TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025113612
公報種別
公開特許公報(A)
公開日
2025-08-04
出願番号
2024007858
出願日
2024-01-23
発明の名称
搬送装置及び制御装置
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
G05D
1/43 20240101AFI20250728BHJP(制御;調整)
要約
【課題】進入対象のパレットを特定して自動進入することが可能な搬送装置を提供する。
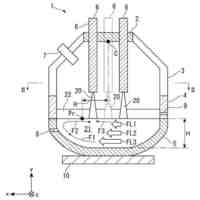
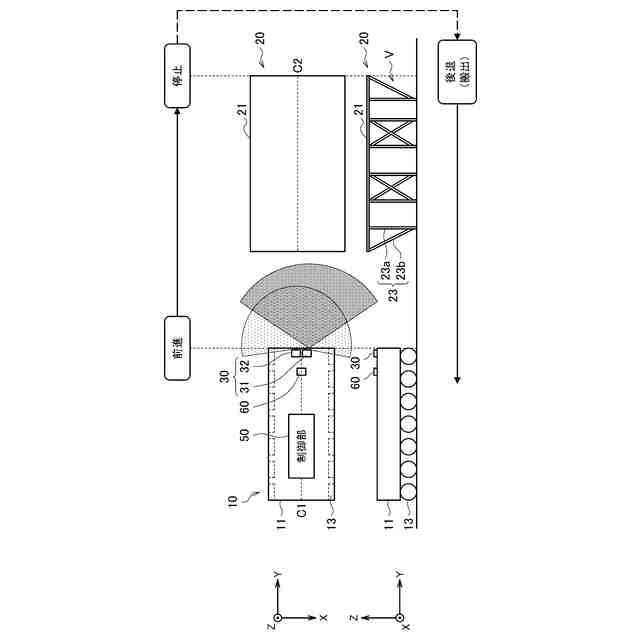
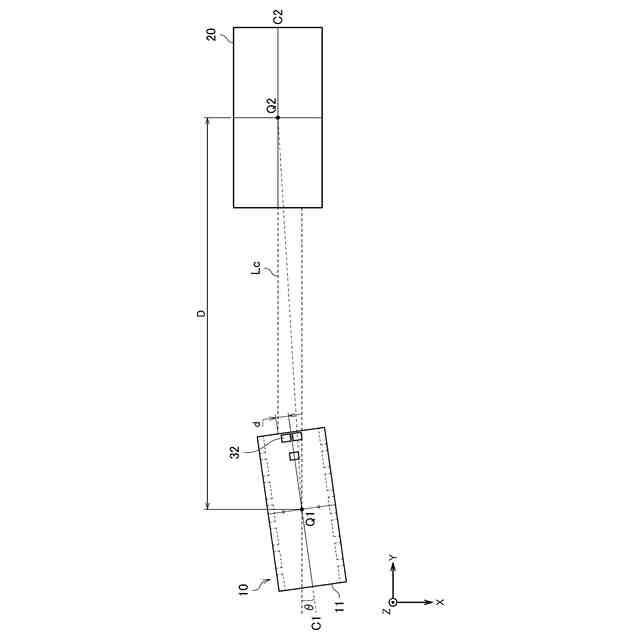
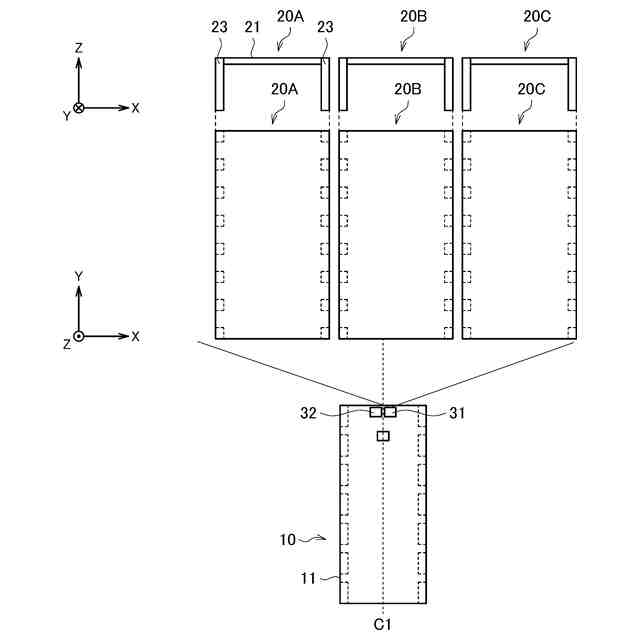
【解決手段】パレットを搬送する搬送装置であって、パレット内部空間に進入し、パレットを積載して搬送する台車部と、搬送装置を制御する制御部と、を備える。台車部は、レーザー光を走査して、走査空間内にある物体の3次元情報の点群である第1の点群データと物体の2次元情報の点群である第2の点群データとを取得する測定部を有する。制御部は、第1の点群データからパレットを検出し、第2の点群データに基づきパレットの位置とパレットに対する台車部の位置及び向きを算出する演算処理部と、演算処理部による演算処理結果に基づいて、台車部を進入対象のパレットと正対させてパレット内部空間に進入させる運転制御部と、を有する。
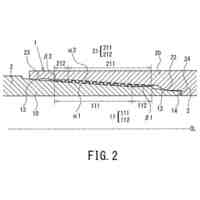
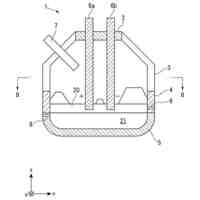
【選択図】図2
特許請求の範囲
【請求項1】
搬送物が載置される載置部と前記載置部を支持する一対の柱部とを有するパレットを搬送する搬送装置であって、
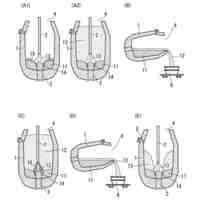
前記載置部と前記一対の柱部とにより囲まれたパレット内部空間に進入し、前記パレットを積載して搬送する台車部と、
前記搬送装置を制御する制御部と、
を備え、
前記台車部は、レーザー光を走査して、走査空間内にある物体の3次元情報の点群である第1の点群データと物体の2次元情報の点群である第2の点群データとを取得する測定部を有し、
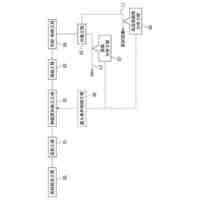
前記制御部は、
前記第1の点群データから載置部及び一対の柱部を検出することにより前記パレットを検出し、前記第2の点群データに基づき前記パレットの位置と前記パレットに対する前記台車部の位置及び向きを算出する、演算処理部と、
前記演算処理部による演算処理結果に基づいて、前記台車部を進入対象のパレットと正対させて前記パレット内部空間に進入させる運転制御部と、
を有する、搬送装置。
続きを表示(約 1,400 文字)
【請求項2】
前記演算処理部は、
