TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025095829
公報種別
公開特許公報(A)
公開日
2025-06-26
出願番号
2023212144
出願日
2023-12-15
発明の名称
搬送車
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
H01L
21/677 20060101AFI20250619BHJP(基本的電気素子)
要約
【課題】被加工物を破損させることなく搬送することができる搬送車を提供すること。
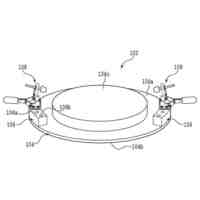
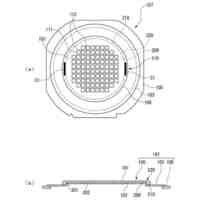
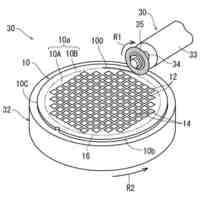
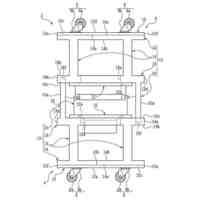
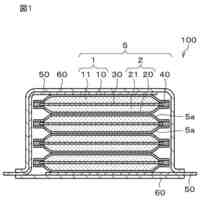
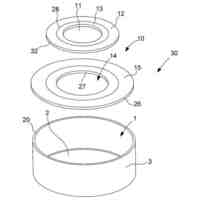
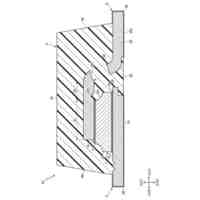
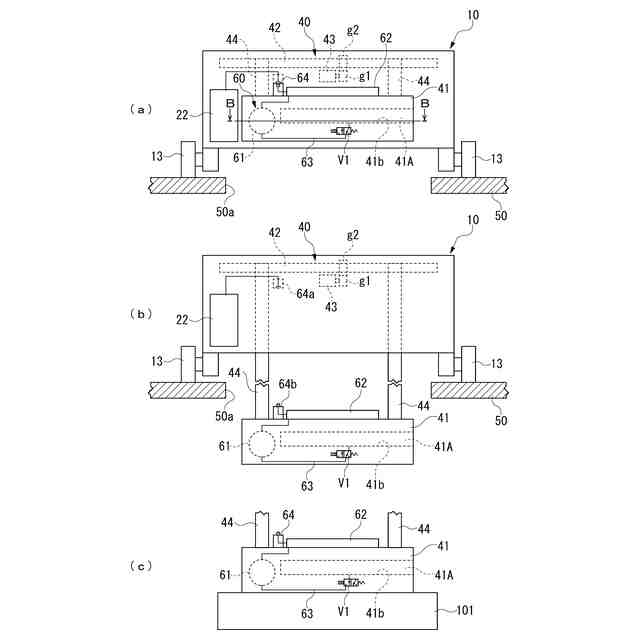
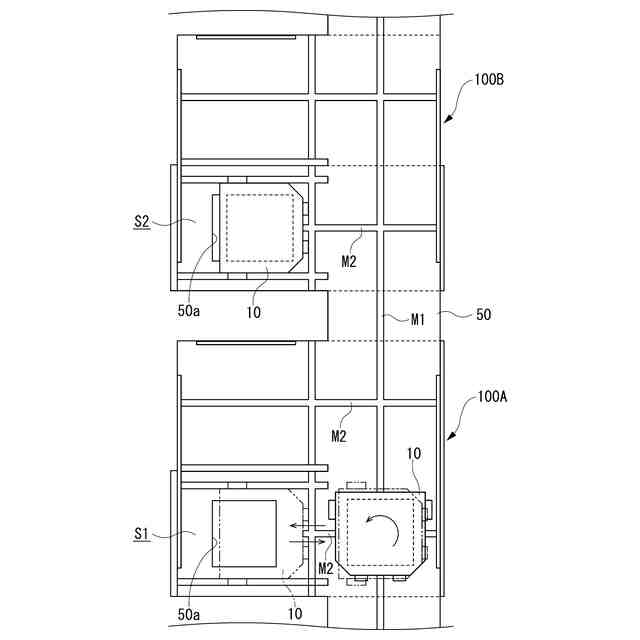
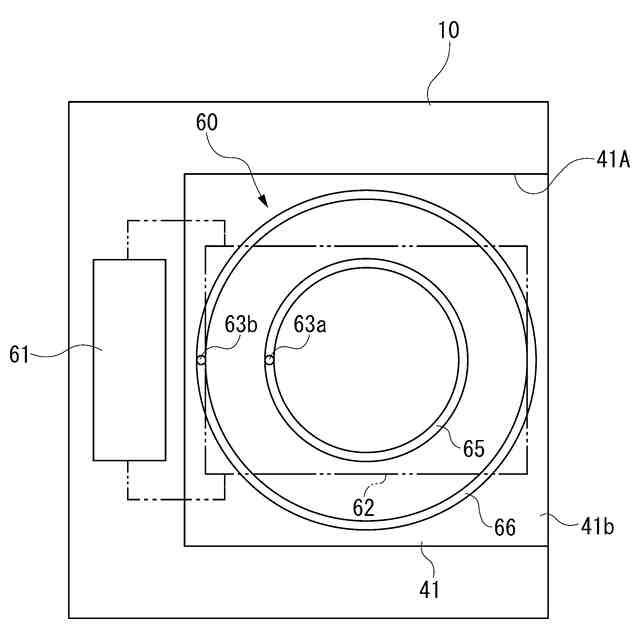
【解決手段】キャリア41にウェーハ(被加工物)Wを収容し加工装置100A,100B…の上方に配置した走行レーン50に沿って走行し、昇降機構40によってキャリア41を走行レーン50の開口部50aを鉛直方向に通過させて昇降させることによって、加工装置100A,100B…に対してワークセットWSを受け渡し及び受け取る搬送車10のキャリア41は、ワークセットWSを保持する保持機構60を備える。ここで、保持機構60は、例えば、バキュームポンプ61と、バッテリ62と、キャリア41の保持面41bに開口する吸引口63a,63bと、該吸引口63a,63bとバキュームポンプ61とを連通させる吸引路63と、を備える。
