TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093108
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208635
出願日
2023-12-11
発明の名称
形状測定装置及び形状測定方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
G01B
11/24 20060101AFI20250616BHJP(測定;試験)
要約
【課題】 ウェーハの端部に形成されたノッチ部の形状を精度よく解析可能な形状測定装置及び形状測定方法を提供する。
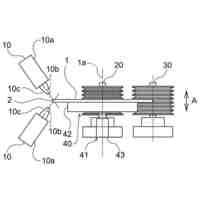
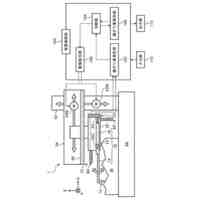
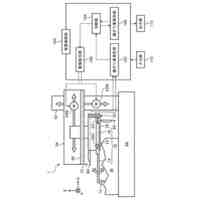
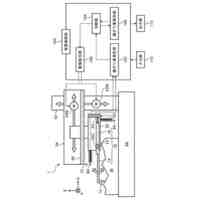
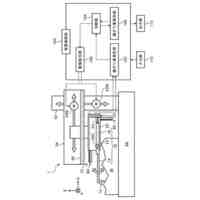
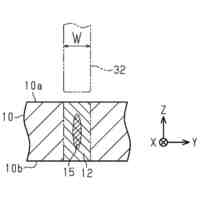
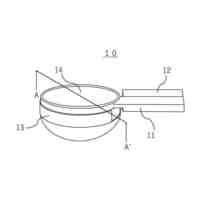
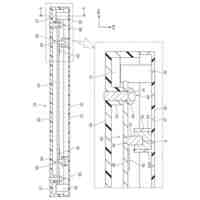
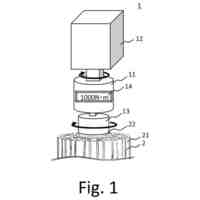
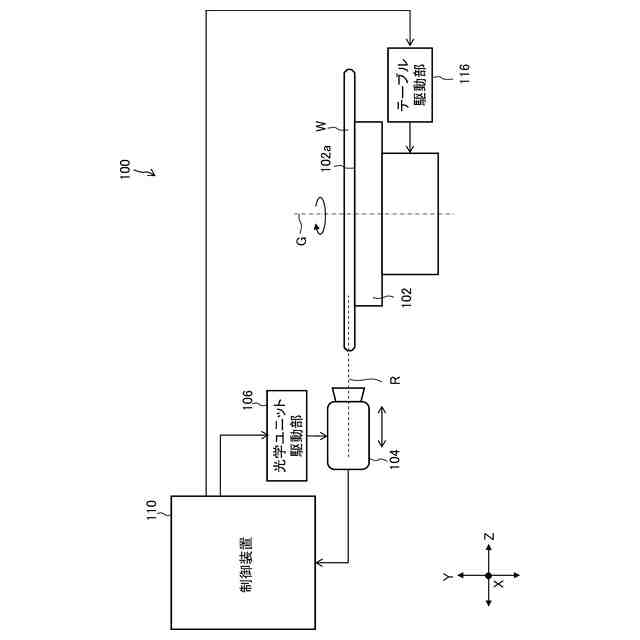
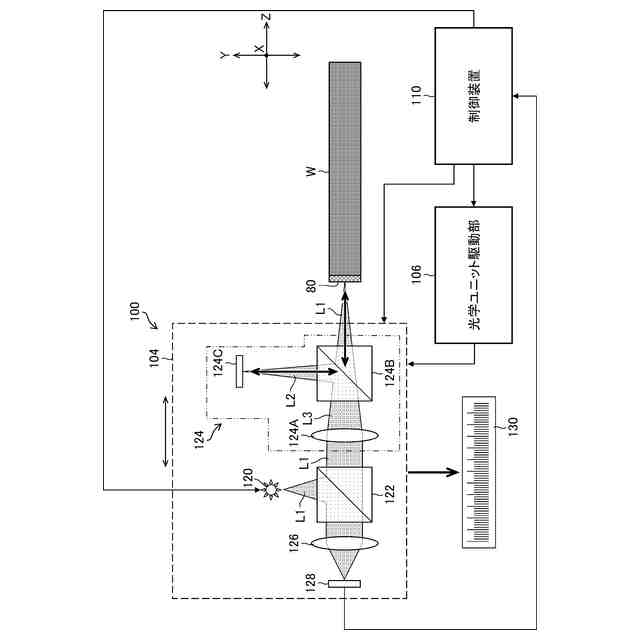
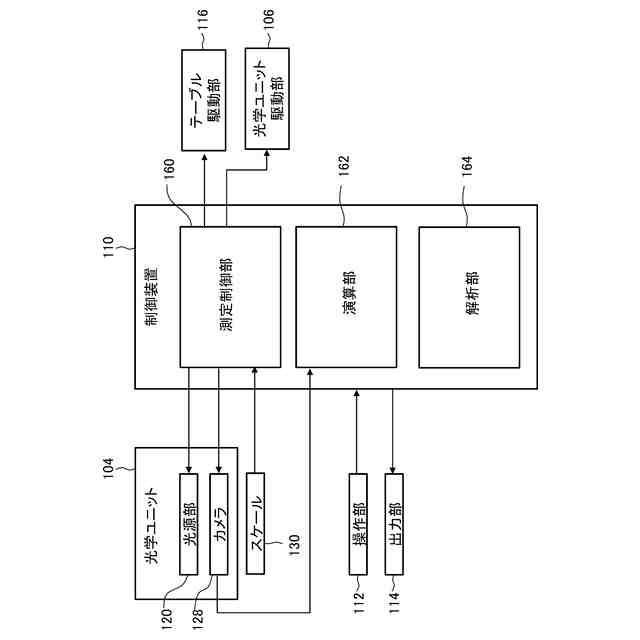
【解決手段】 ウェーハの端部の被測定面の形状を測定する形状測定方法であって、ウェーハの主面に平行な光軸を有し、光軸に沿って測定光を被測定面に照射する光源部と、被測定面からの反射光を撮像する撮像部とを有する光学ユニット(104)を、被測定面に対して相対移動させたときに、撮像部が繰り返し被測定面に形成されたノッチ部を撮像して得られた点群の座標に基づき、ノッチ部の形状を示す測定データを生成し、測定データに基づき、ノッチ部の形状解析を行う。
