TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099214
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023215690
出願日
2023-12-21
発明の名称
切削ブレードの診断方法、切削方法及び加工装置
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
49/12 20060101AFI20250626BHJP(研削;研磨)
要約
【課題】切削ブレードの状態を適切に診断することが可能な切削ブレードの診断方法を提供する。
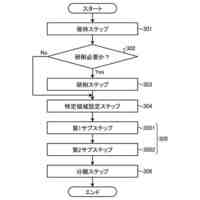
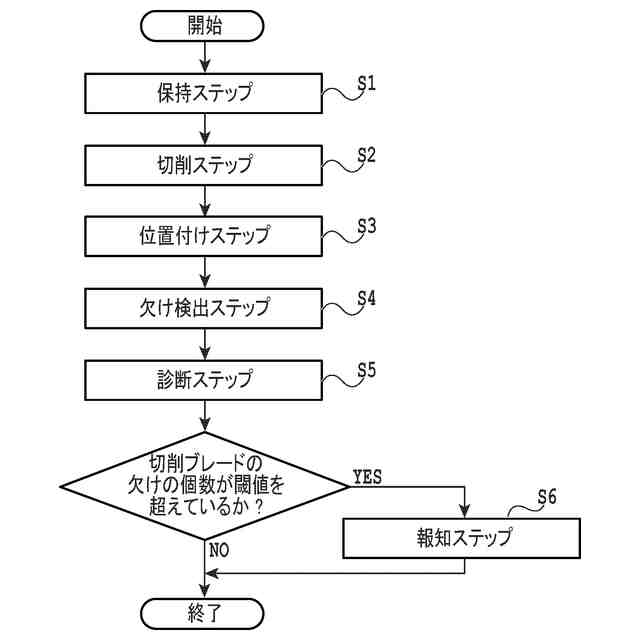
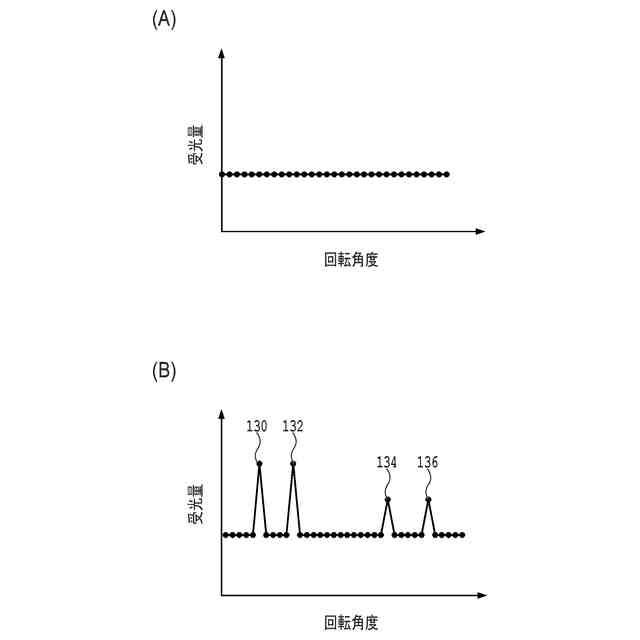
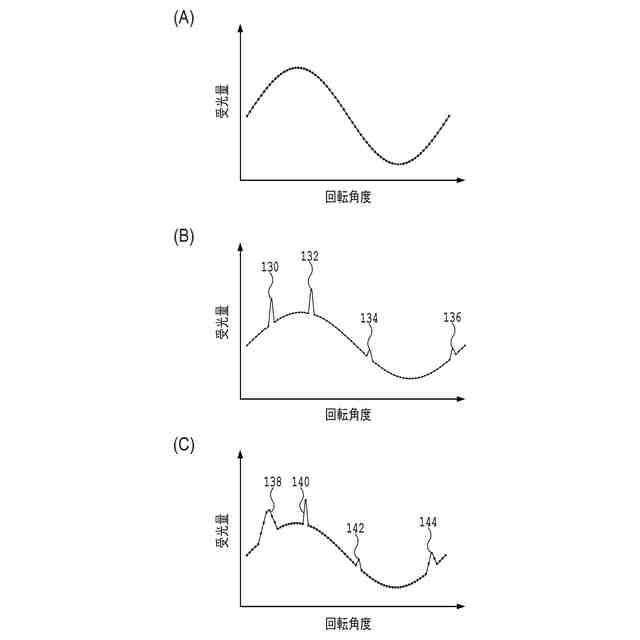
【解決手段】切削ブレードの状態を診断する切削ブレードの診断方法であって、光を照射する投光部と、該投光部から照射された該光を受光する受光部と、の間に、該切削ブレードの先端領域を位置付ける位置付けステップと、該位置付けステップの後、該投光部から該受光部に向かって該光を照射し、該受光部の受光量に基づいて該切削ブレードの該先端領域の一部又は全体に存在する欠けの大きさ及び個数を算出する欠け算出ステップと、該欠け算出ステップにおいて算出された該欠けの大きさ及び個数に基づいて該切削ブレードの状態を診断する診断ステップと、を含む切削ブレードの診断方法を提供する。
【選択図】図6
特許請求の範囲
【請求項1】
切削ブレードの状態を診断する切削ブレードの診断方法であって、
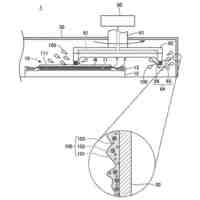
光を照射する投光部と、該投光部から照射された該光を受光する受光部と、の間に、該切削ブレードの先端領域を位置付ける位置付けステップと、
該位置付けステップの後、該投光部から該受光部に向かって該光を照射し、該受光部の受光量に基づいて該切削ブレードの該先端領域の一部又は全体に存在する欠けの大きさ及び個数を算出する欠け算出ステップと、