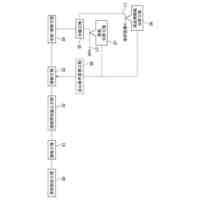
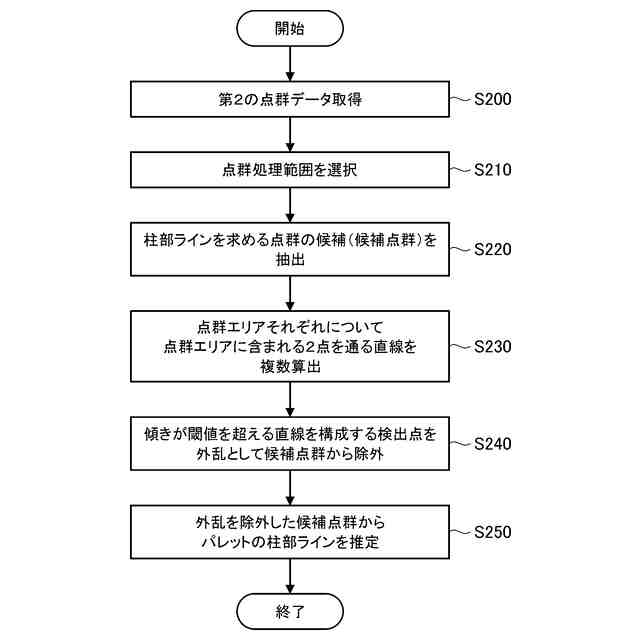
前記パレットを平面視した状態に対応する前記第2の点群データを、予め設定された大きさの走査枠で走査して、前記走査枠内の点数が閾値以上の点群エリアを抽出し、
抽出した前記点群エリアをクラスタリングし、同一のクラスに属する点群エリアに含まれる候補点群から、前記パレットの奥行方向に並ぶ柱部の位置を示す柱部ラインを求め、
前記運転制御部は、前記演算処理部が求めた前記一対の柱部に対応する柱部ラインと、前記台車部の位置及び向きとに基づいて、前記台車部を前記パレット内部空間に進入させる、請求項1に記載の搬送装置。
【請求項3】
前記演算処理部は、
クラスタリングにより抽出した各前記点群エリアそれぞれにおいて、離隔する2点を通る直線の傾きの絶対値が所定の閾値より大きいとき、当該2点を前記点群エリアの点群から除外し、
前記2点が除外された同一のクラスに属する点群エリアに含まれる点から、前記柱部ラインを求める、請求項2に記載の搬送装置。
【請求項4】
前記運転制御部は、
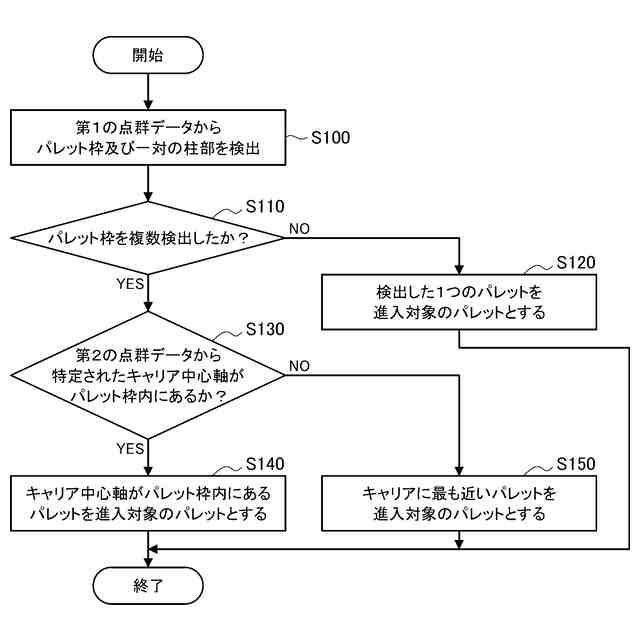
前記演算処理部が前記第1の点群データから1つのパレットを検出したとき、当該パレットを前記搬送装置の進入対象のパレットとし、
前記演算処理部が前記第1の点群データから複数のパレットを検出したとき、前記台車部の中心が一対の柱部間にあるパレットを、前記搬送装置の進入対象のパレットとする、請求項1に記載の搬送装置。
【請求項5】
前記運転制御部は、前記演算処理部が前記第1の点群データから複数のパレットを検出したときに、前記台車部の中心が一対の柱部間にない場合、
検出されたパレットそれぞれについて、一対の柱部の中間位置を算出し、
前記台車部と前記中間位置との距離が最小のパレットを、前記搬送装置の進入対象のパレットとする、請求項4に記載の搬送装置。
【請求項6】
前記台車部は、当該台車部の移動量を測定する慣性計測部を有し、
前記運転制御部は、前記台車部が前記パレット内部空間に進入後、前記慣性計測部により測定される前記台車部の移動量または当該搬送装置の速度信号に基づいて、前記台車部を停止位置で停止させる、請求項1に記載の搬送装置。
【請求項7】
パレットを搬送する搬送装置を制御する制御装置であって、
前記搬送装置は、
パレットの載置部と一対の柱部とにより囲まれたパレット内部空間に進入し、前記パレットを積載して搬送する台車部と、
前記台車部に設けられ、レーザー光を走査して、走査空間内にある物体の3次元情報の点群である第1の点群データと物体の2次元情報の点群である第2の点群データとを取得する測定部と、
を備えており、
前記制御装置は、
前記測定部が取得した第1の点群データから載置部及び一対の柱部を検出することにより前記パレットを検出し、前記測定部が取得した前記第2の点群データから前記パレットに対する前記台車部の位置及び向きを算出する、演算処理部と、
前記演算処理部による演算処理結果に基づいて、前記台車部を進入対象のパレットと正対させて前記パレット内部空間に進入させる運転制御部と、
