TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025093843
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2024109139
出願日
2024-07-05
発明の名称
流体処理装置用筒状部材及び流体処理装置用筒状部材の製造方法
出願人
日本碍子株式会社
代理人
アクシス国際弁理士法人
主分類
F01N
3/28 20060101AFI20250617BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】絶縁層の剥離を抑制できる流体処理装置用筒状部材を提供する。
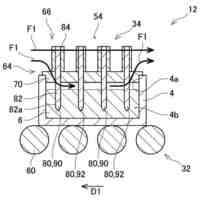
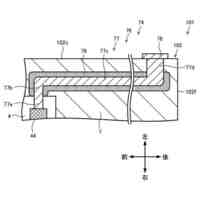
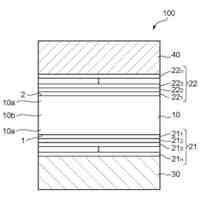
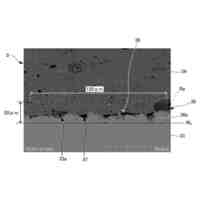
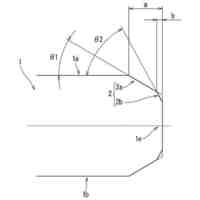
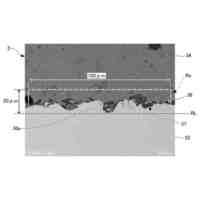
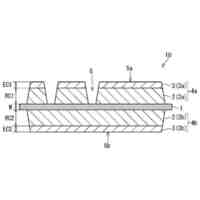
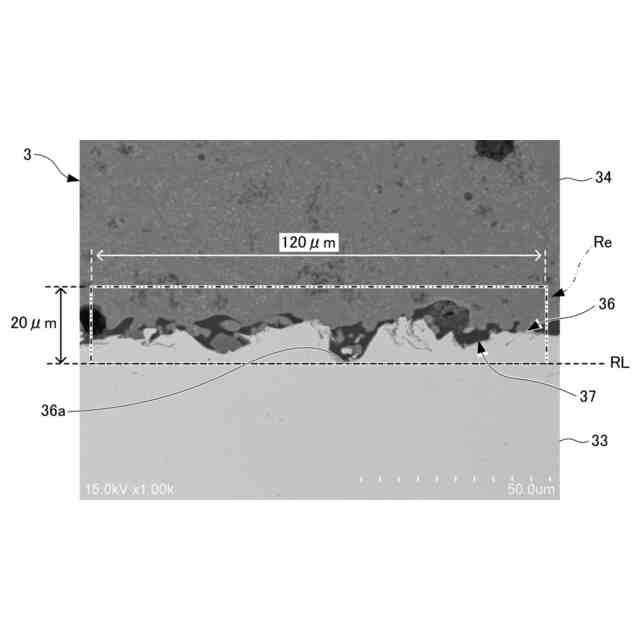
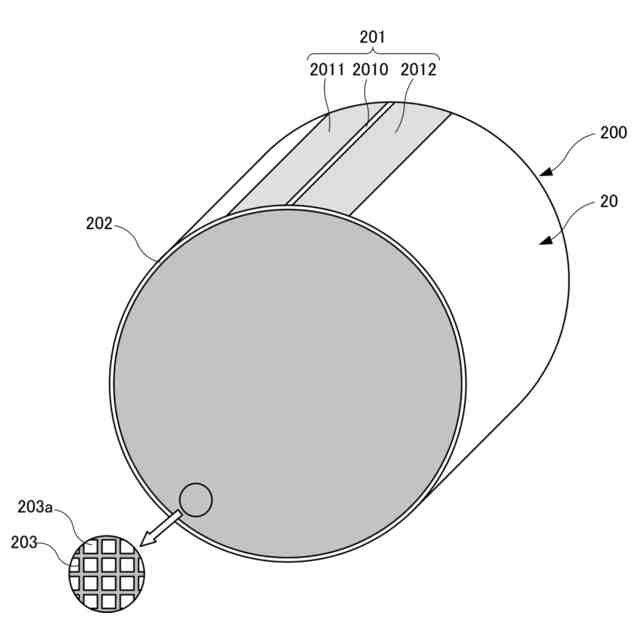
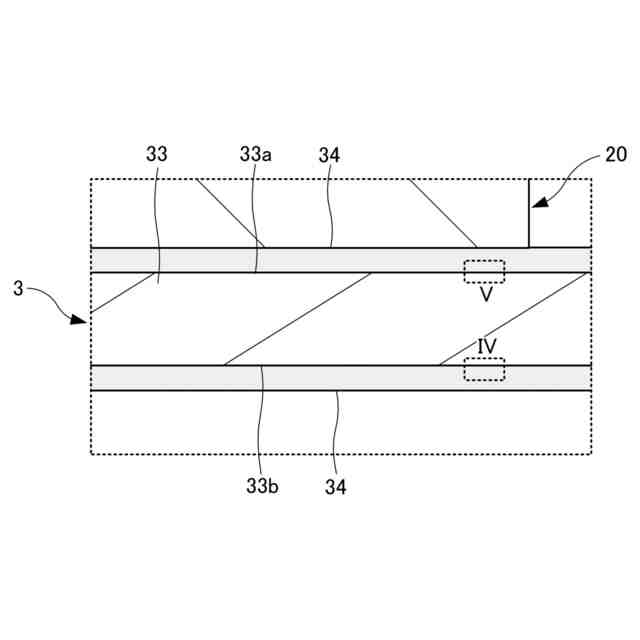
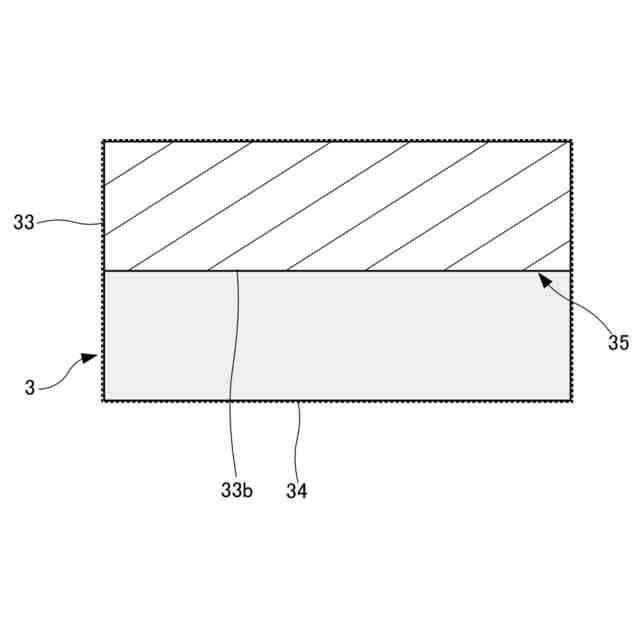
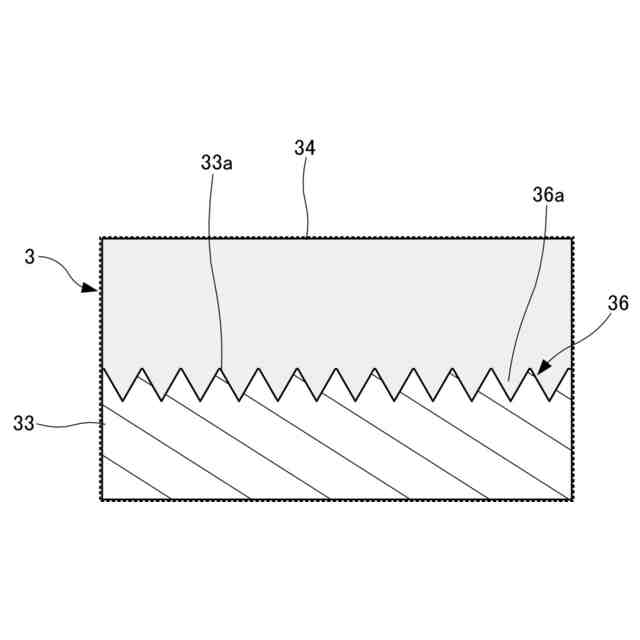
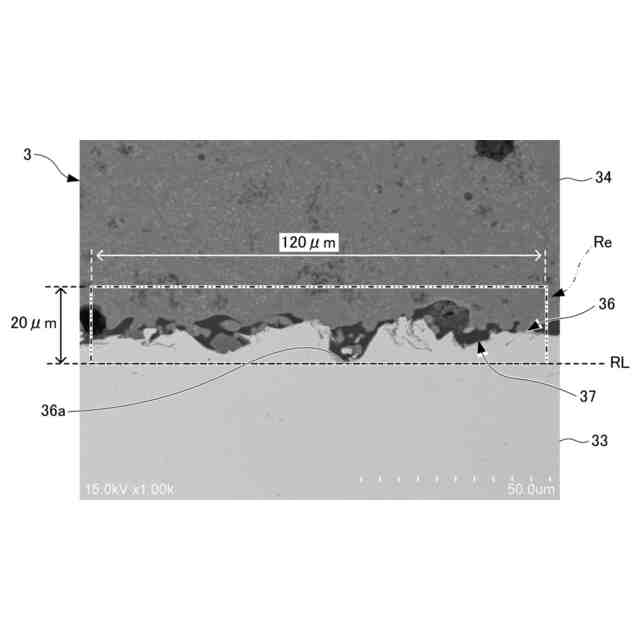
