TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093110
公報種別
公開特許公報(A)
公開日
2025-06-23
出願番号
2023208637
出願日
2023-12-11
発明の名称
ウェーハ加工システム及びウェーハ加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
49/12 20060101AFI20250616BHJP(研削;研磨)
要約
【課題】 研削加工後のウェーハの端部の形状の不良の発生を抑制することが可能なウェーハ加工システム及びウェーハ加工方法を提供する。
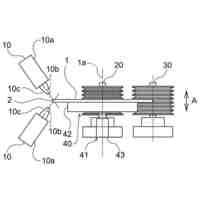
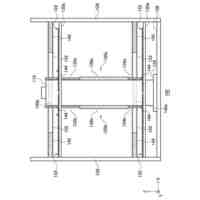
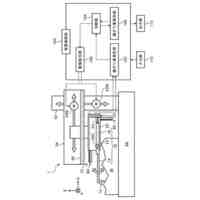
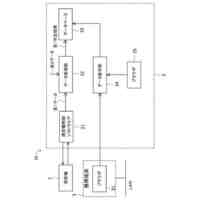
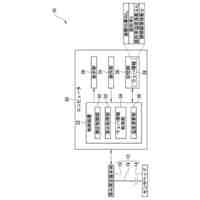
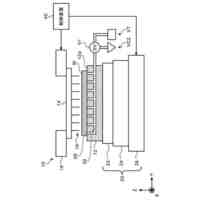
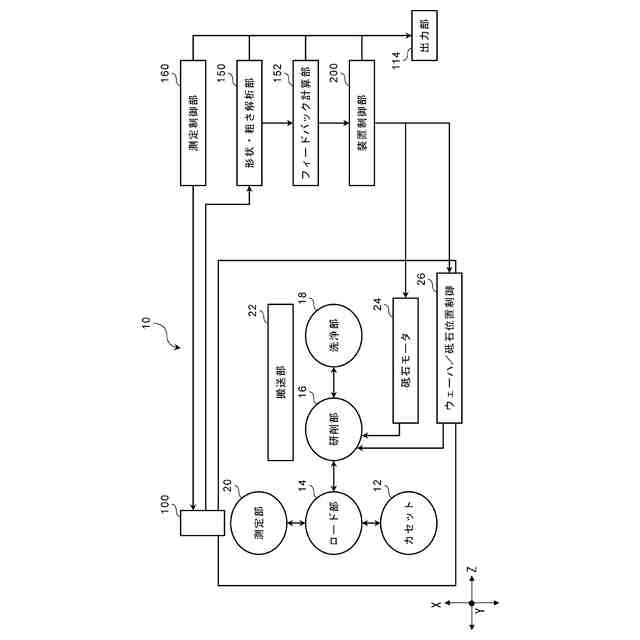
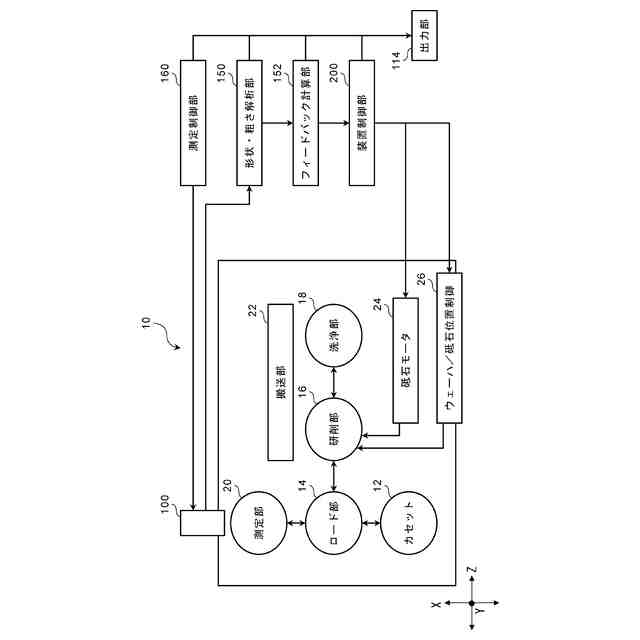
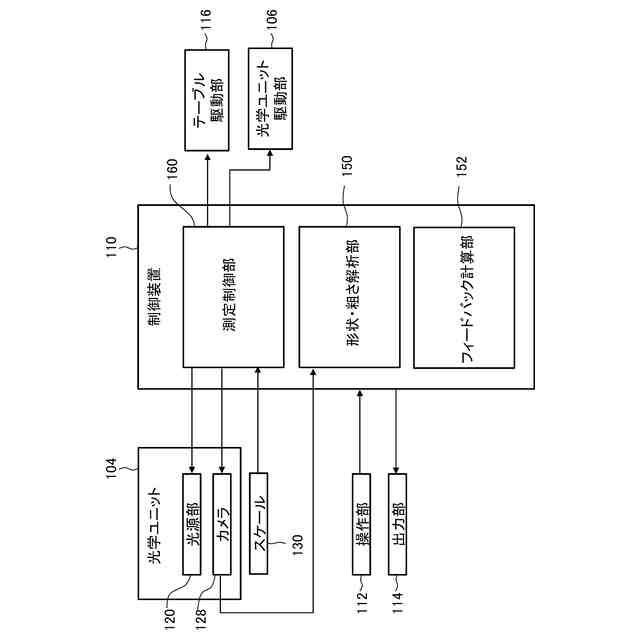
【解決手段】 ウェーハ加工システム(10)は、ウェーハの端部を研削加工する研削部(16)と、研削加工されたウェーハの端部の形状を測定する測定部であって、研削加工に用いられるツルアの端部の形状を測定する測定部(20)と、ツルアの端部の形状の測定結果に基づいて、研削加工へのフィードバックを行うフィードバック計算部(152)とを備える。
【選択図】 図1
特許請求の範囲
【請求項1】
ウェーハの端部を研削加工する研削部と、
前記研削加工された前記ウェーハの端部の形状を測定する測定部であって、前記研削加工に用いられる砥石のメンテナンスのためのツルアの端部の形状を測定する測定部と、
