TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025114298
公報種別
公開特許公報(A)
公開日
2025-08-05
出願番号
2024008914
出願日
2024-01-24
発明の名称
金型及びタイヤ
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
33/02 20060101AFI20250729BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】良好な耐摩耗性能で転がり抵抗が小さいタイヤを提供する。
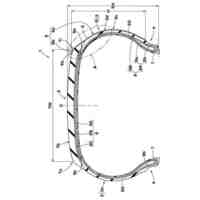
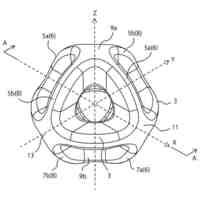
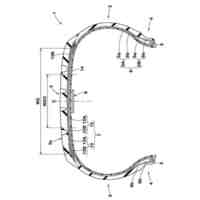
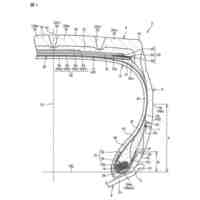
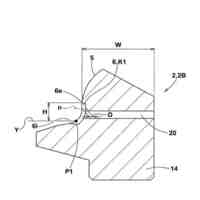
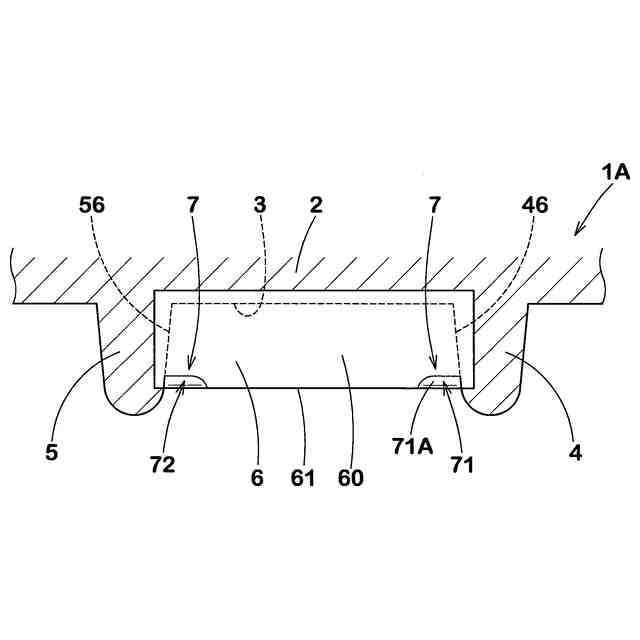
【解決手段】タイヤを加硫成形するための金型1は、トレッドリング2を含み、トレッドリング2は、踏面成形部3と、踏面成形部3から隆起する第1溝形成凸部4及び第2溝形成凸部5と、両端が第1溝形成凸部4と第2溝形成凸部5とに接続され、かつ、トレッド部に2本の溝に連通するサイプを形成するための少なくとも一つのブレード6とを含む。少なくとも一つのブレード6は、厚さが0.2mm以下の本体部60と、厚さが0.2mmよりも大きい補強部7とを有する。補強部7は、ブレード6の金型径方向の内方の端縁の側で、かつ、ブレード6と第1溝形成凸部4との接続部である第1接続部46の側に局所的に形成された第1補強部71を含む。
【選択図】 図1
特許請求の範囲
【請求項1】
タイヤを加硫成形するための金型であって、
トレッド部を成形するためのトレッドリングを含み、
前記トレッドリングは、
前記トレッド部の踏面を成形するための踏面成形部と、
前記踏面成形部から隆起して前記トレッド部に隣接する2本の溝を形成するための第1溝形成凸部及び第2溝形成凸部と、
両端が前記第1溝形成凸部と前記第2溝形成凸部とに接続され、かつ、前記トレッド部に前記2本の溝に連通するサイプを形成するための少なくとも一つのブレードとを含み、
前記少なくとも一つのブレードは、厚さが0.2mm以下の本体部と、前記厚さが0.2mmよりも大きい補強部とを有し、
前記補強部は、前記ブレードの金型径方向の内方の端縁の側で、かつ、前記ブレードと前記第1溝形成凸部との接続部である第1接続部の側に局所的に形成された第1補強部を含む、
金型。
続きを表示(約 880 文字)
【請求項2】
前記補強部は、前記ブレードの金型径方向の内方の端縁の側で、かつ、前記ブレードと前記第2溝形成凸部との接続部である第2接続部の側に局所的に形成された第2補強部を含む、請求項1に記載の金型。
【請求項3】
前記第1補強部は、前記ブレードの前記端縁から金型径方向外側に延びて前記第1接続部に至る第1部分を含む、請求項1に記載の金型。
【請求項4】
前記第1補強部は、前記第1部分から、金型径方向の内方に、前記第1部分と交差する向きに延びる第2部分を含む、請求項3に記載の金型。
【請求項5】
前記第2部分の金型径方向の内端は、前記第1溝形成凸部と前記ブレードの前記端縁との接続部に延びている、請求項4に記載の金型。
【請求項6】
前記第1部分及び前記第2部分は、リブ形状である、請求項4に記載の金型。