【選択図】 図1
特許請求の範囲
【請求項1】
ウェーハの端部の被測定面の形状を測定する形状測定装置であって、
前記ウェーハの主面に平行な光軸を有し、前記光軸に沿って測定光を前記被測定面に照射する光源部と、前記被測定面からの反射光を撮像する撮像部とを有する光学ユニットと、
前記光学ユニットを前記被測定面に対して相対移動させる相対移動部と、
前記光学ユニットを前記相対移動させて前記撮像部が前記被測定面に形成されたノッチ部を繰り返し撮像して得られた点群の座標に基づき、前記ノッチ部の形状を示す測定データを生成する演算部と、
前記測定データに基づき、前記ノッチ部の形状解析を行う解析部と、
を備える形状測定装置。
続きを表示(約 840 文字)
【請求項2】
前記解析部は、前記点群の座標から近似曲線を求める、請求項1に記載の形状測定装置。
【請求項3】
前記撮像部は、前記ウェーハのノッチ部を撮像して前記点群の座標を取得し、
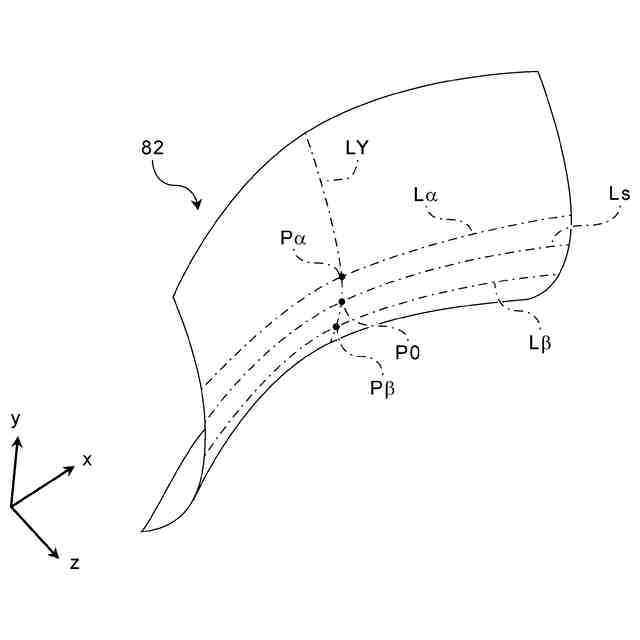
前記解析部は、前記ウェーハの表面又は裏面に直交する方向に沿って、前記近似曲線をずらした曲線を少なくとも2本算出することにより、前記ノッチ部の鞍点を通る前記ウェーハの表面又は裏面に直交する方向に沿う前記ノッチ部の近似曲線を求める、請求項2に記載の形状測定装置。
【請求項4】
前記測定データに基づき、前記ウェーハの異常の有無の判定結果を出力する出力部を備える、請求項1から3のいずれか1項に記載の形状測定装置。
【請求項5】
前記解析部は、前記ウェーハの端部の三次元形状から抜き出した領域データに基づいて前記領域データに対応する三次元形状の異常の有無の判定を行う、請求項1から3のいずれか1項に記載の形状測定装置。
【請求項6】
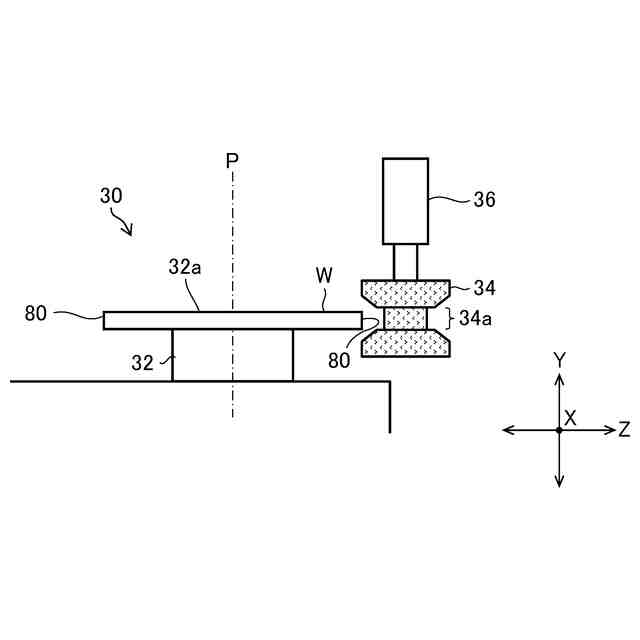
前記解析部は、各面の間の角度が既知のマスターワークに対して前記光学ユニットを前記相対移動させて、前記撮像部が前記マスターワークの被測定面を繰り返し撮像して得られた点群の座標に基づき、前記ノッチ部の解析のための解析座標系を定める、請求項1から3のいずれか1項に記載の形状測定装置。
