TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025113553
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007770
出願日
2024-01-23
発明の名称
樹脂フィルムの製造方法および金属鋳型
出願人
メック株式会社
代理人
弁理士法人ユニアス国際特許事務所
主分類
B29C
59/02 20060101AFI20250728BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂フィルムの表面の少なくとも一部に粗化形状を付与することにより、撥水性、親水性および/または抗ウイルス性を樹脂フィルムに付与することが可能な樹脂フィルムの製造方法を提供すること。
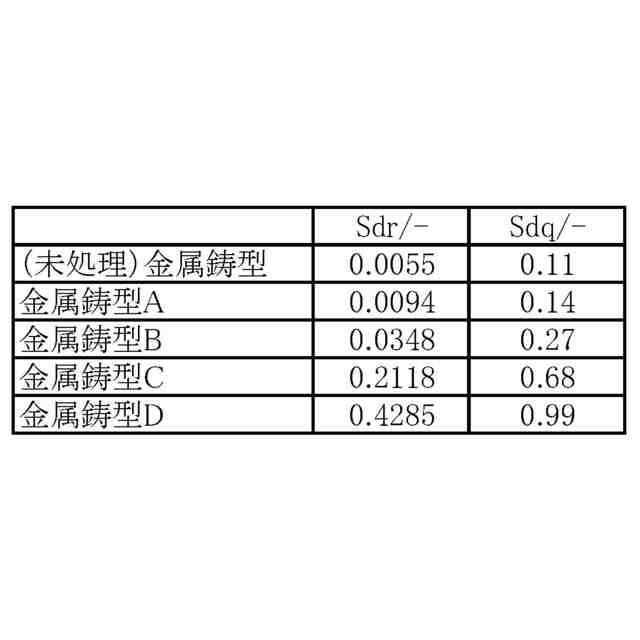
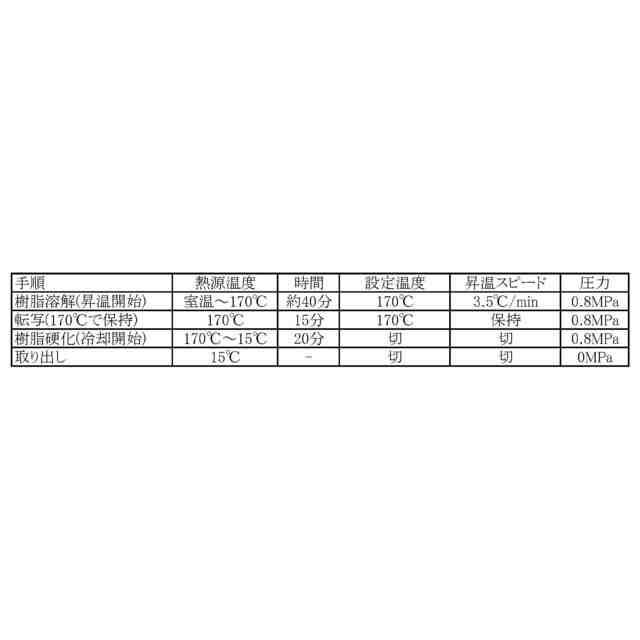
【解決手段】樹脂フィルムの表面の少なくとも一部に粗化形状を有する樹脂フィルムの製造方法であって、少なくとも表面の一部に粗化面を有する金属鋳型を樹脂フィルムに接触させることにより、粗化面の有する粗化形状を樹脂フィルムに転写する転写工程を有し、金属鋳型の粗化面は、ISO25178に準拠して測定した展開面積比(Sdr)が0.094~0.4285であり、かつ二乗平均平方根傾斜(Sdq)が0.14~0.99である樹脂フィルムの製造方法。
【選択図】図14
特許請求の範囲
【請求項1】
樹脂フィルムの表面の少なくとも一部に粗化形状を有する樹脂フィルムの製造方法であって、
少なくとも表面の一部に粗化面を有する金属鋳型を前記樹脂フィルムに接触させることにより、前記粗化面の有する粗化形状を前記樹脂フィルムに転写する転写工程を有し、
前記金属鋳型の前記粗化面は、ISO25178に準拠して測定した展開面積比(Sdr)が0.005~0.5であり、かつ二乗平均平方根傾斜(Sdq)が0.1~1.5であることを特徴とする樹脂フィルムの製造方法。
続きを表示(約 570 文字)
【請求項2】
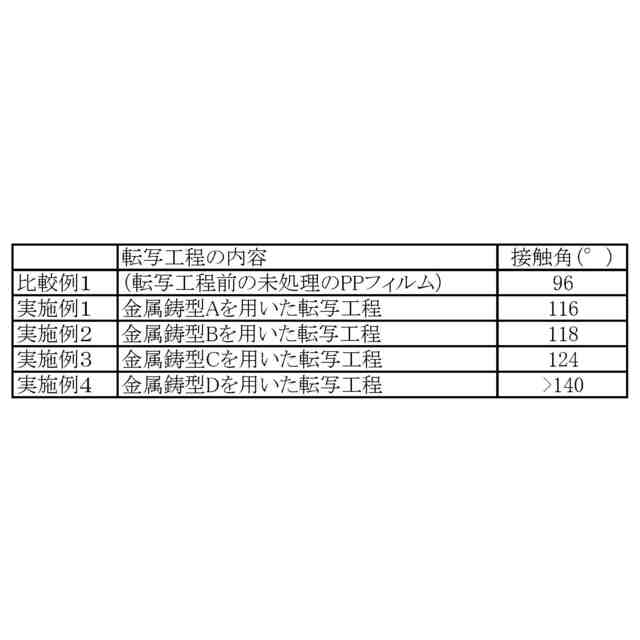
前記転写工程において、前記樹脂フィルムの少なくとも表面の一部に撥水性を付与する請求項1に記載の樹脂フィルムの製造方法。
【請求項3】
前記転写工程前の前記樹脂フィルムの水との接触角が90°以上である請求項2に記載の樹脂フィルムの製造方法。
【請求項4】
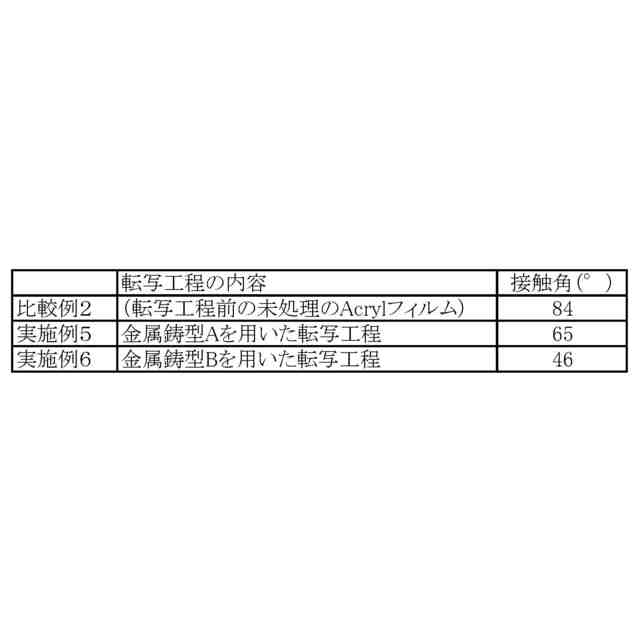
前記転写工程において、前記樹脂フィルムの少なくとも表面の一部に親水性を付与する請求項1に記載の樹脂フィルムの製造方法。
【請求項5】
前記転写工程前の前記樹脂フィルムの水との接触角が90°以下である請求項4に記載の樹脂フィルムの製造方法。
【請求項6】
前記転写工程において、前記樹脂フィルムの少なくとも表面の一部に抗ウイルス性を付与する請求項1に記載の樹脂フィルムの製造方法。
【請求項7】