【解決手段】本発明による流体処理装置用筒状部材3は、筒状本体33と絶縁層34とを備え、筒状本体33の表面には、平滑な基準面35と、複数の凹部36aが形成された粗面36とが設けられており、筒状本体33と絶縁層34との界面には部分的に空間層37が形成されており、筒状本体33の内周面33aの断面画像において、粗面36の最も凹んだ点36aを通るとともに基準面35と平行な基準線RLを引き、基準線RLから筒状本体33の内側に向けて20μmの厚みと120μmの幅とを有する領域Reを設定したとき、領域Re内の空間層37の面積(VA)を領域Re内の筒状本体33の面積(BA)、領域Re内の絶縁層34の面積(IA)及び領域Re内の空間層37の面積(VA)の合計値で除した空間層率(VA/(BA+IA+VA))が25%以下である。
【選択図】図6
特許請求の範囲
【請求項1】
金属製の筒状本体と、
前記筒状本体の内周面上に設けられたガラスを含む絶縁層と
を備えている流体処理装置用筒状部材であって、
前記筒状本体の表面には、平滑な基準面と、複数の凹部が形成された粗面とが設けられており、前記絶縁層は少なくとも前記粗面上に設けられており、
前記筒状本体と前記絶縁層との界面には部分的に空間層が形成されており、
前記筒状本体の内周面の断面画像において、前記粗面の最も凹んだ点を通るとともに前記基準面と平行な基準線を引き、前記基準線から前記筒状本体の内側に向けて20μmの厚みと120μmの幅とを有する領域を設定したとき、
前記領域内の前記空間層の面積(VA)を前記領域内の前記筒状本体の面積(BA)、前記領域内の前記絶縁層の面積(IA)及び前記領域内の前記空間層の面積(VA)の合計値で除した空間層率(VA/(BA+IA+VA))が25%以下である、
流体処理装置用筒状部材。
続きを表示(約 980 文字)
【請求項2】
前記絶縁層の厚みが30μm以上800μm以下である、
請求項1に記載の流体処理装置用筒状部材。
【請求項3】
