TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099645
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216457
出願日
2023-12-22
発明の名称
研削ホイール及び研削方法
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24D
5/10 20060101AFI20250626BHJP(研削;研磨)
要約
【課題】パイプ砥石の内周面への研削屑の付着を防いで研削屑により研削力低下による被加工物に深い傷をつけることを防ぐことができる研削ホイール及び研削方法を提供すること。
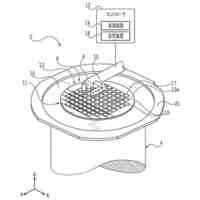
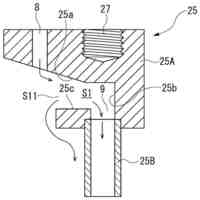
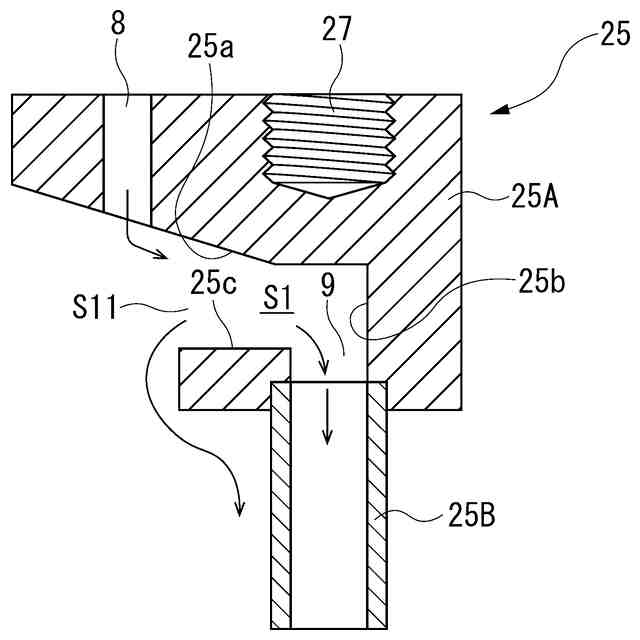
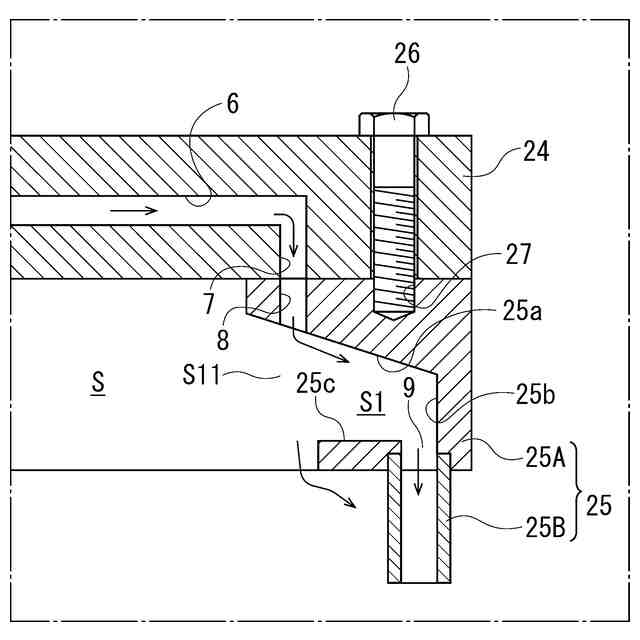
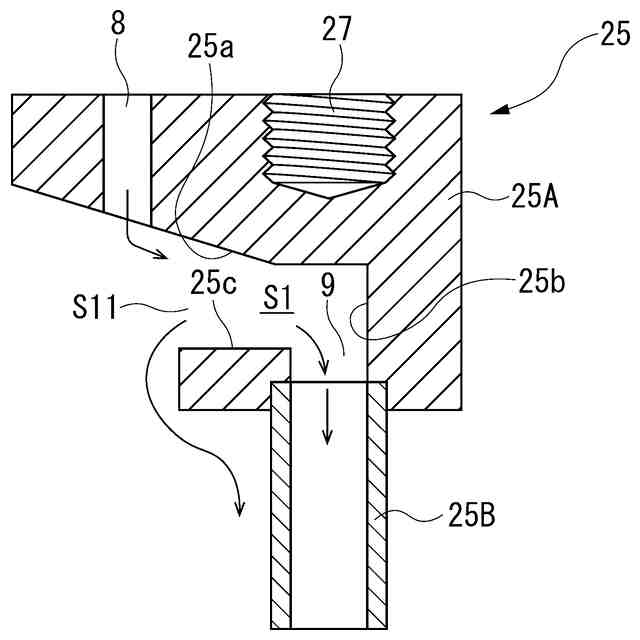
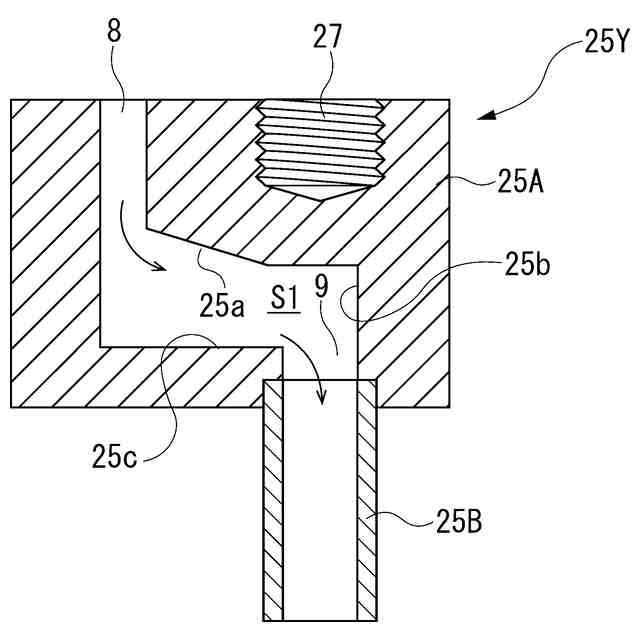
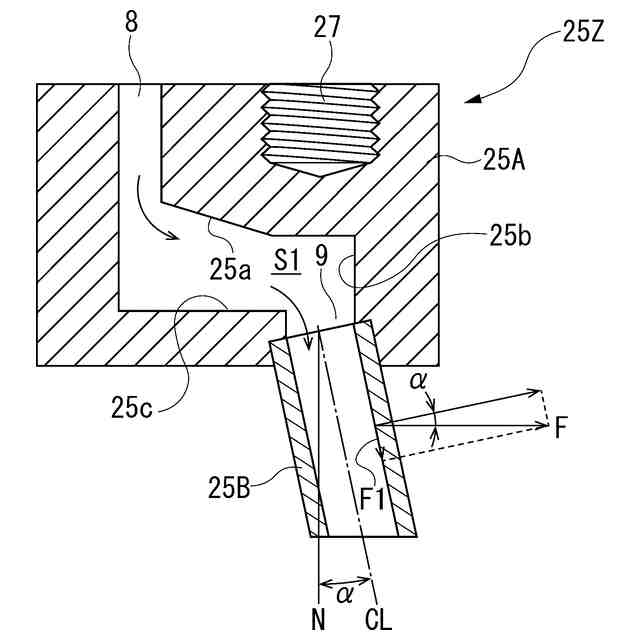
【解決手段】環状基台25Aと、該環状基台25Aに環状に配置された複数のパイプ砥石25Bと、該パイプ砥石25Bに研削水を供給する研削水供給部を備えた研削ホイール25において、研削水供給部は、環状基台25Aの装着面と反対面との間に形成されたリング状の研削水滞留部S1と、装着面に開口する給水孔8と、研削水滞留部S1とパイプ砥石25Bの内部とを連通させる送水孔9を備えている。また、研削方法は、研削ホイール25の回転による遠心力によって研削水を環状基台25Aの研削水滞留部S1に一時的に滞留させ、この滞留させた研削水をパイプ砥石25Bの内部に供給しながら該パイプ砥石25Bによって樹脂R(被加工物)を研削する方法である。
