TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025097489
公報種別
公開特許公報(A)
公開日
2025-07-01
出願番号
2023213708
出願日
2023-12-19
発明の名称
直流電気炉
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
F27B
3/18 20060101AFI20250624BHJP(炉,キルン,窯;レトルト)
要約
【課題】溶鉄よりも密度が小さいDRIおよびHBI等の溶解原料を、効率よく短時間で溶解可能な直流電気炉を提供する。
【解決手段】直流電気炉は、上部電極の中心を通る溶鉄の垂線と湯面の交点を(±x
0
、y
0
)、上部電極の半径をr、上部電極1本あたりの電流値をI(kA)としたとき、原料投入管は、式(i)および式(ii)で表される高温領域(x
1
、y
1
)の直上以外の炉体の側面または上面に設けられ、溶解原料が溶鉄の湯面に到達する点(x、y)は、式(iii)~(v)で表される。
(x
1
±x
0
)
2
+(y
1
-y
0
)
2
<r
2
・・・(i)
-r<y
1
<r、-x
0
<x
1
<x
0
・・・(ii)
(x±x
0
)
2
/a
2
+(y-y
0
)
2
/b
2
=1・・・(iii)
a=0.0045I+1.475・・・(iv)
b=0.019I-0.257・・・(v)
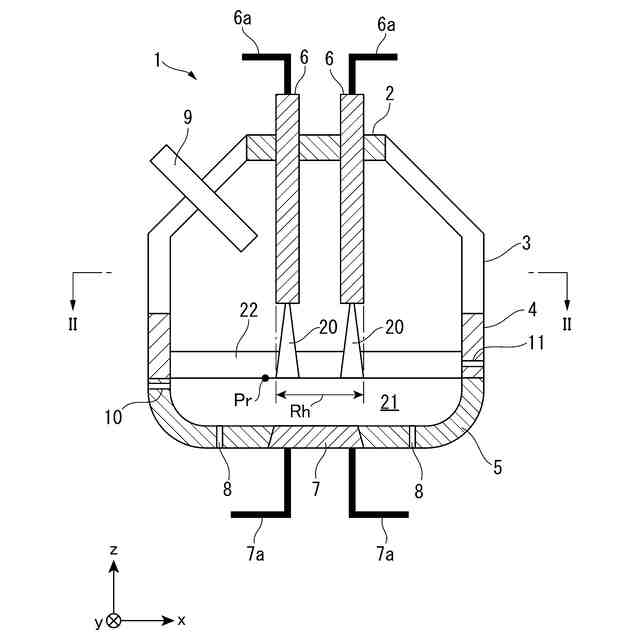
【選択図】図1
特許請求の範囲
【請求項1】
2本の上部電極と、
炉体の側面または上面に設けられ、溶鉄よりも密度が小さい溶解原料を含む原料を炉内に投入する原料投入管と、
を備える直流電気炉において、
前記溶鉄の湯面を含む面をxy平面とし、
前記上部電極の下端面における中心を通り溶鉄の湯面に対して垂直である垂直線と、前記溶鉄の湯面と、の交点のxy座標上の位置をそれぞれ(x
0
、y
0
)および(-x
0
、y
0
)とし、
前記上部電極の半径をrとし、
前記上部電極1本あたりの電流値をI(kA)としたとき、
前記原料投入管は、xy座標上の位置(x
1
、y
1
)が以下の式(i)および式(ii)で表される高温領域の直上以外の前記炉体の側面または上面に設けられ、
投入された前記溶解原料が前記溶鉄の湯面に到達する点のxy座標上の位置(x、y)は、以下の式(iii)~(v)で表される、直流電気炉。
(x
1
±x
0
)
2
+(y
1
-y
0
)
2
<r
2
・・・(i)
-r< y
1
< r、-x
0
<x
1
<x
0
・・・(ii)
(x±x
0
)
2
/a
2
+(y-y
0
)
2
/b
2
=1 ・・・(iii)
a=0.0045I+1.475 ・・・(iv)
b=0.019I-0.257 ・・・(v)
続きを表示(約 120 文字)
【請求項2】
前記原料投入管は、前記溶鉄の湯面に対して傾斜して設けられる、
請求項1に記載の直流電気炉。
【請求項3】
前記原料投入管は、前記溶鉄の湯面に対して垂直に設けられる、
請求項1に記載の直流電気炉。
発明の詳細な説明
【技術分野】
【0001】
本発明は、直流電気炉に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
高炉法で製造される鉄源は、鉄鉱石をコークスで還元して製造するため、CO
2
発生量が多い。CO
2
発生量削減を図る手段として、電気炉で鉄スクラップやDRI(Direct Reduced Iron)等を溶解して溶銑を製造し、既存の転炉を中心とする製鋼プロセスを利用して溶鋼を製造する方法がある。溶解は、電気炉内に設けられた上部電極から溶鉄の表面にかけて生じるアークによって行われる。
【0003】