金属製の筒状本体と前記筒状本体の少なくとも内周面に設けられたガラスを含む絶縁層とを有する流体処理装置用筒状部材の製造方法であって、
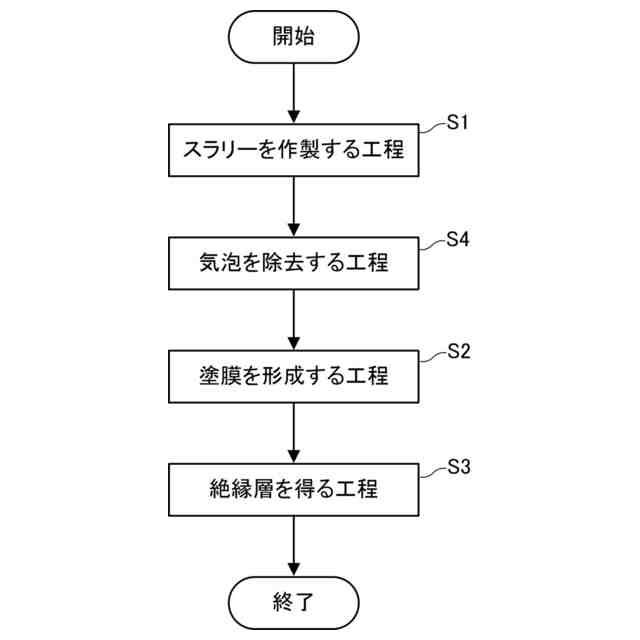
湿潤剤と、溶媒と、ガラス源とを含むスラリー原料を混錬し、絶縁層形成用塗工液としてのスラリーを作製する工程と、
前記スラリーを作製した後に、処理槽に溜められた前記スラリーに前記筒状本体を浸漬することで前記筒状本体の少なくとも内周面に塗膜を形成する工程と、
前記塗膜を形成した後に前記塗膜を焼成して前記絶縁層を得る工程と
を含む、
流体処理装置用筒状部材の製造方法。
【請求項4】
前記湿潤剤は、非イオン型界面活性剤である、
請求項3に記載の流体処理装置用筒状部材の製造方法。
【請求項5】
前記スラリーを作製した後であって、前記スラリーを前記処理槽に入れる前に、前記スラリーに対して真空雰囲気下で遠心力を付与し、前記スラリー中の気泡を除去する工程をさらに含む、
請求項3に記載の流体処理装置用筒状部材の製造方法。
【請求項6】
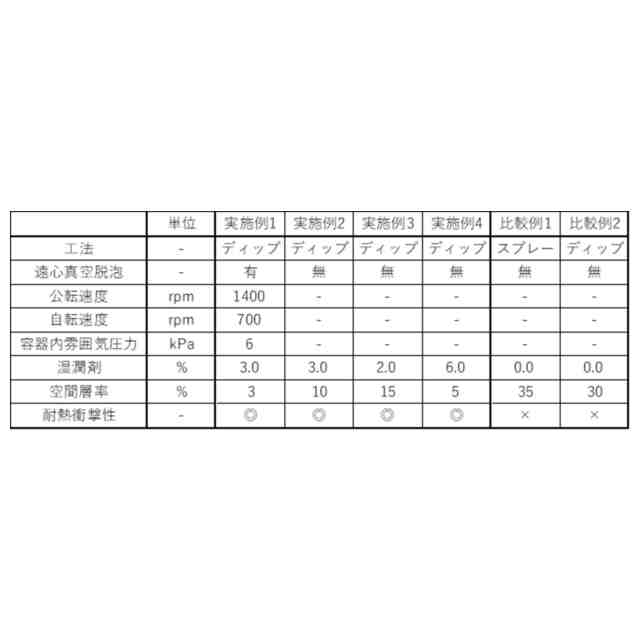
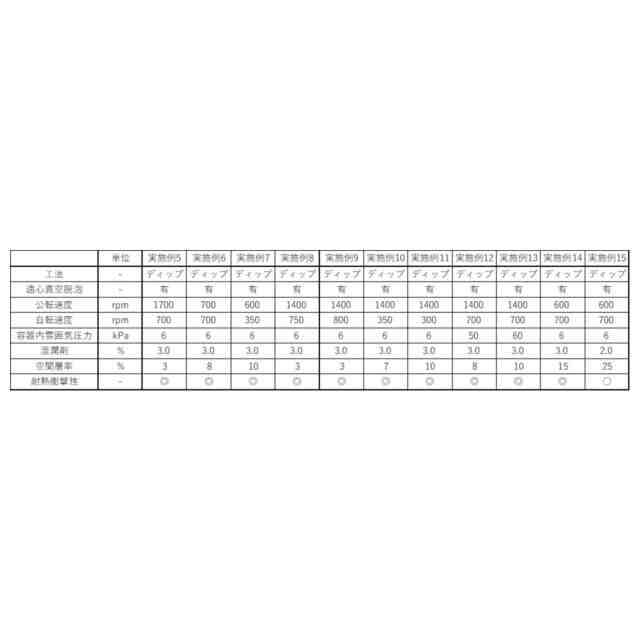
前記スラリー中の気泡を除去する工程では、前記スラリーを入れた容器を自転及び公転させ、前記容器の公転速度が700rpm以上1600rpm以下とされ、前記容器の自転速度が350rpm以上750rpm以下とされ、前記容器内の雰囲気圧力が50kPa以下とされている、
請求項5に記載の流体処理装置用筒状部材の製造方法。
【請求項7】
前記スラリー中の気泡を除去する工程では、前記スラリーを入れた容器を自転及び公転させ、前記容器の公転速度が前記容器の自転速度よりも速い、請求項5に記載の流体処理装置用筒状部材の製造方法。
【請求項8】
前記処理槽における前記スラリーの粘度は1dPa・s以上である、
請求項3に記載の流体処理装置用筒状部材の製造方法。
【請求項9】