を備える、制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パレットを搬送する搬送装置及び制御装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、搬送物を搬送する車両の自動運転化が進められている。製鉄所においても、スラブ等の鉄鋼製品や仕掛品等を搬送する搬送装置の自動運転化が進められている。
【0003】
例えば、スラブを搬送する搬送装置として、スラブキャリアがある。スラブキャリアは、スラブが載置される架台であるパレットの下部に進入し、パレットを上昇させて、パレットごとスラブを搬送する。スラブキャリアのパレットへの進入時、スラブキャリアの両端とパレットとの間隔は15cm程度しかなく、極めて繊細な操縦が必要である。このため、操縦者は、パレットの目印を見ながら感性と経験に頼り、スラブキャリアの旋回操作及び斜行操作を行って、パレットに接触しないようにスラブキャリアの位置及び傾きを操舵している。このようなスラブキャリアのパレットへの進入操作を自動化できれば、搬送作業を省力化することができる。
【0004】
例えば特許文献1には、パレットを積載し搬送する無人搬送車であって、周囲の物体との距離及び方向を測定する進入センサと、周囲の物体との距離及び方向を測定する側方センサと、進入センサまたは側方センサで測定された測定データからパレットの脚を検出する脚検出手段と、その脚検出手段で検出されたパレットの脚に基づいて無人搬送車の操舵角を算出する操舵角算出手段とを備える無人搬送車が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2022-028482号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
パレットはスラブとともにスラブキャリアによって搬送される架台であるため、製鉄所におけるパレットの位置は不定であり、単独で置かれているパレットもあれば、複数のパレットが並列して置かれていることもある。しかしながら、上記特許文献1に記載の無人搬送車は、進入対象として決定されている1つのパレットに対しては自動進入することができるが、複数のパレットが置かれている状況では進入対象のパレットを判別することができない。
【0007】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、進入対象のパレットを特定して自動進入することが可能な、搬送装置及び制御装置を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明のある観点によれば、搬送物が載置される載置部と載置部を支持する一対の柱部とを有するパレットを搬送する搬送装置であって、載置部と一対の柱部とにより囲まれたパレット内部空間に進入し、パレットを積載して搬送する台車部と、搬送装置を制御する制御部と、を備え、台車部は、レーザー光を走査して、走査空間内にある物体の3次元情報の点群である第1の