樹脂フィルムの表面の少なくとも一部に粗化形状を形成するための金属鋳型であって、
前期金属鋳型は、少なくとも表面の一部に、前記樹脂フィルムに粗化形状を転写するための粗化面を有するものであり、
前記粗化面は、ISO25178に準拠して測定した展開面積比(Sdr)が0.005~0.5であり、かつ二乗平均平方根傾斜(Sdq)が0.1~1.5であることを特徴とする金属鋳型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂フィルムの製造方法および金属鋳型に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
樹脂フィルムには用途に応じて多くの特性が求められ、例えば撥水性や親水性が高い樹脂フィルムには様々な用途が存在する。また、近年ではCOVID-19、いわゆる新型コロナウイルス感染症や季節性インフルエンザの感染予防のために、人が手で触れる樹脂フィルムについては、その表面に抗ウイルス性を付与することが要求される場合がある。
【0003】
下記特許文献1には、部材の表面にショット材を投射する投射処理(以下、「ブラスト処理」ともいう)を施すことにより、特定の凹凸ピッチ幅および凹部の深さの幅を有する微小凹凸を無数にランダムに形成することで、部材の当該表面に抗ウイルス作用を持たせる抗ウイルス表面処理方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2022-28394号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
抗ウイルス性の評価基準として、「抗ウイルス活性値」があり、特許文献1に記載の技術では、比較対象(ステンレス板材)は抗ウイルス性を示さないが、抗ウイルス表面処理方法を施すと抗ウイルス活性値が25℃で24時間経過後に0.4~0.7を示す。しかしながら、本発明者らが検討した結果、ブラスト処理では部材の表面にショット材を投射する投射処理を施す関係上、部材の裏面に向かって凸な形状しか付与することができないため、特許文献1に記載の技術で得られる抗ウイルス性では不十分で、さらなる抗ウイルス性の向上を図る必要があることが判明した。
【0006】
なお、特許文献1では樹脂フィルムに撥水性や親水性を付与する点については記載も示唆もされていない。
【0007】
上記に鑑み、本発明は、樹脂フィルムの表面の少なくとも一部に粗化形状を付与することにより、撥水性、親水性および/または抗ウイルス性を樹脂フィルムに付与することが可能な樹脂フィルムの製造方法を提供することを目的とする。さらに本発明は、樹脂フィルムの表面の少なくとも一部に粗化形状を形成するための金属鋳型であって、樹脂フィルムの表面の少なくとも一部に粗化形状を付与することにより、撥水性、親水性および/または抗ウイルス性を樹脂フィルムに付与することが可能な金属鋳型を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題は下記構成により解決し得る。