前記スラリーのガラス質量部に対して、前記湿潤剤を2.0%以上含ませる、
請求項3に記載の流体処理装置用筒状部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、流体を処理するための流体処理装置に用いられる流体処理装置用筒状部材及びその流体処理装置用筒状部材の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
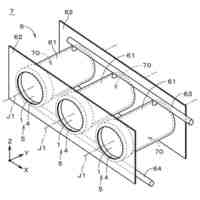
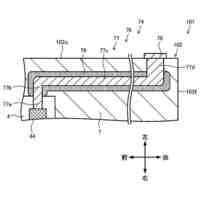
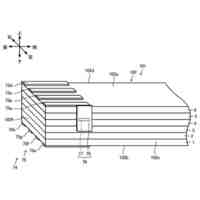
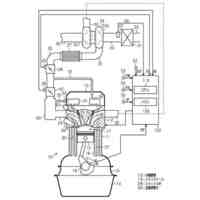
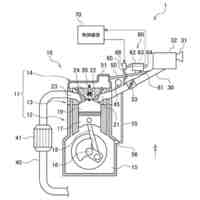
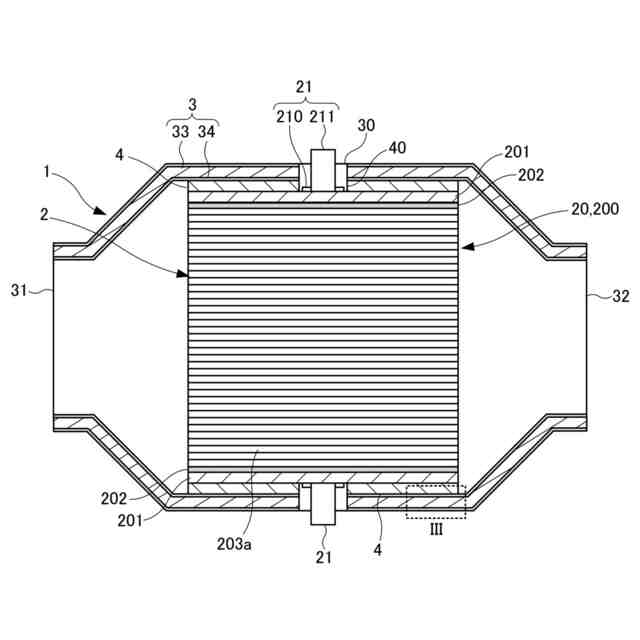
例えば自動車等において、エンジン始動時から排気ガスの浄化を高効率で行うため、通電加熱可能な流体処理装置の使用が検討されている。そのような流体処理装置は、金属製の筒状部材(キャン又は缶体)と、筒状部材の内部に配置された電気加熱式担体とを備えており、通電により電気加熱式担体を加熱して、電気加熱式担体に担持された触媒の温度を排気ガスの浄化に適した活性温度まで昇温させることができるように構成されている。
【0003】
電気加熱式担体が金属製の筒状部材と電気的に接触していると、電気加熱式担体に電圧を印加した際に筒状部材にも電流が流れ、エネルギーロスが生じる。そこで、下記の特許文献1のように、筒状部材を電気的に保護することを目的として、筒状部材内部を絶縁材で保護するという技術が知られている。