を示す平面図である。
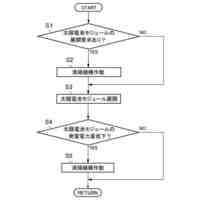
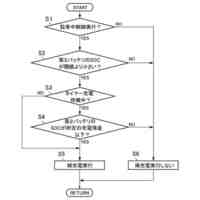
実施形態にかかる磁性体薄板の製造方法の流れを示すフローチャートである。
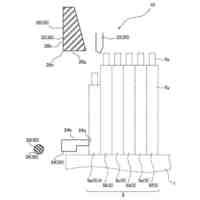
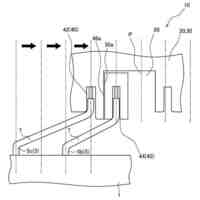
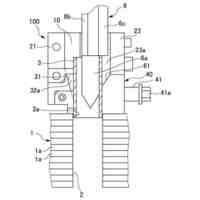
図2に示されるフローチャートの各工程を説明する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
太陽光発電システム
1日前
マグネデザイン株式会社
ロータ
27日前
トヨタ自動車株式会社
予測方法
21日前
株式会社豊田自動織機
モータ冷却装置
27日前
株式会社デンソー
電気装置
1日前
株式会社ダイヘン
充電装置
29日前
株式会社セイワ
車両用配線カバー
12日前
トヨタ自動車株式会社
電池制御装置
16日前
住友電装株式会社
電気接続箱
22日前
個人
バネとクラッチを用いた波浪発電装置
1日前
ダイハツ工業株式会社
曲げ加工装置
23日前
住友電装株式会社
電気接続箱
22日前
富士電機株式会社
リニアモータ
12日前
株式会社ダイヘン
電圧調整装置
29日前
株式会社豊田自動織機
回転電機
8日前
ダイハツ工業株式会社
ステータ製造装置
2日前
ダイハツ工業株式会社
コイル組付け装置
9日前
株式会社豊田自動織機
電動圧縮機
8日前
株式会社エフ・シー・シー
太陽光発電装置
12日前
トヨタ自動車株式会社
電磁鋼板の成形方法
28日前
株式会社明電舎
電動機
今日
株式会社デンソー
携帯機
27日前
北海道電力株式会社
延線金車
7日前
株式会社力電
配線スペース低減型の切替盤
26日前
トヨタ自動車株式会社
駆動ユニット
19日前
ナブテスコ株式会社
駆動装置
16日前
株式会社アイシン
巻線界磁式回転電機及び給電装置
2日前
トヨタ自動車株式会社
車両の制御装置
12日前
株式会社デンソー
電力変換装置
28日前
トヨタ自動車株式会社
ステータ
23日前
一般財団法人電力中央研究所
電源装置
2日前
株式会社豊田自動織機
回転電機
8日前
株式会社デンソー
電力変換装置
28日前
トヨタ自動車株式会社
車両の制御装置
26日前
トヨタ自動車株式会社
挿入治具
1日前
トヨタ紡織株式会社
ロータの製造方法
7日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