【選択図】図6
特許請求の範囲
【請求項1】
装着面がスピンドルマウントに装着される環状基台と、該環状基台の前記装着面とは反対側の反対面に環状に配置された複数のパイプ砥石と、該パイプ砥石に研削水を供給する研削水供給部とを備え、前記パイプ砥石よって被加工物を研削する研削ホイールであって、
前記研削水供給部は、
前記環状基台の前記装着面と前記反対面との間に形成されたリング状の研削水滞留部と、
前記装着面に開口する給水孔と、
前記研削水滞留部と前記パイプ砥石の内部とを連通させる送水孔と、
を備えることを特徴とする研削ホイール。
続きを表示(約 380 文字)
【請求項2】
前記研削水滞留部は、大気中に開口するリング状の環状開口部を内周面に有することを特徴とする請求項1記載の研削ホイール。
【請求項3】
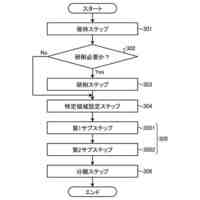
請求項1記載の研削ホイールの複数の前記パイプ砥石の内部に研削水を供給しながら、該パイプ砥石によって被加工物を研削する研削方法であって、
前記研削ホイールの回転による遠心力によって研削水を前記研削水滞留部に一時的に溜め、この溜められた研削水を前記パイプ砥石の上端から該パイプ砥石の内部に供給しながら前記パイプ砥石の下端によって被加工物を研削することを特徴とする研削方法。
【請求項4】
前記研削水滞留部から研削水を前記パイプ砥石の内部に供給するとともに、前記研削水滞留部から溢れ出た研削水を前記パイプ砥石の外周面に供給することを特徴とする請求項3記載の研削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のパイプ砥石によって被加工物を研削する研削ホイールと、該研削ホイールを用いてチャックテーブルに保持された被加工物を研削する研削方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