該欠け算出ステップにおいて算出された該欠けの大きさ及び個数に基づいて該切削ブレードの状態を診断する診断ステップと、を含む切削ブレードの診断方法。
続きを表示(約 1,300 文字)
【請求項2】
該欠けの大きさは、該欠けの長さ又は幅である請求項1に記載の切削ブレードの診断方法。
【請求項3】
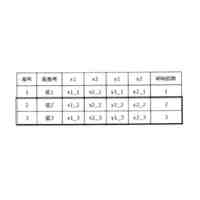
該欠け算出ステップでは、該欠けの大きさごとの個数を算出し、
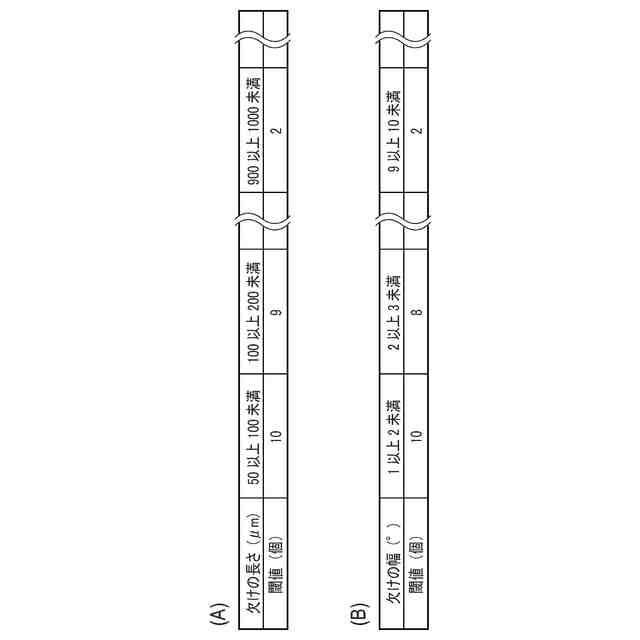
該診断ステップでは、該欠けの大きさごとの個数と、該欠けの大きさごとに設定された該欠けの個数の基準値とを比較することにより、該切削ブレードの状態を診断する請求項1又は2に記載の切削ブレードの診断方法。
【請求項4】
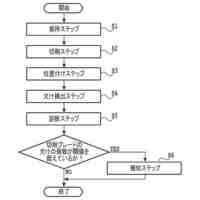
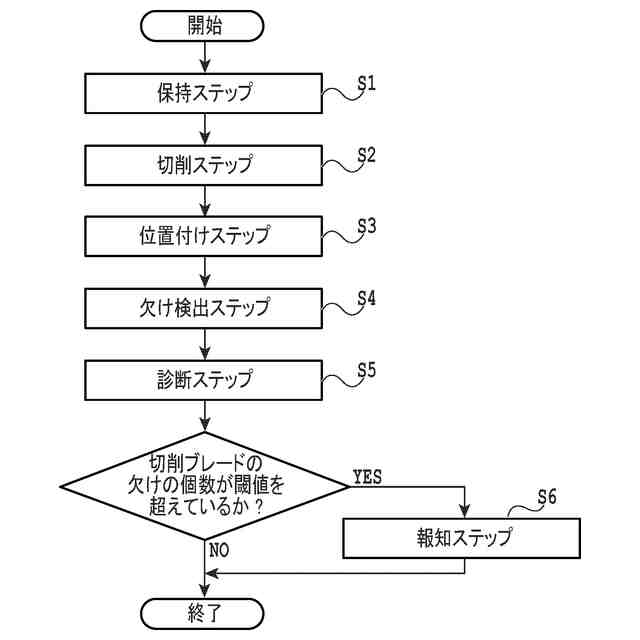
被加工物を切削する切削方法であって、
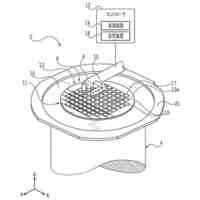
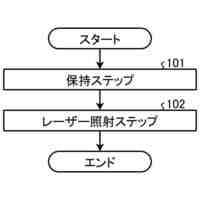
保持テーブルにより該被加工物を保持する保持ステップと、
該保持ステップの後、切削ブレードを回転させつつ該切削ブレードと該保持テーブルとを相対的に移動させることにより、該切削ブレードを該被加工物に切り込ませて該被加工物を切削する切削ステップと、
光を照射する投光部と、該投光部から照射された該光を受光する受光部と、の間に、該切削ブレードの先端領域を位置付ける位置付けステップと、
該位置付けステップの後、該投光部から該受光部に向かって該光を照射し、該受光部の受光量に基づいて該切削ブレードの該先端領域の一部又は全体に存在する欠けの大きさ及び個数を算出する欠け算出ステップと、
該欠け算出ステップにおいて算出された該欠けの大きさ及び個数に基づいて該切削ブレードの状態を診断する診断ステップと、を含む切削方法。
【請求項5】
該欠けの大きさは、該欠けの長さ又は幅である請求項4に記載の切削方法。
【請求項6】
該欠け算出ステップでは、該欠けの大きさごとの個数を算出し、