【選択図】図6
特許請求の範囲
【請求項1】
キャリアに被加工物を収容し加工装置の上方に配置した走行レーンに沿って走行し、昇降機構によって前記キャリアを前記走行レーンの開口部を鉛直方向に通過させて昇降させることによって、加工装置に対して被加工物を受け渡し及び受け取る搬送車であって、
前記キャリアは、被加工物を保持する保持機構を備えることを特徴とする搬送車。
続きを表示(約 390 文字)
【請求項2】
前記保持機構は、電動ポンプと、前記キャリアの保持面に開口する吸引口と、該吸引口と前記電動ポンプとを連通させる吸引路と、を備えることを特徴とする請求項1記載の搬送車。
【請求項3】
前記保持機構は、バッテリを含むことを特徴とする請求項2記載の搬送車。
【請求項4】
前記保持機構は、バキュームタンクと、前記キャリアの保持面に開口する吸引口と、該吸引口と前記バキュームタンクとを連通させる連通路と、該連通路を開閉するバルブと、を備えることを特徴とする請求項1記載の搬送車。
【請求項5】
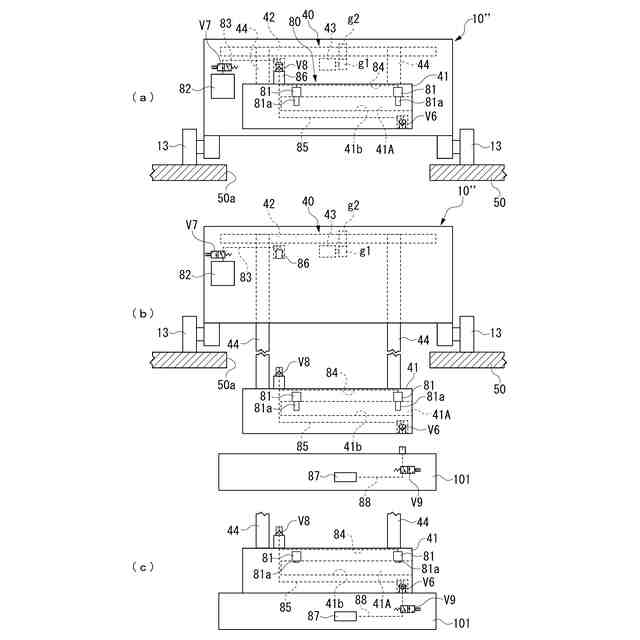
前記保持機構は、前記キャリアの保持面に被加工物を押し付ける押し付け機構であって、被加工物を前記キャリアの保持面に押し付ける押し部と、該押し部を前記保持面に垂直方向に移動させる移動機構と、を備えることを特徴とする請求項1記載の搬送車。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の加工装置の間を走行レーンに沿って走行して被加工物を各加工装置に搬送する搬送車に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
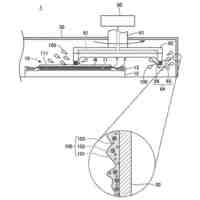
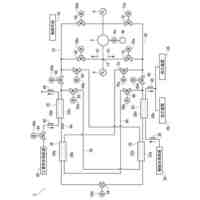