特許文献1には「金属製の筒状本体と前記筒状本体の少なくとも内周面に設けられたガラスを含む絶縁層とを有する排ガス処理装置用筒状部材の製造方法であって、前記筒状本体の内周面に、絶縁層形成用塗工液を噴霧して塗膜を形成する工程と、前記塗膜を焼成して前記絶縁層を得る工程と、を含み、前記噴霧は、前記筒状本体をその長さ方向を回転軸にして回転させながら行われる、製造方法」が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-141162号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
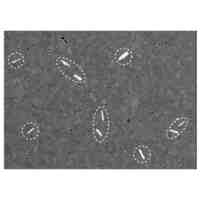
特許文献1に記載されたような方法で流体処理装置用筒状部材の製造を試みたところ、筒状部材が加熱された際に絶縁層の剥離が生じることがあった。本発明者らがその原因を種々検討したところ、絶縁層の剥離は絶縁層と筒状本体との界面に大きな空間層が形成されていることに起因するとの結論に至った。
【0006】
特に、上記の特許文献1では、絶縁層形成用塗工液の噴霧により塗膜を形成している。このため、塗膜内に気泡が多く含まれて、その気泡に起因して大きな空間層が形成されやすいと考えられる。噴霧による塗膜内の気泡を抑えるために、絶縁層形成用塗工液に筒状本体を浸漬して塗膜を形成するという別の方法を試みたが、筒状本体に対する絶縁層形成用塗工液の濡れ性が十分でない等の理由により、空間層の形成抑制に改善の余地が有った。
【0007】
本発明は、上記のような課題を解決するためになされたものであり、その目的の一つは、絶縁層の剥離を抑制できる流体処理装置用筒状部材を提供することである。また、本発明は、その目的の一つは、絶縁層の剥離を抑制できる流体処理装置用筒状部材をより確実に製造できる流体処理装置用筒状部材の製造方法を提供することである。
【課題を解決するための手段】
【0008】
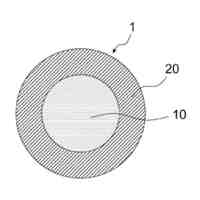