前記ツルアの端部の形状の測定結果に基づいて、前記研削加工へのフィードバックを行うフィードバック計算部と、
を備えるウェーハ加工システム。
続きを表示(約 870 文字)
【請求項2】
前記フィードバック計算部は、前記ツルアの摩耗量が閾値を超えた場合に、前記ツルアの良否を判定する、請求項1に記載のウェーハ加工システム。
【請求項3】
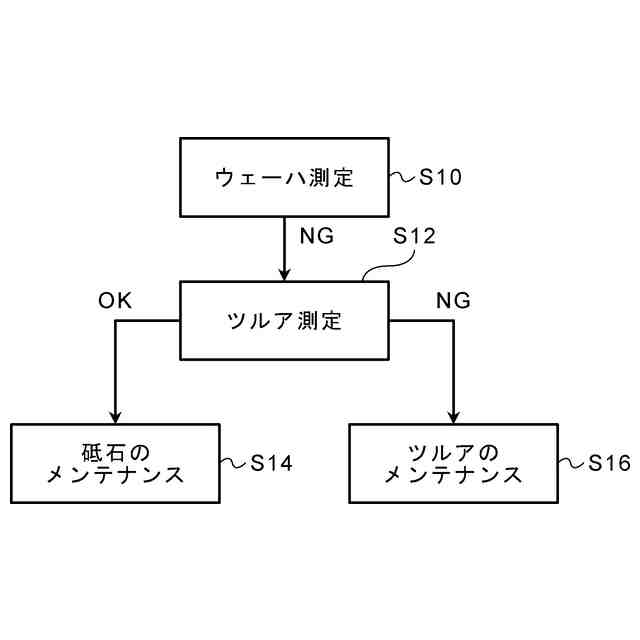
前記フィードバック計算部が前記ウェーハの端部の形状を不良と判定した場合に、前記測定部が前記ツルアの端部の形状の測定を実施し、
前記フィードバック計算部が前記ツルアの端部の形状が不良と判定した場合に、前記ツルアのメンテナンスを促す出力を行い、
前記フィードバック計算部が前記ツルアの端部の形状が良好と判定した場合に、前記ツルアを使用して砥石のメンテナンスを促す出力を行う、請求項1に記載のウェーハ加工システム。
【請求項4】
前記ウェーハと前記ツルアの測定結果を重畳表示する出力部を備える、請求項1から3のいずれか1項に記載のウェーハ加工システム。
【請求項5】
前記フィードバック計算部は、前記ツルアの形状の測定値と設計値とを比較して、前記ツルアの形状の修正量と、前記ウェーハと前記砥石の相対移動量を計算する、請求項1から3のいずれか1項に記載のウェーハ加工システム。
【請求項6】
前記測定部は、前記ウェーハの研削加工面の表面粗さの測定結果を測定し、
前記フィードバック計算部は、前記研削加工面の表面粗さの測定結果に応じて、前記ウェーハに対する前記砥石の切り込み量を調整する、請求項1から3のいずれか1項に記載のウェーハ加工システム。
【請求項7】
前記フィードバック計算部は、前記ウェーハの測定結果に応じて、前記砥石のヘリカル角度を調整する、請求項1から3のいずれか1項に記載のウェーハ加工システム。
【請求項8】
研削加工されたウェーハの端部の形状を測定する測定部において、前記研削加工に用いられるツルアの端部の形状を測定し、