【請求項7】
前記第1部分及び前記第2部分は、前記ブレードの前記本体部の厚さ方向の両側に隆起している、請求項4に記載の金型。
【請求項8】
前記第1部分及び前記第2部分の前記厚さは、前記本体部の前記厚さの2~3倍である、請求項4に記載の金型。
【請求項9】
前記2本の溝形成凸部は、金型周方向にジグザグ状に延びており、
前記少なくとも一つのブレードの両端は、前記2本の溝形成凸部のジグザグの頂部に接続されている、請求項1ないし5のいずれか1項に記載の金型。
【請求項10】
トレッド部を有するタイヤであって、
前記トレッド部には、第1溝と、前記第1溝に隣接する第2溝と、前記第1溝と前記第2溝に連通するサイプとが形成され、
前記サイプは、幅が0.2mm以下の本体部と、前記幅が0.2mmよりも大きい拡幅部とを有し、
前記拡幅部は、前記サイプのタイヤ半径方向の内方の端縁の側で、かつ前記サイプと前記第1溝との連通部の側に、局所的に形成された第1拡幅部を有する、
タイヤ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤを加硫成形するための金型に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来から、トレッド部にサイプを形成するためのブレードを含む金型が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開平03-189112号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1では、自由端を厚くしたブレードが提案されている。しかしながら、ブレードの長手方向の全体にわたって自由端が厚く形成されているので、トレッド部の剛性が低下し、耐摩耗性能が悪化し、かつ、転がり抵抗が増加する。
【0005】
本発明は、以上のような実状に鑑み案出されたもので、良好な耐摩耗性能で転がり抵抗が小さいタイヤを提供することを主たる目的としている。
【課題を解決するための手段】
【0006】
本発明は、
タイヤを加硫成形するための金型であって、
トレッド部を成形するためのトレッドリングを含み、
前記トレッドリングは、
前記トレッド部の踏面を成形するための踏面成形部と、
前記踏面成形部から隆起して前記トレッド部に隣接する2本の溝を形成するための第1溝形成凸部及び第2溝形成凸部と、
両端が前記第1溝形成凸部と前記第2溝形成凸部とに接続され、かつ、前記トレッド部に前記2本の溝に連通するサイプを形成するための少なくとも一つのブレードとを含み、
前記少なくとも一つのブレードは、厚さが0.2mm以下の本体部と、前記厚さが0.2mmよりも大きい補強部とを有し、
前記補強部は、前記ブレードの金型径方向の内方の端縁の側で、かつ、前記ブレードと前記第1溝形成凸部との接続部である第1接続部の側に局所的に形成された第1補強部を含む。
【発明の効果】
【0007】
本発明の金型は、上記構成を有しているので、良好な耐摩耗性能で転がり抵抗が小さいタイヤを提供することが可能となる。
【図面の簡単な説明】
【0008】
本発明の金型の一実施形態を一部を破断して示す斜視図である。
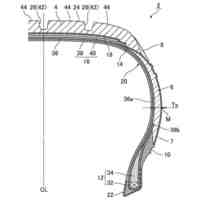
図1の金型の変形例を示す断面図である。
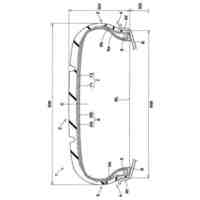
図1の金型の別の変形例を示す斜視図である。
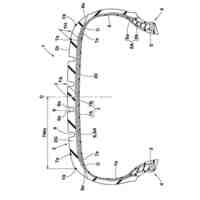
図1の金型のさらに別の変形例を示す斜視図である。