各種電子機器に用いられるICやLSIなどの半導体デバイスの製造工程においては、半導体デバイスの小型化と軽量化のために、ウェーハの裏面が研削装置によって研削されて所定の厚みまで薄化されている。このような研削装置には、環状基台に円環状に配置された複数のパイプ砥石の下面をウェーハに接触させて該ウェーハを研削する研削ホイールをスピンドルの先端に装着している(例えば、特許文献1,2参照)。このような研削装置においては、ウェーハを研削加工しているときには、各パイプ砥石の内部に研削水を供給することによって、該パイプ砥石とウェーハとの接触部(研削部)を研削水によって冷却するとともに、ウェーハの研削によって発生する研削屑を研削水によって洗い流すようにしている。
【先行技術文献】
【特許文献】
【0003】
特開平02-160475号公報
特開2000-269174号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、各パイプ砥石の内部に供給される研削水は、研削ホイールの回転による遠心力を受けるため、各パイプ砥石の内部において研削ホイールの径方向外側に研削水が偏った状態で流下するため、研削屑がパイプ砥石の下端から内部に侵入し、各パイプ砥石の内周面に付着する。この付着した研削屑が、各パイプ砥石の下端と被加工物の上面との間に挟入してパイプ砥石の研削力を低下させて被加工物の上面に深い傷をつけるという問題が発生する。
【0005】
本発明は、上記問題に鑑みてなされたもので、その目的は、パイプ砥石の内周面への研削屑の付着を防いで研削屑により研削力低下による被加工物に深い傷をつけることを防ぐことができる研削ホイール及び研削方法を提供することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するための本発明は、装着面がスピンドルマウントに装着される環状基台と、該環状基台の前記装着面とは反対側の反対面に環状に配置された複数のパイプ砥石と、該パイプ砥石に研削水を供給する研削水供給部とを備え、前記パイプ砥石よって被加工物を研削する研削ホイールであって、前記研削水供給部は、前記環状基台の前記装着面と前記反対面との間に形成されたリング状の研削水滞留部と、前記装着面に開口する給水孔と、前記研削水滞留部と前記パイプ砥石の内部とを連通させる送水孔と、を備えることを特徴とする。