該診断ステップでは、該欠けの大きさごとの個数と、該欠けの大きさごとに設定された該欠けの個数の基準値とを比較することにより、該切削ブレードの状態を診断する請求項4又は5に記載の切削方法。
【請求項7】
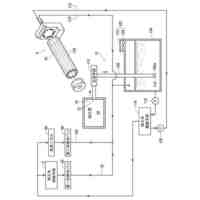
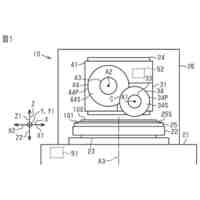
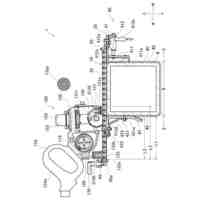
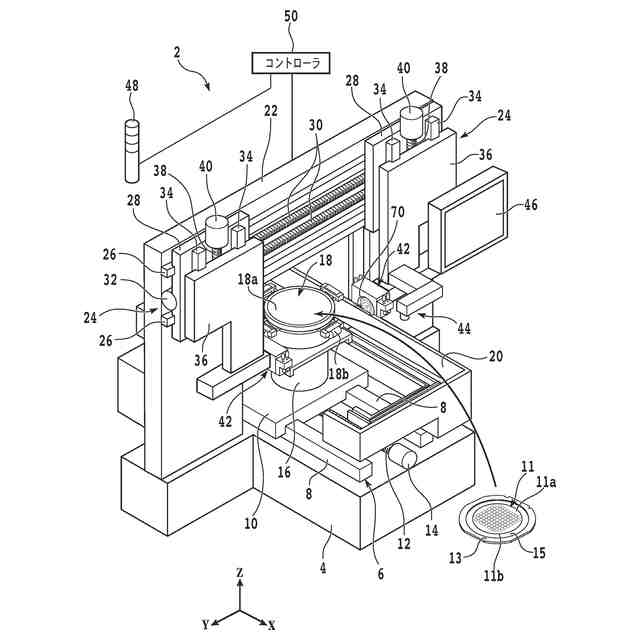
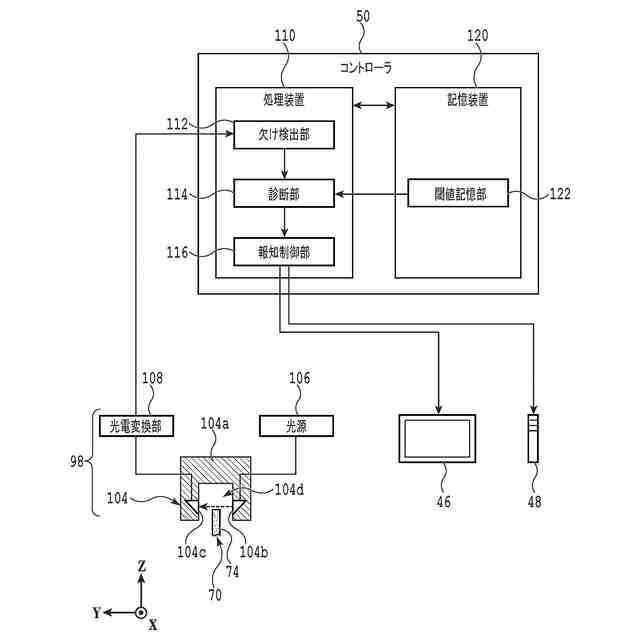
被加工物を加工する加工装置であって、
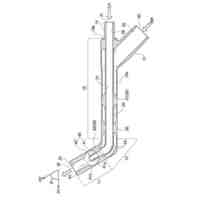
該被加工物を切削する切削ブレードが装着されるスピンドルと、
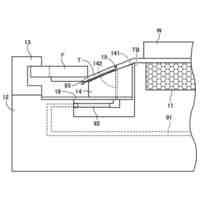
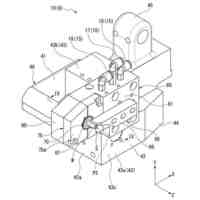
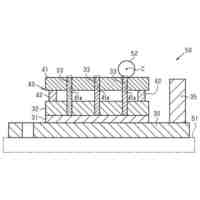
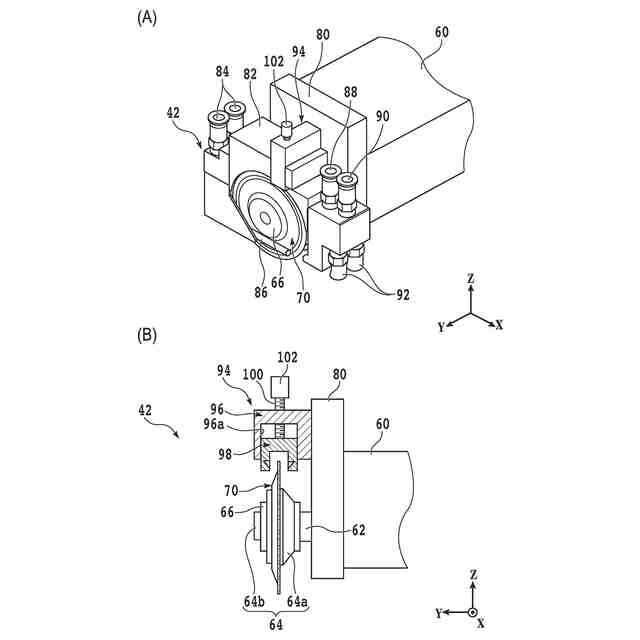
光を照射する投光部と、該投光部から照射された光を受光する受光部と、を有する刃先検出ユニットと、
処理装置と、記憶装置と、を有し、該記憶装置に記憶されているプログラムに従い該切削ブレード及び該刃先検出ユニットの動作を制御できるコントローラと、を備え、
該コントローラは、該プログラムに従い、
該切削ブレードの先端領域を該投光部と該受光部との間に位置付ける手順と、
該投光部から該受光部に向かって該光を照射し、該受光部の受光量に基づいて該切削ブレードの該先端領域の一部又は全体に存在する欠けの大きさ及び個数を算出する手順と、
算出された該欠けの大きさ及び個数に基づいて該切削ブレードの状態を診断する手順と、を実行する加工装置。
【請求項8】
該欠けの大きさは、該欠けの長さ又は幅である請求項7に記載の加工装置。
【請求項9】
該コントローラは、該欠けの大きさごとの個数を算出し、該欠けの大きさごとの個数と、該欠けの大きさごとに設定された該欠けの個数の基準値とを比較することにより、該切削ブレードの状態を診断する請求項7又は8に記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削ブレードの診断方法、切削方法及び加工装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