直流電気炉において、炉底電極からのケーブルに流れる電流に起因する磁場により、アークが偏向することが知られている。この対策として、炉底電極の周囲に、巻き線が周回するように磁場発生コイルを設けて、アーク発生電極軸に回転対称な成分を有する直流磁場を発生させる。その結果、アークが炉心を軸として回転することから、どの方向への熱負荷も均一化でき、均等溶解を実現する技術が開示されている(特許文献1)。また、炉底の周囲にまかれたコイルにより、アーク発生領域において、磁束密度の鉛直成分を90ガウス以上、水平成分を30ガウス以下とすることによってアークの偏向を抑制する技術が開示されている(特許文献2)。さらに、2本の上部電極間にスクラップ原料を連続装
入するようにし、両電極のアークを炉本体中心のスクラップ原料に向かわせることにより、スクラップ原料の溶解効率を向上させる技術が開示されている(特許文献3)。
【先行技術文献】
【特許文献】
【0004】
特開平3-140791号公報
特開平6-34279号公報
特開平6-300449号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
直接還元鉄は、鉄鉱石を水素などの還元性のガスにより、鉄鉱石または鉄鉱石ペレットを直接還元したものであり、DRIと呼ばれる。また、還元処理後のDRIを熱間で圧縮成形したものは、HBI(Hot Briquetted Iron)と呼ばれる。DRIの見かけ密度は3500kg/m
3
程度であり、HBIの見かけ密度は5000から5500kg/m
3
程度である。溶鉄の密度は7000kg/m
3
程度であるため、DRIおよびHBIのいずれも溶鉄より軽く、湯面に浮上する。
【0006】
特許文献1および2において開示された技術では、溶鉄中に沈殿しているスクラップを効率的に加熱するため、スクラップ近傍の溶鉄を攪拌しやすくできる。しかしながら、還元鉄を用いる場合は、溶鉄よりも密度が小さく、湯面に浮上しているDRIおよびHBIを、より効率よく短時間で溶解させる必要がある。また、特許文献3において開示された技術では、2本の上部電極間に垂直に設けられた原料投入口から炉内の熱が逃げやすいことから、炉内の保温性を確保し難く、還元鉄の溶解効率が低下する虞があるとともに、輻射の熱ダメージにより原料投入管が破損しやすくなるという問題もある。
【0007】
そこで、本発明は、溶鉄よりも密度が小さく湯面に浮上しやすいDRIおよびHBI等の溶解原料を、より効率よく短時間で溶解させることが可能な直流電気炉を提供することを目的とする。
【課題を解決するための手段】
【0008】
[1]2本の上部電極と、炉体の側面または上面に設けられ、溶鉄よりも密度が小さい溶解原料を含む原料を炉内に投入する原料投入管と、を備える直流電気炉において、上記溶鉄の湯面を含む面をxy平面とし、上記上部電極の下端面における中心を通り溶鉄の湯面に対して垂直である垂直線と、上記溶鉄の湯面と、の交点のxy座標上の位置をそれぞれ(x
0
、y
0
)および(-x
0
、y
0
)とし、上記上部電極の半径をrとし、上部電極1本あたりの電流値をI(kA)としたとき、上記原料投入管は、xy座標上の位置(x
1
、y
1
)が以下の式(i)および式(ii)で表される高温領域の直上以外の上記炉体の側面または上面に設けられ、投入された上記溶解原料が上記溶鉄の湯面に到達する点のxy座標上の位置(x、y)は、以下の式(ii)~(iv)で表される、直流電気炉。
(x
1
±x
0
)
2
+(y
1
-y
0
)
2
<r
2
・・・(i)
-r< y
1
< r、-x
0
<x
1
<x
0
・・・(ii)
(x±x
0
)
2
/a
2
+(y-y
0
)
2
/b
2
=1 ・・・(iii)
a=0.0045I+1.475 ・・・(iv)
b=0.019I-0.257 ・・・(v)
[2]上記原料投入管は、上記溶鉄の湯面に対して傾斜して設けられる、[1]に記載の直流電気炉。
[3]上記原料投入管は、上記溶鉄の湯面に対して垂直に設けられる、[1]に記載の直流電気炉。
【発明の効果】
【0009】