前記ツルアの端部の形状の測定結果に基づいて、前記研削加工へのフィードバックを行う、ウェーハ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はウェーハ加工システム及びウェーハ加工方法に係り、特にウェーハの端部の形状を加工するウェーハ加工システム及びウェーハ加工方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
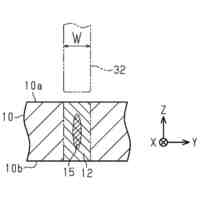
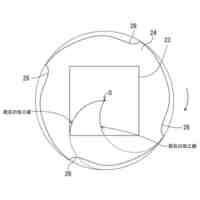
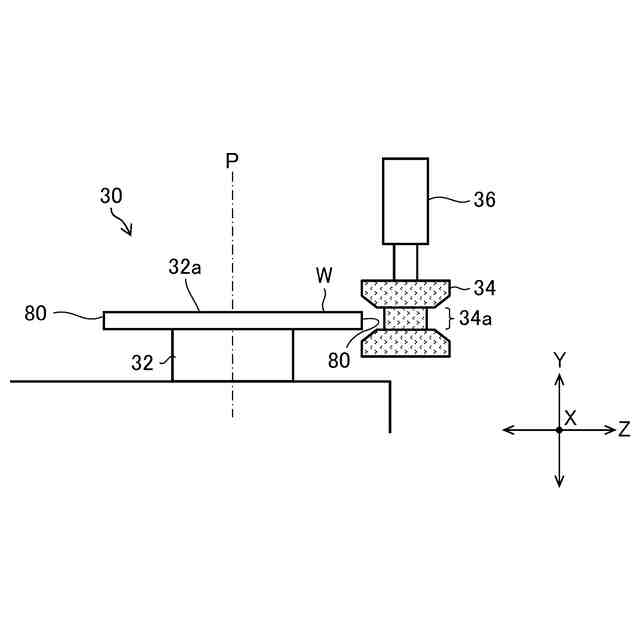
円板状のウェーハを研磨装置によって表面加工した場合、ウェーハの端部が先鋭状に加工されるためウェーハの割れ又は欠けの原因となる。このため、ウェーハの端部の先鋭部を除去し、端部をラウンド形状又は面取り形状とする研削加工(面取り加工とも言う。)がウェーハに施される(特許文献1参照)。
【0003】
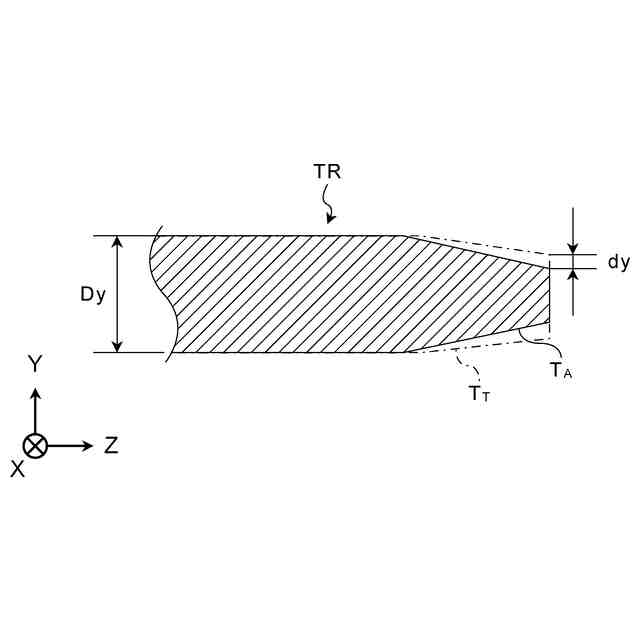
研削加工によって成形されるウェーハの端部の形状及び寸法は、業界団体が定める規格又はクライアントの要求により規定されるため、その規定範囲内に端部を研削加工する必要がある。このようなことから、ウェーハの製造工程では、研削加工後にウェーハの端部の形状を測定し、端部の形状が規定範囲内にあるか否かを検査するための形状測定が行われる。
【0004】
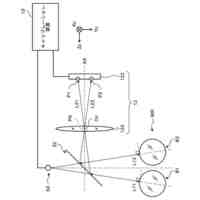
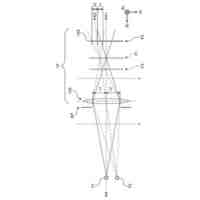
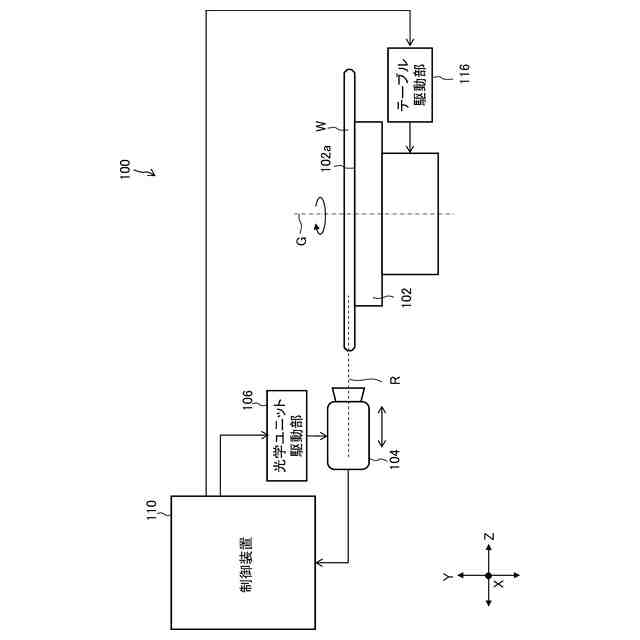
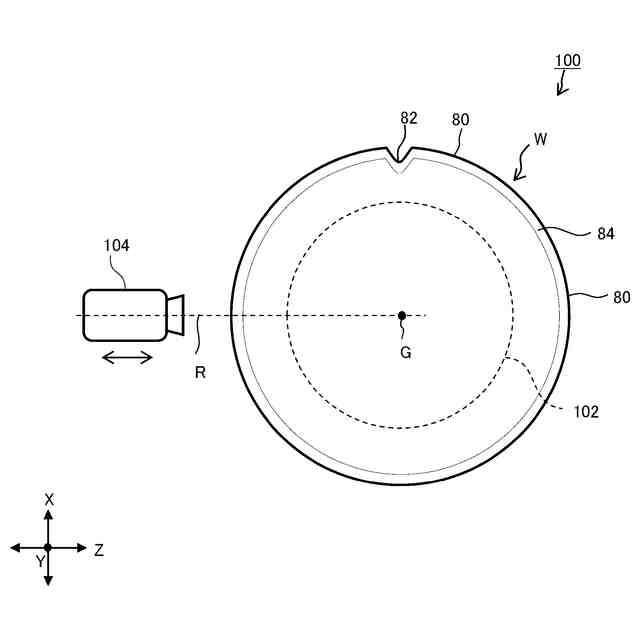
特許文献2には、ウェーハの端部の形状を光投影測定法によって測定する形状測定装置が開示されている。この形状測定装置は、研削加工されたウェーハの端部に対し、ウェーハの表裏各面に略平行な方向から光を投光するとともに、その投光方向に対向する方向からカメラによってウェーハの端部の投影像を撮像し、その投影像に基づいてウェーハの端部の形状を測定する。