本発明は、樹脂フィルムの表面の少なくとも一部に粗化形状を有する樹脂フィルムの製造方法であって、少なくとも表面の一部に粗化面を有する金属鋳型を前記樹脂フィルムに接触させることにより、前記粗化面の有する粗化形状を前記樹脂フィルムに転写する転写工程を有し、前記金属鋳型の前記粗化面は、ISO25178に準拠して測定した展開面積比(Sdr)が0.005~0.5であり、かつ二乗平均平方根傾斜(Sdq)が0.1~1.5であることを特徴とする樹脂フィルムの製造方法(1)に関する。
【0009】
上記樹脂フィルムの製造方法(1)において、前記転写工程において、前記樹脂フィルムの少なくとも表面の一部に撥水性を付与する樹脂フィルムの製造方法(2)が好ましい。
【0010】
上記樹脂フィルムの製造方法(2)において、前記転写工程前の前記樹脂フィルムの水との接触角が90°以上である樹脂フィルムの製造方法(3)が好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東尾メック株式会社
管継手
3か月前
株式会社イノアック住環境
管継手
13日前
メック株式会社
樹脂フィルムの製造方法および金属鋳型
1か月前
メック株式会社
エッチング液、補給液及び銅配線の形成方法
13日前
東レ株式会社
吹出しノズル
9か月前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
プリプレグテープ
12か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
8か月前
株式会社日本製鋼所
押出機
11か月前
個人
射出ミキシングノズル
11か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
2か月前
個人
樹脂可塑化方法及び装置
8か月前
日機装株式会社
加圧システム
4か月前
株式会社カワタ
計量混合装置
3か月前
株式会社FTS
ロッド
7か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社シロハチ
真空チャンバ
10か月前
NOK株式会社
樹脂ゴム複合体
12日前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
3か月前
株式会社FTS
成形装置
8か月前
トヨタ自動車株式会社
射出装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
11か月前
株式会社不二越
射出成形機
5か月前
株式会社日本製鋼所
押出成形装置
12か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
19日前
株式会社FTS
セパレータ
7か月前
株式会社コスメック
射出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
12か月前
三菱自動車工業株式会社
予熱装置
11か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