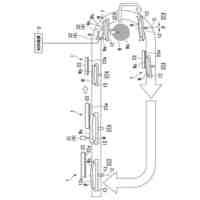
携帯電話機やPC(Personal Computer)等の電子機器に利用されるデバイスチップの製造工程においては、例えば、シリコンからなるウェーハが用いられる。ウェーハの表面側には、複数本の分割予定ライン(ストリート)が格子状に設定される。複数本の分割予定ラインにより区画された複数個の領域のそれぞれには、IC(Integrated Circuit)等のデバイスが形成される。ウェーハは、その裏面側が研削装置等で研削されることにより、所定の厚みに薄化される。そして、所定の厚みに形成されたウェーハを切削装置に装着された切削ブレードで分割予定ラインに沿って切削することにより、ウェーハが個々のデバイスチップに分割される(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2015-174205号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
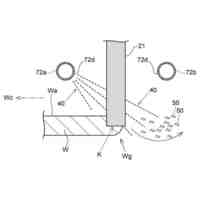
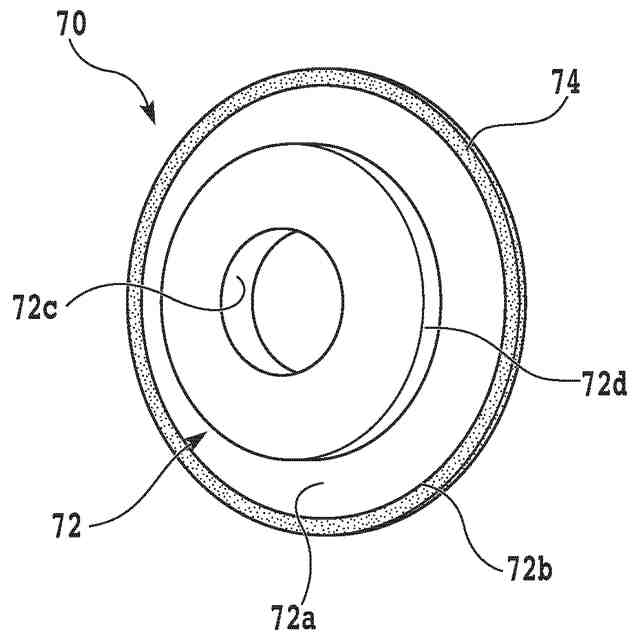
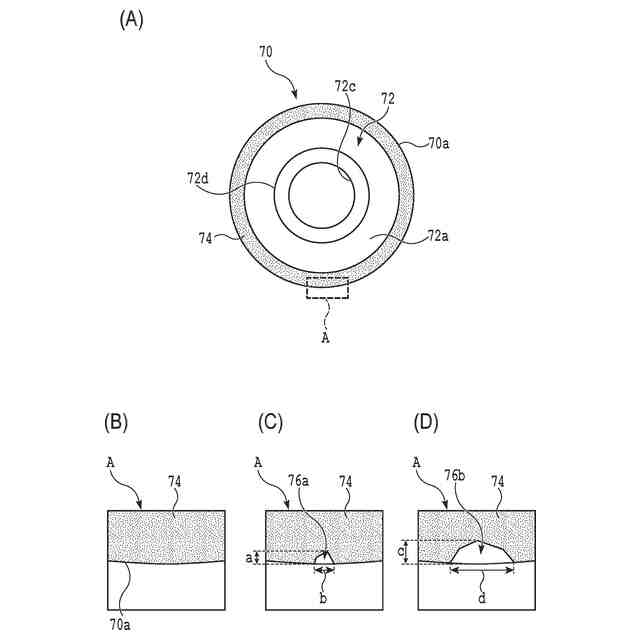
ところで、切削ブレードによりウェーハ等の被加工物を切削する際には、被加工物と接触する切削ブレードの先端領域(刃先)に負荷がかかり、欠けが生じることがある。切削ブレードに欠けが生じている状態で被加工物が切削されると、被加工物の加工不良や切削ブレードの破損が生じるおそれがある。したがって、被加工物の加工不良や切削ブレードの破損を防止するために、切削ブレードの先端領域に生じた欠けを適時に検出することが必要になる。そこで、被加工物の切削の前後又は切削中に、切削ブレードに欠けが発生しているか否かを確認する診断が行われることがある。
【0005】