【先行技術文献】
【特許文献】
【0005】
特開2009-78326号公報
特開2009-168634号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
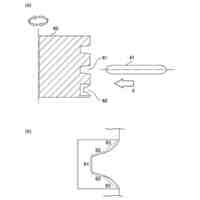
上記のような研削加工では、ウェーハの端部の形状に不良(例えば、加工目標からの乖離)が発生する場合がある。例えば、研削加工に用いられる砥石は、ツルアにより砥石の表面を削る(断面(溝)形状を整える)ことにより目標の形状に加工される。このようなツルアは、繰り返し使用されると劣化(摩耗)する。ツルアが劣化すると、砥石の整形を十分に行うことができず、ウェーハの端部の形状の不良の発生の要因となる。
【0007】
本発明はこのような事情に鑑みてなされたもので、研削加工後のウェーハの端部の形状の不良の発生を抑制することが可能なウェーハ加工システム及びウェーハ加工方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記目的を達成するために以下の態様からなる。
【0009】
本発明の第1の態様に係るウェーハ加工システムは、ウェーハの端部を研削加工する研削部と、研削加工されたウェーハの端部の形状を測定する測定部であって、研削加工に用いられる砥石のメンテナンスのためのツルアの端部の形状を測定する測定部と、ツルアの端部の形状の測定結果に基づいて、研削加工へのフィードバックを行うフィードバック計算部とを備える。
【0010】
本発明の第2の態様に係るウェーハ加工システムは、第1の態様において、フィードバック計算部は、ツルアの摩耗量が閾値を超えた場合に、ツルアの良否を判定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社東京精密
研削装置
29日前
株式会社東京精密
プローバ
2日前
株式会社東京精密
ロッカー
23日前
株式会社東京精密
プローバ
12日前
株式会社東京精密
加工装置