【請求項7】
ウェーハの端部の被測定面の形状を測定する形状測定方法であって、
前記ウェーハの主面に平行な光軸を有し、前記光軸に沿って測定光を前記被測定面に照射する光源部と、前記被測定面からの反射光を撮像する撮像部とを有する光学ユニットを、前記被測定面に対して相対移動させたときに、前記撮像部が繰り返し前記被測定面に形成されたノッチ部を撮像して得られた点群の座標に基づき、前記ノッチ部の形状を示す測定データを生成し、
前記測定データに基づき、前記ノッチ部の形状解析を行う、形状測定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は形状測定装置及び形状測定方法に係り、特にウェーハの端部の形状を測定する形状測定装置及び形状測定方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
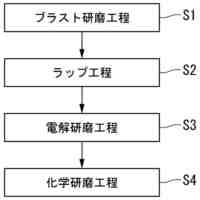
円板状のウェーハを研磨装置によって表面加工した場合、ウェーハの端部が先鋭状に加工されるためウェーハの割れ又は欠けの原因となる。このため、ウェーハの端部の先鋭部を除去し、端部をラウンド形状又は面取り形状とする研削加工(面取り加工とも言う。)がウェーハに施される(特許文献1参照)。
【0003】
研削加工によって成形されるウェーハの端部の形状及び寸法は、業界団体が定める規格又はクライアントの要求により規定されるため、その規定範囲内に端部を研削加工する必要がある。このようなことから、ウェーハの製造工程では、研削加工後にウェーハの端部の形状を測定し、端部の形状が規定範囲内にあるか否かを検査するための形状測定が行われる。
【0004】
特許文献2には、ウェーハの端部の形状を光投影測定法によって測定する形状測定装置が開示されている。この形状測定装置は、研削加工されたウェーハの端部に対し、ウェーハの表裏各面に略平行な方向から光を投光するとともに、その投光方向に対向する方向からカメラによってウェーハの端部の投影像を撮像し、その投影像に基づいてウェーハの端部の形状を測定する。