項目1.本発明は、一実施形態において、金属製の筒状本体と、筒状本体の内周面上に設けられたガラスを含む絶縁層とを備えている流体処理装置用筒状部材であって、筒状本体の表面には、平滑な基準面と、複数の凹部が形成された粗面とが設けられており、絶縁層は少なくとも粗面上に設けられており、筒状本体と絶縁層との界面には部分的に空間層が形成されており、筒状本体の内周面の断面画像において、粗面の最も凹んだ点を通るとともに基準面と平行な基準線を引き、基準線から筒状本体の内側に向けて20μmの厚みと120μmの幅とを有する領域を設定したとき、領域内の空間層の面積(VA)を領域内の筒状本体の面積(BA)、領域内の絶縁層の面積(IA)及び領域内の空間層の面積(VA)の合計値で除した空間層率(VA/(BA+IA+VA))が25%以下である、流体処理装置用筒状部材に関する。
【0009】
項目2.本発明は、絶縁層の厚みが30μm以上800μm以下である、項目1に記載の流体処理装置用筒状部材に関していてよい。
【0010】
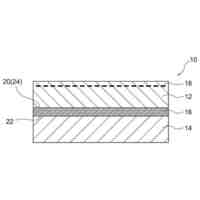
項目3.本発明は、一実施形態において、金属製の筒状本体と筒状本体の少なくとも内周面に設けられたガラスを含む絶縁層とを有する流体処理装置用筒状部材の製造方法であって、湿潤剤と、溶媒と、ガラス源とを含むスラリー原料を混錬し、絶縁層形成用塗工液としてのスラリーを作製する工程と、スラリーを作製した後に、処理槽に溜められたスラリーに筒状本体を浸漬することで筒状本体の少なくとも内周面に塗膜を形成する工程と、塗膜を形成した後に塗膜を焼成して絶縁層を得る工程とを含む、流体処理装置用筒状部材の製造方法に関する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本碍子株式会社
熱交換器
22日前
日本碍子株式会社
焼成システム
5日前
日本碍子株式会社
冷却システム
16日前
日本碍子株式会社
熱処理システム
18日前
日本碍子株式会社
吸引回収システム
19日前