図1の金型のさらに別の変形例を示す斜視図である。
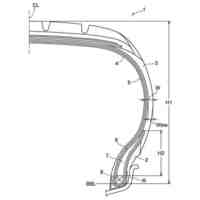
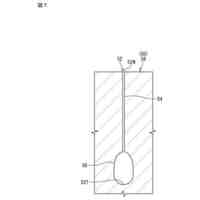
図5の金型を示す断面図である。
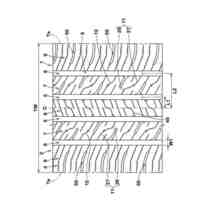
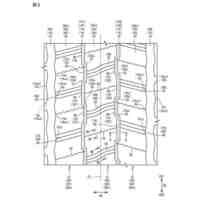
図1の金型のさらに別の変形例を示す展開図である。
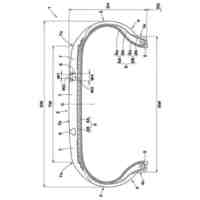
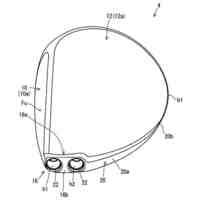
図1の金型を用いて加硫成形されたタイヤの斜視図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の一形態が図面に基づき説明される。
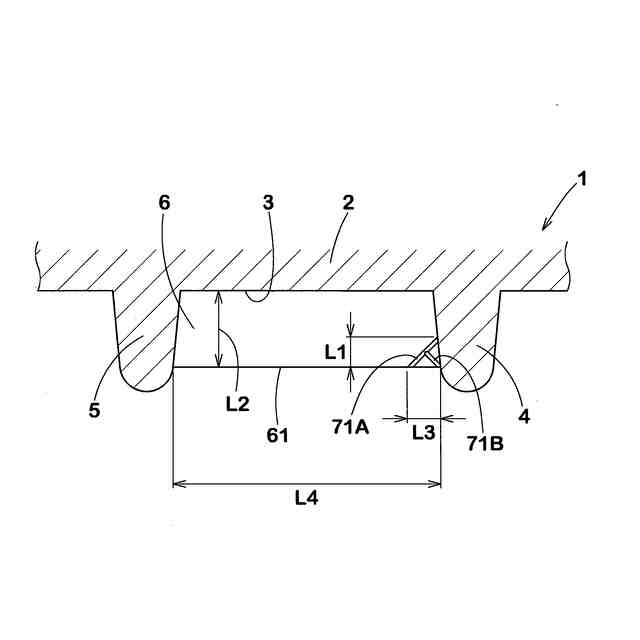
図1は、本実施形態の金型1の構成を示す断面図である。
【0010】
金型1は、トレッド部を成形するためのトレッドリング2を含んでいる。トレッドリング2は、金型周方向に分割されていてもよいし、金型軸方向に分割されていても構わない。なお、金型周方向とは、金型内でタイヤ周方向に対応する方向である。金型軸方向及び金型径方向についても同様とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
住友ゴム工業株式会社
タイヤ
10日前
住友ゴム工業株式会社
タイヤ
19日前
住友ゴム工業株式会社
タイヤ
18日前
住友ゴム工業株式会社
タイヤ
11日前
住友ゴム工業株式会社
タイヤ
12日前
住友ゴム工業株式会社
ゴルフボール
20日前
住友ゴム工業株式会社
三次元構造体
10日前
住友ゴム工業株式会社
空気入りタイヤ
24日前
住友ゴム工業株式会社
空気入りタイヤ
12日前
住友ゴム工業株式会社
重荷重用タイヤ
20日前
住友ゴム工業株式会社
空気入りタイヤ
20日前
住友ゴム工業株式会社
試料の作製方法
19日前
住友ゴム工業株式会社
空気入りタイヤ
12日前
住友ゴム工業株式会社
空気入りタイヤ
11日前
住友ゴム工業株式会社
重荷重用タイヤ
10日前
住友ゴム工業株式会社
重荷重用タイヤ
10日前
住友ゴム工業株式会社
重荷重用タイヤ
10日前
住友ゴム工業株式会社
空気入りタイヤ
10日前
住友ゴム工業株式会社
光硬化性組成物
10日前
住友ゴム工業株式会社
ゴルフクラブヘッド
3日前
住友ゴム工業株式会社
ゴム組成物の劣化試験方法
12日前
住友ゴム工業株式会社
タイヤの性能評価方法及び性能評価装置
今日
住友ゴム工業株式会社
タイヤ加硫金型及び空気入りタイヤの製造方法
12日前
住友ゴム工業株式会社
天然ゴムラテックス用凝固剤及び天然ゴムの製造方法
3日前
住友ゴム工業株式会社
ノイズを低減する方法及びリングアーティファクトを低減する方法
21日前
個人
気泡緩衝材減容装置
5日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
CKD株式会社
型用台車
9か月前
シーメット株式会社
光造形装置
9か月前
株式会社日本製鋼所
押出機
12か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
2か月前
グンゼ株式会社
ピン
9か月前
個人
射出ミキシングノズル
11か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