【0007】
また、本発明は、前記研削ホイールの複数の前記パイプ砥石の内部に研削水を供給しながら、該パイプ砥石によって被加工物を研削する研削方法であって、前記研削ホイールの回転による遠心力によって研削水を前記研削水滞留部に一時的に滞留させ、この滞留させた研削水を前記パイプ砥石の上端から該パイプ砥石の内部に供給しながら前記パイプ砥石の下端によって被加工物を研削することを特徴とする。
【発明の効果】
【0008】
本発明によれば、環状基台の給水孔から噴出する研削水は、研削ホイールの回転による遠心力によって研削水滞留部に一時的に滞留された後に各パイプ砥石の内部に供給されるため、各パイプ砥石に研削水が均一に供給され、研削水に含まれる研削屑の各パイプ砥石の内側面への付着が抑制される。この結果、パイプ砥石の内周面への研削屑の付着が防がれ、研削屑により研削力低下による被加工物に深い傷をつけることを防ぐことができるという効果が得られる。
【図面の簡単な説明】
【0009】
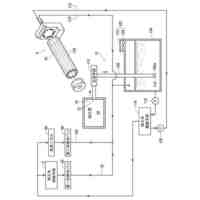
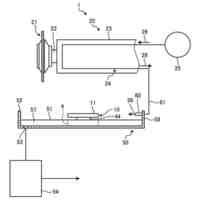
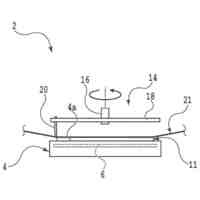
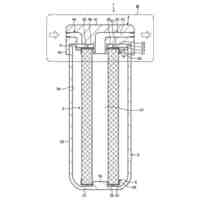
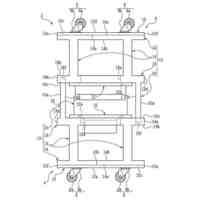
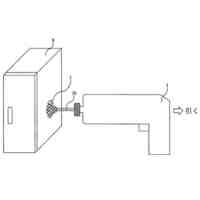
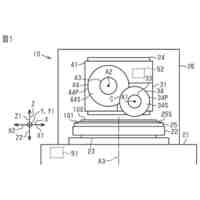
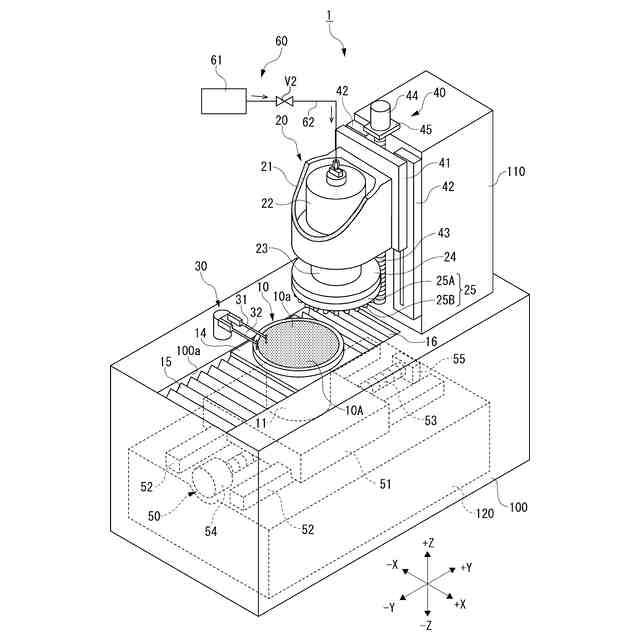