【先行技術文献】
【特許文献】
【0005】
特開2009-78326号公報
特開2009-168634号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
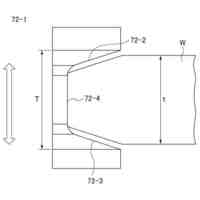
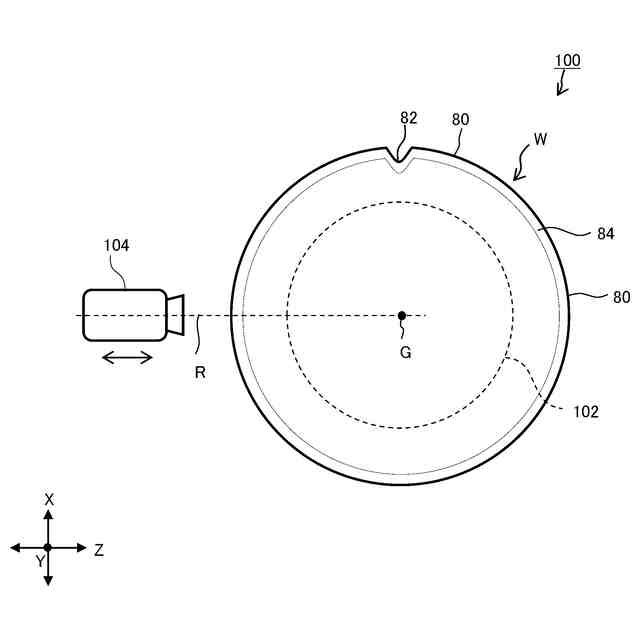
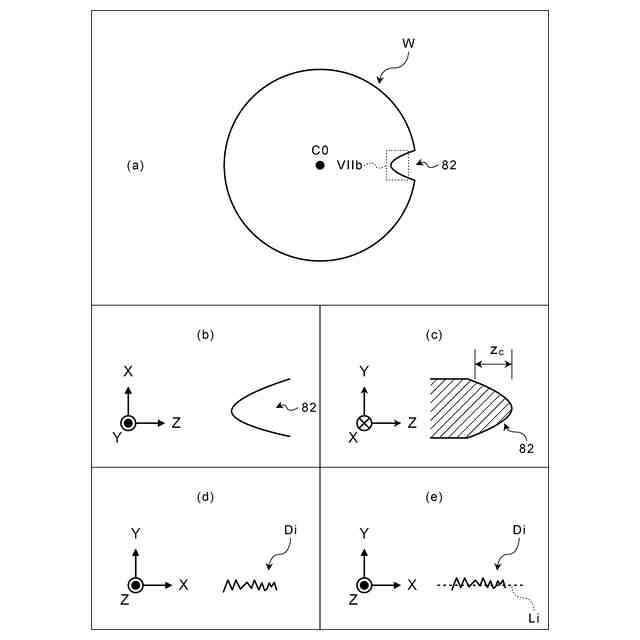
ところで、ウェーハの端部には、ウェーハの結晶方位を示すためにノッチと呼ばれる切り欠き部が形成される場合がある。ウェーハのノッチ(特に、馬の鞍のようにくぼんでいる鞍部)に傷等の不具合が存在すると、ウェーハの破損の切っ掛けになり得る。このため、ウェーハのノッチについても、形状を測定して、傷等の不具合を検出することが求められる。
【0007】
特許文献2に記載の光投影測定法は、ウェーハの表裏各面に略平行な方向から光を投光するものであるため、ノッチの鞍部に影になる部分が生じる。このため、ノッチの鞍部の形状測定を行うことができなかった。
【0008】
本発明はこのような事情に鑑みてなされたもので、ウェーハの端部に形成されたノッチ部の形状を精度よく解析可能な形状測定装置及び形状測定方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、上記目的を達成するために以下の態様からなる。
【0010】
本発明の第1の態様に係る形状測定装置は、ウェーハの端部の被測定面の形状を測定する形状測定装置であって、ウェーハの主面に平行な光軸を有し、光軸に沿って測定光を被測定面に照射する光源部と、被測定面からの反射光を撮像する撮像部とを有する光学ユニットと、光学ユニットを被測定面に対して相対移動させる相対移動部と、光学ユニットを相対移動させて撮像部が被測定面に形成されたノッチ部を繰り返し撮像して得られた点群の座標に基づき、ノッチ部の形状を示す測定データを生成する演算部と、測定データに基づき、ノッチ部の形状解析を行う解析部とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