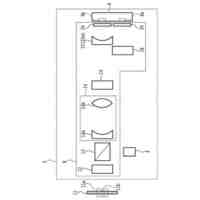
例えば、被加工物としてのウェーハを加工する研削装置などの加工装置は、クリーンルーム内に複数設置されているが、ウェーハを保持した搬送車(AGV:Automated Guided Vehicle)を加工装置の上方に設置された走行レーンに沿って走行させてウェーハを各加工装置に搬送する搬送システムが提案されている(例えば、特許文献1,2参照)。
【0003】
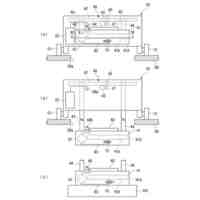
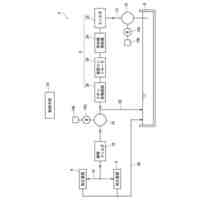
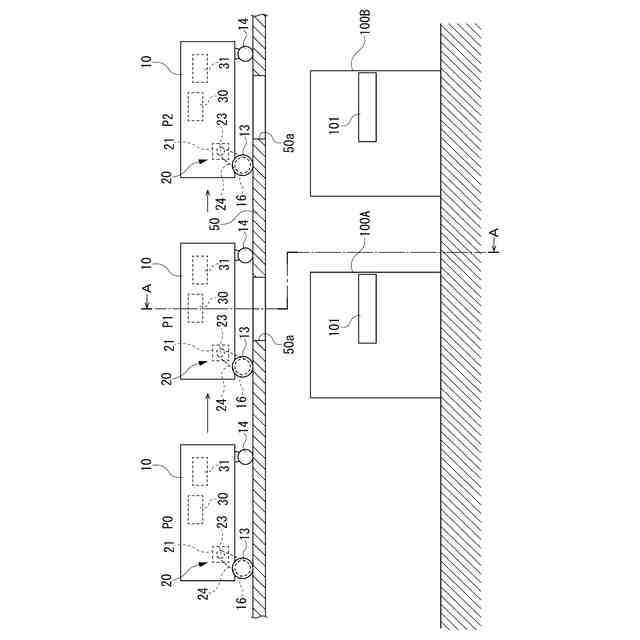
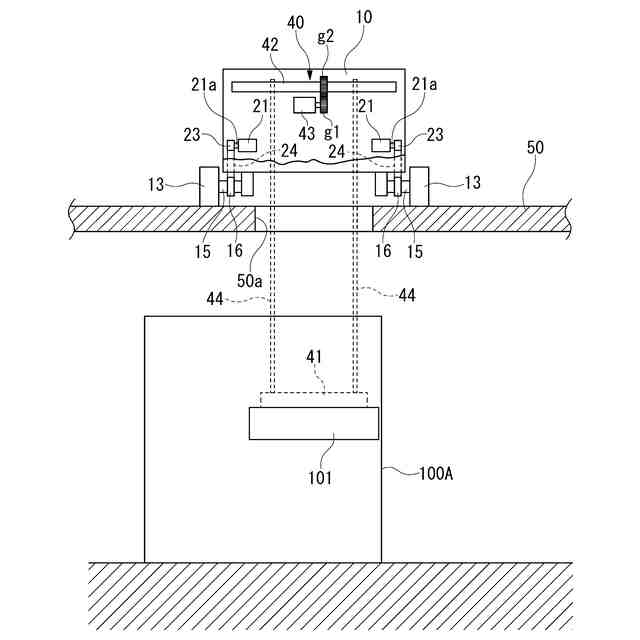
ところで、斯かる搬送システムにおいては、搬送車は、キャリアに被加工物であるウェーハを収容し、当該搬送車が加工装置の上方位置へと移動すると、昇降機構によってキャリアを走行レーンの開口部を鉛直方向に通過させて昇降させることによって、加工装置に対してウェーハを受け渡し及び受け取るようにしている。ここで、加工装置においては、搬出入ロボットによって搬送車のキャリアからウェーハを受け取って搬入し、このウェーハに所要の加工を施した後、加工が終了したウェーハを搬出入ロボットによって搬送車のキャリアへと受け渡して該キャリアに収容するようにしている。すると、昇降機構によってキャリアが走行レーンの開口部を通過して垂直上方へと移動し、該キャリアが搬送車の内部に格納され、キャリアを格納した搬送車は、次の加工装置に向かって走行レーン上を走行する。以下、同様の動作が繰り返されて搬送車が各加工装置の間を移動し、各加工装置にウェーハを受け渡すとともに、加工が終了したウェーハを加工装置から受け取る。
【先行技術文献】
【特許文献】
【0004】
特開2021-082741号公報
特開2023-083847号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