上記の診断では、例えば、被加工物の切削に悪影響を与えない欠けの大きさの許容範囲が予め設定され、切削ブレードに形成されている欠けの大きさが許容範囲に収まっているか否かが判定される。しかしながら、切削ブレードに生じた欠けの大きさが許容範囲内であっても、欠けの密度が高い場合や欠けが形成されている範囲が広い場合には、被加工物に切削に悪影響を及ぼす可能性が高まる。その結果、切削ブレードが正常であると診断されたにも関わらず、加工不良や切削ブレードの破損が生じるおそれがある。
【0006】
本発明は、上記事情に鑑み、切削ブレードの状態を適切に診断することが可能な切削ブレードの診断方法、切削方法及び加工装置を提供することにある。
【課題を解決するための手段】
【0007】
本発明の一側面によれば、切削ブレードの状態を診断する切削ブレードの診断方法であって、光を照射する投光部と、該投光部から照射された該光を受光する受光部と、の間に、該切削ブレードの先端領域を位置付ける位置付けステップと、該位置付けステップの後、該投光部から該受光部に向かって該光を照射し、該受光部の受光量に基づいて該切削ブレードの該先端領域の一部又は全体に存在する欠けの大きさ及び個数を算出する欠け算出ステップと、該欠け算出ステップにおいて算出された該欠けの大きさ及び個数に基づいて該切削ブレードの状態を診断する診断ステップと、を含む切削ブレードの診断方法が提供される。
【0008】
好ましくは、該欠けの大きさは、該欠けの長さ又は幅である。
【0009】
好ましくは、該欠け算出ステップでは、該欠けの大きさごとの個数を算出し、該診断ステップでは、該欠けの大きさごとの個数と、該欠けの大きさごとに設定された該欠けの個数の基準値とを比較することにより、該切削ブレードの状態を診断する。
【0010】
また、本発明の別の一側面によれば、被加工物を切削する切削方法であって、保持テーブルにより該被加工物を保持する保持ステップと、該保持ステップの後、切削ブレードを回転させつつ該切削ブレードと該保持テーブルとを相対的に移動させることにより、該切削ブレードを該被加工物に切り込ませて該被加工物を切削する切削ステップと、光を照射する投光部と、該投光部から照射された該光を受光する受光部と、の間に、該切削ブレードの先端領域を位置付ける位置付けステップと、該位置付けステップの後、該投光部から該受光部に向かって該光を照射し、該受光部の受光量に基づいて該切削ブレードの一部又は全体に存在する欠けの大きさ及び個数を算出する欠け算出ステップと、該欠け算出ステップにおいて算出された該欠けの大きさ及び個数に基づいて該切削ブレードの状態を診断する診断ステップと、を含む切削方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