12日前
株式会社東京精密
加工装置
12日前
株式会社東京精密
電池検査装置
2日前
株式会社東京精密
カーフ洗浄装置
1か月前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
スラリー供給装置
13日前
株式会社東京精密
検査装置、及び、検査方法
1か月前
株式会社東京精密
測定装置及び移動体の制御方法
2日前
株式会社東京精密
測定装置及び移動体の制御方法
2日前
株式会社東京精密
測定装置及び移動体の制御方法
2日前
株式会社東京精密
測定機の管理方法及び管理装置
2日前
株式会社東京精密
測定装置及び移動体の制御方法
2日前
株式会社東京精密
CMP装置、及び、CMP方法
1か月前
株式会社東京精密
カメラのキャリブレーション方法
2か月前
株式会社東京精密
カメラのキャリブレーション方法
2か月前
株式会社東京精密
コントローラ、及び、監視システム
5日前
株式会社東京精密
プローバ、及び、プローブ検査方法
22日前
株式会社東京精密
校正データの管理方法及び形状測定機
2か月前
株式会社東京精密
ダイシング方法およびダイシングシステム
23日前
株式会社東京精密
非接触温度測定装置及び非接触温度測定方法
2か月前
株式会社東京精密
ウェーハ加工システム及びウェーハ加工方法
3か月前
株式会社東京精密
エッチングシステム、及び、エッチング方法
5日前
株式会社東京精密
スタイラス姿勢決定方法及びスタイラス姿勢決定装置
28日前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
研削装置
1か月前
株式会社東京精密
プローバ
2か月前
株式会社東京精密
加工装置
1か月前
株式会社東京精密
光変調装置
29日前
株式会社東京精密
カメラのキャリブレーション方法及びキャリブレーション装置
2か月前
株式会社東京精密
チャックテーブル
2か月前
株式会社東京精密
ツルアー成形方法
1か月前
株式会社東京精密
吸着装置及びその制御方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