加工装置
10日前
株式会社東京精密
研削装置
27日前
株式会社東京精密
ロッカー
21日前
株式会社東京精密
プローバ
10日前
株式会社東京精密
プローバ
今日
株式会社東京精密
加工装置
10日前
株式会社東京精密
電池検査装置
今日
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
スラリー供給装置
11日前
株式会社東京精密
検査装置、及び、検査方法
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
CMP装置、及び、CMP方法
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
測定装置及び移動体の制御方法
今日
株式会社東京精密
測定機の管理方法及び管理装置
今日
株式会社東京精密
プローバ、及び、プローブ検査方法
20日前
株式会社東京精密
コントローラ、及び、監視システム
3日前
株式会社東京精密
ダイシング方法およびダイシングシステム
21日前
株式会社東京精密
エッチングシステム、及び、エッチング方法
3日前
株式会社東京精密
スタイラス姿勢決定方法及びスタイラス姿勢決定装置
26日前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
光変調装置
27日前
株式会社東京精密
ウェーハ試験装置のチャックの表面処理方法及びウェーハ試験装置のチャック
今日
株式会社東京精密
面取り研削方法及び面取り研削装置
18日前
個人
計量スプーン
20日前
大和製衡株式会社
組合せ秤
3日前
大和製衡株式会社
組合せ秤
3日前
株式会社ユーシン
操作検出装置
今日
トヨタ自動車株式会社
表示装置
12日前
トヨタ自動車株式会社
検査装置
今日
株式会社東芝
センサ
3日前
株式会社東芝
センサ
3日前
TDK株式会社
磁気センサ
20日前
個人
粘塑性を用いた有限要素法の定式化
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