本発明に係る研削ホイールを備える研削装置の斜視図である。
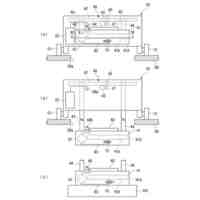
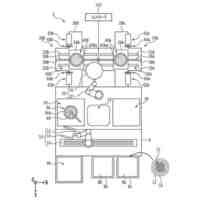
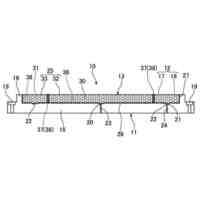
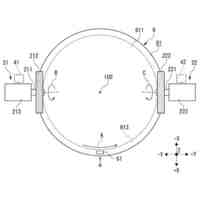
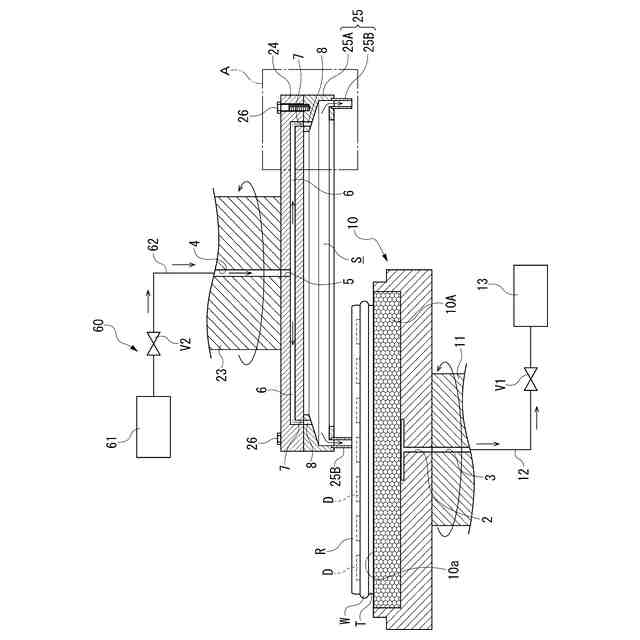
図1に示す研削装置要部の側断面図である。
図3のA部拡大詳細図である。
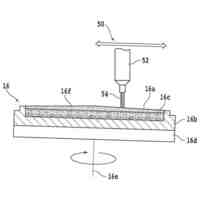
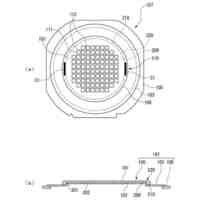
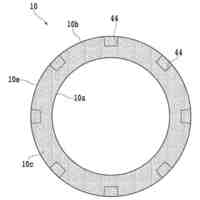
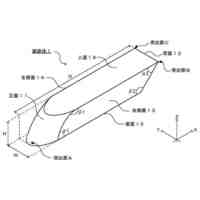
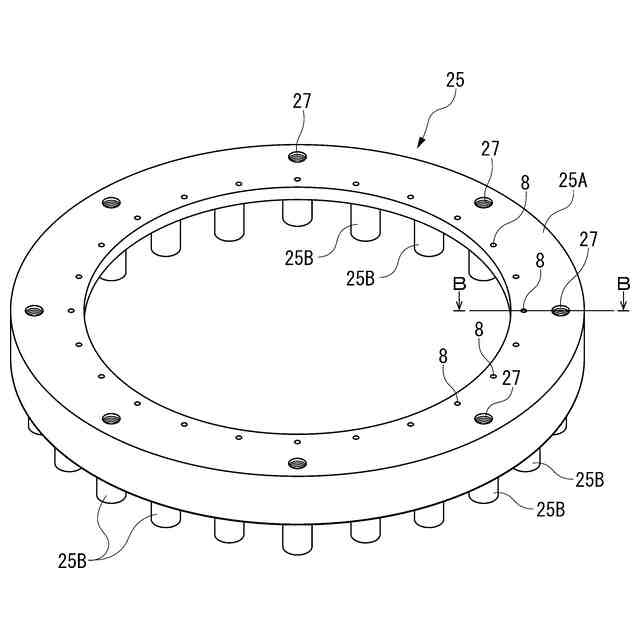
本発明に係る研削ホイールを斜め上方から見た斜視図である。
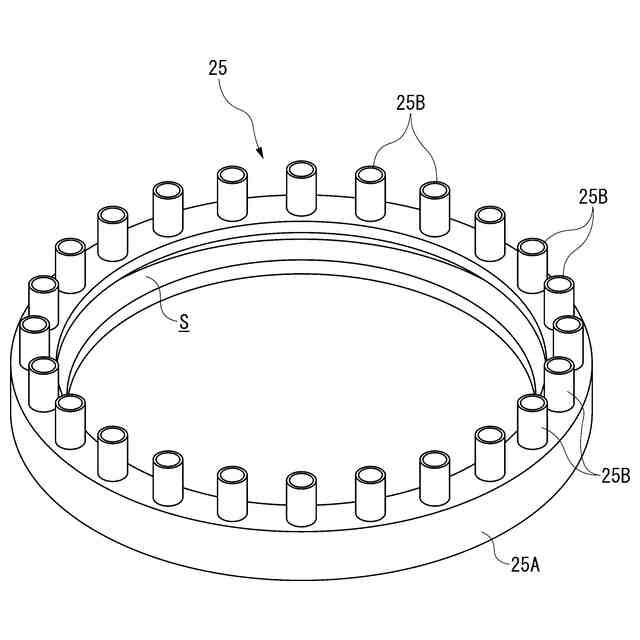
本発明に係る研削ホイールを斜め下方から見た斜視図である。
図4のB-B線拡大断面図である。
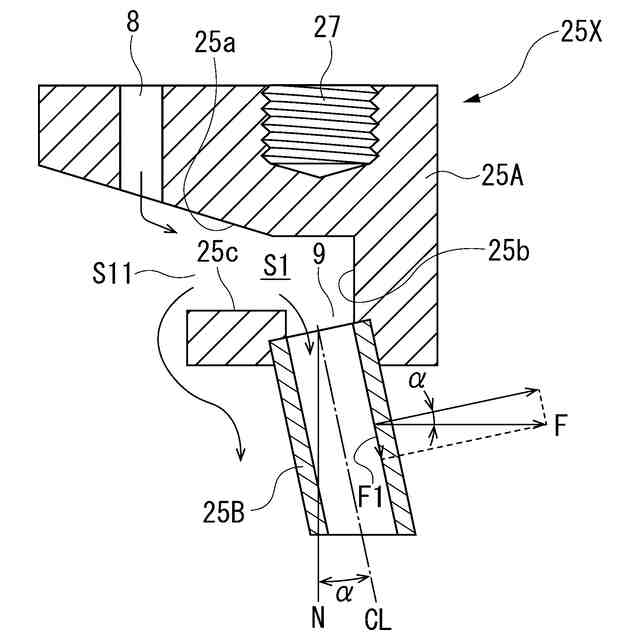
本発明に係る研削ホイールの第1変更例を示す図6と同様の図である。
本発明に係る研削ホイールの第2変更例を示す図6と同様の図である。
本発明に係る研削ホイールの第3変更例を示す図6と同様の図である。
【発明を実施するための形態】
【0010】
以下に本発明の実施の形態を添付図面に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
搬送車
9日前
株式会社ディスコ
加工装置
17日前
株式会社ディスコ
処理装置