日本碍子株式会社
ヒータ及び加熱部材
29日前
日本碍子株式会社
熱交換部材および熱交換器
22日前
日本碍子株式会社
センサ素子およびガスセンサ
25日前
日本碍子株式会社
センサ素子およびガスセンサ
25日前
日本碍子株式会社
センサ素子およびガスセンサ
25日前
日本碍子株式会社
センサ素子およびガスセンサ
25日前
日本碍子株式会社
土壌中の窒素成分量の測定方法
1か月前
日本碍子株式会社
蓄熱粒子、蓄熱部材及び蓄熱装置
29日前
日本碍子株式会社
複合基板および複合基板の製造方法
1か月前
日本碍子株式会社
流体処理装置用筒状部材及び流体処理装置
4日前
日本碍子株式会社
アルミナ質焼結体およびアルミナ質焼結体の製造方法
4日前
日本碍子株式会社
接合体
29日前
日本碍子株式会社
仮固定基板
10日前
日本碍子株式会社
流体処理装置用筒状部材及び流体処理装置用筒状部材の製造方法
4日前
日本碍子株式会社
ハニカムフィルタ
29日前
日本碍子株式会社
半導体製造装置用部材
23日前
日本碍子株式会社
アレースイッチ、移動体への給電システム、および、移動体への給電方法
19日前
NGKエレクトロデバイス株式会社
回路基板および半導体モジュールの製造方法
23日前
個人
発電システム
26日前
ボッシュ株式会社
排気浄化装置
9日前
トヨタ自動車株式会社
車両
29日前
トヨタ自動車株式会社
内燃機関
22日前
スズキ株式会社
内燃機関の還流装置
3日前
トヨタ自動車株式会社
内燃機関
26日前
トヨタ自動車株式会社
車両の制御装置
1か月前
ダイハツ工業株式会社
エンジン
1か月前
トヨタ自動車株式会社
車両の制御装置
10日前
ダイハツ工業株式会社
エンジン
5日前
株式会社三五
排気部品の取付装置
11日前
スズキ株式会社
内燃機関の気体分離装置
2日前
スズキ株式会社
可変動弁装置
16日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