処理装置
2日前
株式会社ディスコ
チップの製造方法
2日前
株式会社ディスコ
レーザー加工方法
2日前
株式会社ディスコ
LEDチップ配設方法
2日前
株式会社ディスコ
研削ホイール及び研削方法
2日前
株式会社ディスコ
分離起点形成方法及び分離方法
3日前
株式会社ディスコ
切削ブレードの診断方法、切削方法及び加工装置
2日前
個人
研磨体
24日前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
19日前
シンクス株式会社
ボード切断装置
1か月前
不二空機株式会社
可搬型動力工具
19日前
大同特殊鋼株式会社
疵研削順序決定方法
1か月前
株式会社リブラ
ブラスト加工装置
2か月前
株式会社ディスコ
砥石
17日前
株式会社IHI
ブラストガン
4か月前
トヨタ自動車株式会社
バリ取り装置
3か月前
オークマ株式会社
円筒研削盤
9日前
株式会社精工技研
研磨装置および研磨方法
2か月前
キヤノン電子株式会社
加工工具、及び、加工装置
3か月前
株式会社ディスコ
加工方法、及び、切削装置
2か月前
JFEスチール株式会社
鋼帯のブラシ研削方法
1か月前
嘉澤端子工業股分有限公司
グラインダー
1か月前
株式会社ディスコ
加工装置
4か月前
日本特殊研砥株式会社
超弾性砥石
2か月前
信越半導体株式会社
洗浄処理装置
4か月前
リックス株式会社
ドライアイス噴射装置
4か月前
NTN株式会社
加工装置
3か月前
中村留精密工業株式会社
レンズ保持装置
1か月前
株式会社ディスコ
加工方法
1か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社東京精密
ワーク加工装置
1か月前
株式会社プロテリアル
焼結磁石の製造方法
2か月前
セイコーインスツル株式会社
研削盤
1か月前
トヨタ紡織株式会社
プレス金型の研磨方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