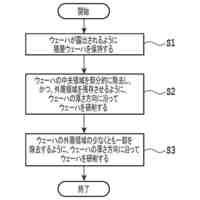
ところで、ウェーハの加工装置には、切削装置、レーザー加工装置、研磨装置などがあり、このような加工装置によって加工された薄いウェーハには、加工装置のチャックテーブルから離隔した後に反りが発生する場合がある。そして、反りが発生したウェーハをキャリアに収容して搬送車によって搬送している最中に該ウェーハに割れが発生し、ウェーハが破損するなどの問題が生じる可能性がある。
【0006】
本発明は、上記問題に鑑みてなされたもので、その目的は、被加工物を破損させることなく搬送することができる搬送車を提供することにある。
【課題を解決するための手段】
【0007】
上記目的を達成するための請求項1記載の発明は、キャリアに被加工物を収容し加工装置の上方に配置した走行レーンに沿って走行し、昇降機構によって前記キャリアを前記走行レーンの開口部を鉛直方向に通過させて昇降させることによって、加工装置に対して被加工物を受け渡し及び受け取る搬送車であって、前記キャリアは、被加工物を保持する保持機構を備えることを特徴とする。
【0008】
請求項2記載の発明は、請求項1記載の発明において、前記保持機構は、バキュームポンプと、前記キャリアの保持面に開口する吸引口と、該吸引口と前記バキュームポンプとを連通させる吸引路と、を備えることを特徴とする。
【0009】
請求項3記載の発明は、請求項2記載の発明において、前記保持機構は、バッテリを含むことを特徴とする。
【0010】
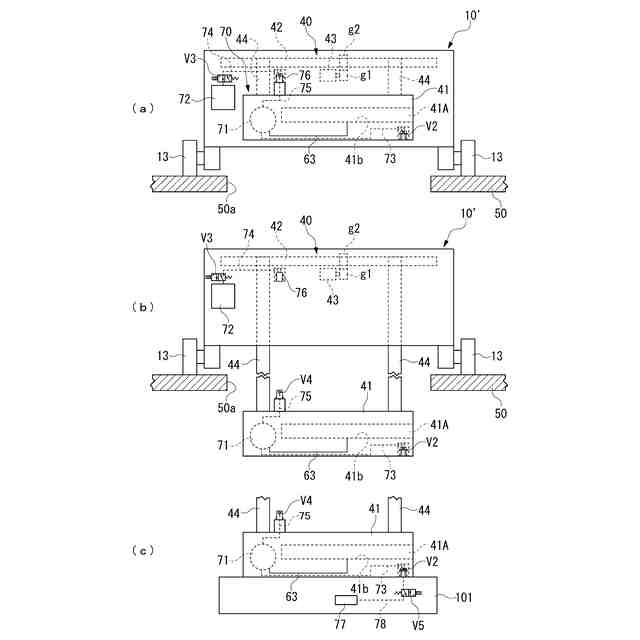
請求項4記載の発明は、請求項1記載の発明において、前記保持機構は、バキュームタンクと、前記キャリアの保持面に開口する吸引口と、該吸引口と前記バキュームタンクとを連通させる吸引路と、該吸引路を開閉するバルブと、を備えることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
砥石
9日前
