TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025115328
公報種別
公開特許公報(A)
公開日
2025-08-06
出願番号
2024009821
出願日
2024-01-25
発明の名称
接合構造および接合構造の製造方法
出願人
株式会社鷺宮製作所
代理人
個人
,
個人
,
個人
主分類
B23K
1/19 20060101AFI20250730BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 鉛に替えてビスマス(Bi)を含む黄銅とステンレスとを、ろう材を用いてろう付により接合した場合であっても、接合強度の低下を抑制することができる、接合構造および接合構造の製造方法を提供する。
【解決手段】 ステンレス部材と黄銅部材とがろう接された接合構造であって、前記ろう接によって、順に、前記ステンレス部材と、第1ろう材層と、Bi遮蔽層と、第2ろう材層と、前記黄銅部材と、が層状に配された層構造を備え、前記黄銅部材はBiを含み、前記Bi遮蔽層は、前記ステンレス部材と前記黄銅部材とのろう付によって、前記黄銅部材中のBiが前記第1ろう材層へ移動することを抑制する層である、接合構造。
【選択図】 図1
特許請求の範囲
【請求項1】
ステンレス部材と黄銅部材とがろう接された接合構造であって、
前記ろう接によって、順に、前記ステンレス部材と、第1ろう材層と、Bi遮蔽層と、第2ろう材層と、前記黄銅部材と、が層状に配された層構造を備え、
前記黄銅部材はBiを含み、
前記Bi遮蔽層は、前記ステンレス部材と前記黄銅部材とのろう付によって、前記黄銅部材中のBiが前記第1ろう材層へ移動することを抑制する層である、接合構造。
続きを表示(約 880 文字)
【請求項2】
前記ステンレス部材と前記黄銅部材との接合強度が100N/mm
2
以上である、請求項1に記載の接合構造。
【請求項3】
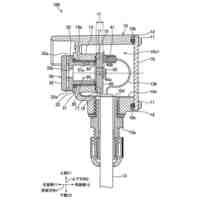
前記黄銅部材は圧力センサの継手であり、前記ステンレス部材は前記圧力センサの継手に取り付けられる皿状の蓋体である、請求項1に記載の接合構造。
【請求項4】
前記黄銅部材は圧力スイッチの継手であり、前記ステンレス部材は前記圧力スイッチの継手に取り付けられる皿状の蓋体である、請求項1に記載の接合構造。
【請求項5】
前記黄銅部材はバルブの本体部であり、前記ステンレス部材は前記本体部の開口部の周辺に配置される下蓋材である、請求項1に記載の接合構造。
【請求項6】
前記黄銅部材はバルブの本体部であり、前記ステンレス部材は前記本体部の開口部に配置される筒状部材である、請求項1に記載の接合構造。
【請求項7】
請求項1に記載の接合構造の製造方法であって、
順に、前記ステンレス部材、第1ろう材、Bi遮蔽層、第2ろう材、および前記黄銅部材を層状に配して第1層構造体を形成する第1層構造体形成工程と、
前記第1層構造体を加熱して、前記ステンレス部材と前記黄銅部材をろう付する第1ろう付工程と、
前記第1ろう付工程後の前記第1層構造体を冷却して、前記ステンレス部材、前記第1ろう材層、前記Bi遮蔽層、前記第2ろう材層、前記黄銅部材が層状に配された層構造を備える接合構造を形成する第1冷却工程と、
を含む、接合構造の製造方法。
【請求項8】
前記第1ろう材および前記第2ろう材が同一組成のろう材である、請求項7に記載の接合構造の製造方法。
【請求項9】
前記Bi遮蔽層がワッシャー形状である、請求項7に記載の接合構造の製造方法。
【請求項10】
前記Bi遮蔽層が円筒状である、請求項7に記載の接合構造の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合構造および接合構造の製造方法に関し、特にステンレスと黄銅との接合構造および接合構造の製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来、例えばステンレスと黄銅のような異種金属同士を接合する場合には、ろう付が行われる(例えば、特許文献1)。昨今、環境規制の観点から鉛を含む材料を使用することが厳しくなってきており、鉛(以下「Pb」とする場合がある)の代替としてビスマス(以下「Bi」とする場合がある)が用いられる傾向にある。黄銅についても同様であり、鉛は黄銅の快削性を向上させる働きがあるが、鉛に替えてビスマスが用いられる。
【先行技術文献】
【特許文献】
【0003】
特開2004-276072号公報
特開2014-98685号公報
特開2003-42325号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、鉛に替えてビスマスを含む黄銅とステンレスとを、ろう材を用いてろう付により接合すると、従来の鉛を含む黄銅とステンレスとをろう付により接合する場合と比べて、ステンレスとろう材との接合強度が低下する場合がある。
【0005】
上記問題点に鑑み、本発明は、鉛に替えてビスマスを含む黄銅とステンレスとを、ろう材を用いてろう付により接合した場合であっても、接合強度の低下を抑制することができる、接合構造および接合構造の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明の接合構造は、ステンレス部材と黄銅部材とがろう接された接合構造であって、前記ろう接によって、順に、前記ステンレス部材と、第1ろう材層と、Bi遮蔽層と、第2ろう材層と、前記黄銅部材と、が層状に配された層構造を備え、前記黄銅部材はBiを含み、前記Bi遮蔽層は、前記ステンレス部材と前記黄銅部材とのろう付によって、前記黄銅部材中のBiが前記第1ろう材層へ移動することを抑制する層である。
【0007】
前記ステンレス部材と前記黄銅部材との接合強度が100N/mm
2
以上であってもよい。
【0008】
前記黄銅部材は圧力センサの継手であってもよく、前記ステンレス部材は前記圧力センサの継手に取り付けられる皿状の蓋体であってもよい。
【0009】
前記黄銅部材は圧力スイッチの継手であってもよく、前記ステンレス部材は前記圧力スイッチの継手に取り付けられる皿状の蓋体であってもよい。
【0010】
前記黄銅部材はバルブの本体部であってもよく、前記ステンレス部材は前記本体部の開口部の周辺に配置される下蓋材であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社鷺宮製作所
接合構造および接合構造の製造方法
28日前
株式会社鷺宮製作所
電動弁制御装置及び電動弁制御システム
1か月前
株式会社鷺宮製作所
ろう付接合体およびろう付接合体の製造方法
28日前
株式会社鷺宮製作所
電動弁制御装置、電動弁装置及び電動弁制御方法
19日前
株式会社鷺宮製作所
音検出装置
6日前
株式会社鷺宮製作所
音計測装置
6日前
株式会社鷺宮製作所
モーションプラットフォームおよびそれを用いたシミュレータ
12日前
株式会社鷺宮製作所
電磁コイルユニット
8日前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
12日前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
27日前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
多軸ねじ締め機
4か月前
個人
切削油供給装置
9日前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
3か月前
キヤノン電子株式会社
加工システム
22日前
日進工具株式会社
エンドミル
4か月前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
株式会社アンド
半田付け方法
3か月前
株式会社ツガミ
工作機械
1日前
トヨタ自動車株式会社
接合方法
4か月前
株式会社トヨコー
被膜除去方法
3か月前
大見工業株式会社
ドリル
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