上記の構成によれば、溶鉄よりも密度が小さく、湯面に浮上しているHBI等の溶解原料が素早く高温領域に到達する。また、原料投入管の設置位置は高温領域の直上以外の部分であることから、炉内の保温性を確保するとともに、原料投入管が輻射の熱ダメージによる破損を抑制することができる。そのため、溶鉄よりも密度が小さく湯面に浮上しやすいDRIおよびHBI等の還元鉄材を、より効率よく短時間で溶解させることができる。
【図面の簡単な説明】
【0010】
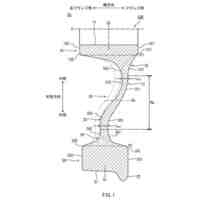
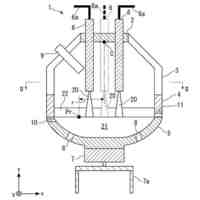
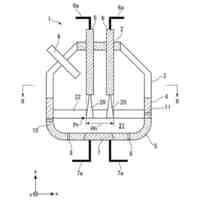
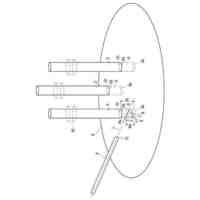
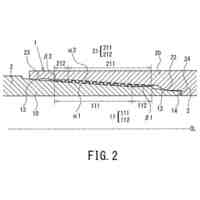
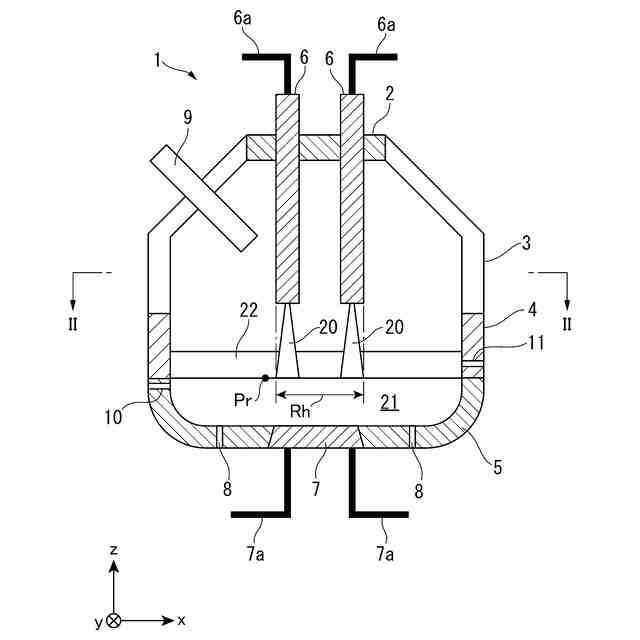
本発明の一実施形態に係る直流電気炉の構造を示す断面図である。
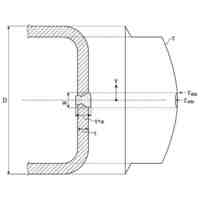
図1に示した直流電気炉のII-II線断面図である。
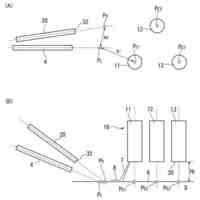
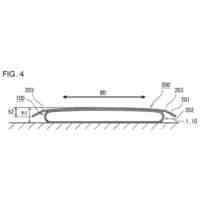
図1に示した直流電気炉においてシミュレートされた、上部電極から放出されたアークの温度分布および流速分布を示す図である。
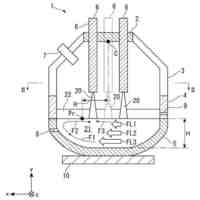
本発明の一実施形態の変形例に係る直流電気炉の構造を示す断面図である。
本発明の一実施形態に係る直流電気炉において、電磁場解析によるローレンツ力密度の分布を示した図である。
図5に示したローレンツ力密度の分布に基づいて、溶鉄の流動を解析した結果を示す図である。
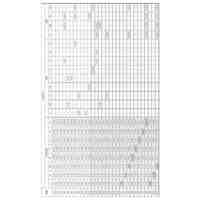
本発明の一実施形態に係る直流電気炉において、上部電極の電流値が50kAの場合におけるHBIの投入位置を、高温領域に到達する時間および高温領域に滞留する時間との関係で評価した図である。
本発明の一実施形態に係る直流電気炉において、上部電極の電流値が150kAの場合におけるHBIの投入位置を、高温領域に到達する時間および高温領域に滞留する時間との関係で評価した図である。
上部電極1本あたりの電流値と、式(12)のaおよびbとの関係を算出した結果を示すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
18日前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
鋼材
13日前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
溶接継手
2か月前
日本製鉄株式会社
評価方法
2か月前
日本製鉄株式会社
耐摩耗鋼
19日前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
筒型構造
23日前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
軸受用鋼管
2か月前
日本製鉄株式会社
鋼の製造方法
12日前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
高炉操業方法
11日前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
26日前
日本製鉄株式会社
溶鉄の製造方法
26日前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
溶鋼の製造方法
26日前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