2日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
加工装置
4日前
株式会社ディスコ
保持面形成方法
16日前
株式会社ディスコ
加工水供給装置
10日前
株式会社ディスコ
機能水供給装置
9日前
株式会社ディスコ
チップの製造方法
2日前
株式会社ディスコ
レーザー加工方法
2日前
株式会社ディスコ
チップの製造方法
11日前
株式会社ディスコ
ウェーハの製造方法
17日前
株式会社ディスコ
ウェーハの加工方法
9日前
株式会社ディスコ
フィルターユニット
4日前
株式会社ディスコ
保護テープ貼着方法
4日前
株式会社ディスコ
LEDチップ配設方法
2日前
株式会社ディスコ
検出方法及び加工装置
12日前
株式会社ディスコ
接合ウエーハの加工方法
10日前
株式会社ディスコ
清掃装置および清掃方法
5日前
株式会社ディスコ
研削ホイール及び研削方法
2日前
株式会社ディスコ
搬送用具及び部品の交換方法
12日前
株式会社ディスコ
分離起点形成方法及び分離方法
3日前
株式会社ディスコ
加工装置及び被加工物の加工方法
5日前
株式会社ディスコ
加工水用の添加剤及び被加工物の加工方法
16日前
株式会社ディスコ
切削ブレード、及び切削ブレードの製造方法
11日前
株式会社ディスコ
測定方法、測定装置、及び被加工物の加工方法
5日前
株式会社ディスコ
研削装置、被加工物の研削方法及びプログラム
5日前
株式会社ディスコ
切削ブレードの診断方法、切削方法及び加工装置
2日前
株式会社ディスコ
チャックテーブル及びチャックテーブルの製造方法
10日前
株式会社ディスコ
貼り合わせウェーハのエッジトリミング方法及びエッジトリミング装置
4日前
個人
両軸回転ヤスリ
5か月前
個人
研磨体
24日前
個人
バレル研磨用メディア材
3か月前
株式会社サンポー
ブラスト装置
1か月前
株式会社村田製作所
切削装置
19日前
シンクス株式会社
ボード切断装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