株式会社ディスコ
搬送車
1日前
株式会社ディスコ
加工装置
1日前
株式会社ディスコ
研削方法
11日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
温度制御装置
15日前
株式会社ディスコ
機能水供給装置
1日前
株式会社ディスコ
加工水供給装置
2日前
株式会社ディスコ
工具着脱用治具
17日前
株式会社ディスコ
保持面形成方法
8日前
株式会社ディスコ
チップの製造方法
3日前
株式会社ディスコ
ウェーハの加工方法
1日前
株式会社ディスコ
被加工物の撮像方法
21日前
株式会社ディスコ
ウェーハの研削方法
18日前
株式会社ディスコ
ウエーハの加工方法
16日前
株式会社ディスコ
光学素子の加工方法
9日前
株式会社ディスコ
ウエーハの加工方法
9日前
株式会社ディスコ
ウェーハの製造方法
9日前
株式会社ディスコ
カメラ及び加工装置
21日前
株式会社ディスコ
処理装置及び処理方法
10日前
株式会社ディスコ
検出方法及び加工装置
4日前
株式会社ディスコ
切削装置及び検査装置
17日前
株式会社ディスコ
接合ウエーハの加工方法
2日前
株式会社ディスコ
切削ブレードのドレス方法
21日前
株式会社ディスコ
搬送用具及び部品の交換方法
4日前
株式会社ディスコ
被検査物の厚み表示方法、及び、計測装置
9日前
株式会社ディスコ
加工水用の添加剤及び被加工物の加工方法
8日前
株式会社ディスコ
切削ブレード、及び切削ブレードの製造方法
3日前
株式会社ディスコ
チャックテーブル及びチャックテーブルの製造方法
2日前
株式会社ディスコ
切削ブレードの診断方法、被加工物の切削方法及び加工装置
15日前
APB株式会社
二次電池
15日前
日東精工株式会社
端子部品
9日前
レナタ・アーゲー
電池
4日前
株式会社電知
組電池の製造方法
22日前
株式会社クオルテック
空気電池
1日前
ローム株式会社
半導体装置
16日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