点群データと物体の2次元情報の点群である第2の点群データとを取得する測定部を有し、制御部は、第1の点群データから載置部及び一対の柱部を検出することによりパレットを検出し、第2の点群データに基づきパレットの位置とパレットに対する台車部の位置及び向きを算出する、演算処理部と、演算処理部による演算処理結果に基づいて、台車部を進入対象のパレットと正対させてパレット内部空間に進入させる運転制御部と、を有する、搬送装置が提供される。
【0009】
演算処理部は、パレットを平面視した状態に対応する第2の点群データを、予め設定された大きさの走査枠で走査して、走査枠内の点数が閾値以上の点群エリアを抽出し、抽出した点群エリアをクラスタリングし、同一のクラスに属する領域に含まれる候補点群から、パレットの奥行方向に並ぶ柱部の位置を示す柱部ラインを求めてもよい。そして、運転制御部は、演算処理部が求めた一対の柱部に対応する柱部ラインと、台車部の位置及び向きとに基づいて、台車部をパレット内部空間に進入させてもよい。
【0010】
演算処理部は、クラスタリングにより抽出した各点群エリアそれぞれにおいて、離隔する2点を通る直線の傾きの絶対値が所定の閾値より大きいとき、当該2点を点群エリアの点群から除外し、2点が除外された同一のクラスに属する点群エリアに含まれる点から、柱部ラインを求めてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
11日前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
角形鋼管
27日前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
柱梁接合部
26日前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
圧延H形鋼
27日前
日本製鉄株式会社
転炉吹錬方法
28日前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
転炉吹錬方法
28日前
日本製鉄株式会社
溶鉄の製造方法
今日
日本製鉄株式会社
溶鉄の製造方法
今日
日本製鉄株式会社
ステンレス鋼材
6日前
日本製鉄株式会社
鋼線及び撚り線
27日前
日本製鉄株式会社
ステンレス鋼材
6日前
日本製鉄株式会社
鋼線及びロープ
27日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼管用ねじ継手
26日前
日本製鉄株式会社
パネル用支持具
26日前
日本製鉄株式会社
パネル用支持具
26日前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
溶鋼の製造方法
今日
日本製鉄株式会社
ステンレス鋼材
7日前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
日本製鉄株式会社
溶銑の予備処理方法
28日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