TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025137873
公報種別
公開特許公報(A)
公開日
2025-09-22
出願番号
2024036420
出願日
2024-03-09
発明の名称
ろう付け方法
出願人
関東冶金工業株式会社
代理人
個人
主分類
B23K
1/19 20060101AFI20250912BHJP(工作機械;他に分類されない金属加工)
要約
【課題】制御雰囲気連続炉を用いて、ステンレス鋼と炭素繊維強化炭素複合材料(C/Cコンポジット)とをろう付けすることができるろう付け方法を提供する。
【解決手段】炭素繊維強化炭素複合材料とステンレス鋼とをろう材で接合するろう付け方法であって、前記ろう材は、クロムを含むニッケルろう材であることを特徴とするろう付け方法。
【選択図】図2
特許請求の範囲
【請求項1】
炭素繊維強化炭素複合材料とステンレス鋼とをろう材で接合するろう付け方法であって、
前記ろう材は、クロムを含むニッケルろう材であることを特徴とするろう付け方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ろう付け方法に関し、特にステンレス鋼と炭素繊維強化炭素複合材料(C/Cコンポジット)とのろう付けに適しているろう付け方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来より、金属、セラミックス等の接合方法の一種として、ろう付け方法が知られている。ろう付け方法は、一方の母材の表面に塗布したろう材を、母材が溶融せずろう材が溶融する温度へと加熱することにより、毛細管現象によって他方の母材との接合面に拡散した薄膜状のろう材を凝固させて母材同士を接合するものである。
【0003】
近年、カーボンニュートラルの観点から、特に自動車をはじめとする輸送機器に使用される材料の軽量化が求められている。軽量化とは、材料の重量を減らすことだが、近年は単一の材料で軽量化を達成することが難しくなっており、各材料の機械的特性を考慮して、種々の異種材料を適材適所に組み合わせて使用することが重要になってきている。
【0004】
軽量化のために、軽量な炭素繊維を含む複合材料として、C/Cコンポジットは、金属(特に鉄)よりも軽量で剛性が高いことから注目されている。しかしながら、C/Cコンポジットは、加工性に問題があり、他の材料と組み合わせて使用する場合、接合が問題となる。機械的な接合が用いられることもあるが、C/Cコンポジットの耐久性や軽量化を生かすためには、ろう付け方法が、最も効果的な接合方法のひとつである。C/Cコンポジットと金属(ステンレス鋼を含む)との間の接合については、例えば、非特許文献1及び非特許文献2には、チタン等の活性金属を用いたろう付け方法が開示されている。
【先行技術文献】
【非特許文献】
【0005】
Toshi-Taka IKESHOJI “Brazing between Carbon Fiber Reinforced Composites and Metals” Volume 83 Issue 3 (2014) pp.199-203.
Y. Miyazawa et al. “Preprints of the National Meeting of J.W.S. (Web)”(2019)Vol. 104, pp118-119.
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、チタン等の活性金属を用いたステンレス鋼とC/Cコンポジットとの間の接合は、チタン等の活性金属を用いて、活性炉内で実施されるため、接合に係るコストが高く、生産性も低いという問題点を有していた。
【0007】
そこで、本発明は、制御雰囲気連続炉を用いて、ステンレス鋼と炭素繊維強化炭素複合材料(C/Cコンポジット)とをろう付けすることができるろう付け方法を提供することを目的としている。
【課題を解決するための手段】
【0008】
前記目的を達成するために、本発明のろう付け方法は、
炭素繊維強化炭素複合材料とステンレス鋼とをろう材で接合するろう付け方法であって、
前記ろう材は、クロムを含むニッケルろう材であることを特徴とする。
【発明の効果】
【0009】
本発明の一実施形態によると、制御雰囲気連続炉を用いて、ステンレス鋼と炭素繊維強化炭素複合材料(C/Cコンポジット)とをろう付けすることができるろう付け方法を提供することができる。
【図面の簡単な説明】
【0010】
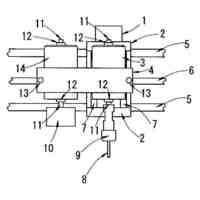
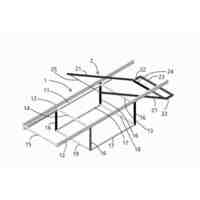
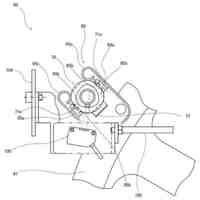
本発明の一実施形態に係るろう付け方法で使用した試験片の模式概略図である。
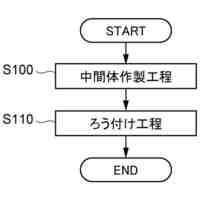
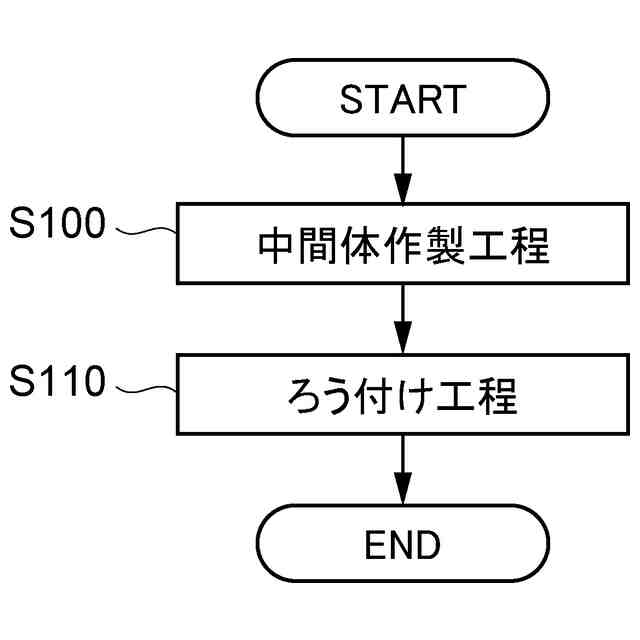
本発明の一実施形態に係るろう付け方法のフローチャートの一例である。
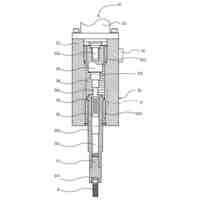
本発明の一実施形態に係るろう付け方法で使用した熱処理炉の全体構成の概略図である。
図3の熱処理炉の模式的構造を示す断面図である。
本発明の一実施形態に係るせん断応力試験後の試験片のステンレス鋼側の破断面の写真の一例である。
本発明の一実施形態に係るせん断応力試験後の試験片のC/Cコンポジット側の破断面の写真の一例である。
本発明の一実施形態に係るろう付け方法後の試験片のC/Cコンポジット側の表面組織写真であって、点分析箇所を説明する図である。
図7で示した表面組織における、面分析結果を説明する図である。
本発明の一実施形態に係るろう付け方法後の試験片のステンレス鋼側の表面組織写真であって、点分析箇所を説明する図である。
図9で示した表面組織の試験片と同じ試験片のステンレス鋼側の表面組織における、面分析結果を説明する図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
関東冶金工業株式会社
ろう付け方法
7日前
個人
タップ
4か月前
個人
フライス盤
19日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
19日前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め装置
3か月前
日東精工株式会社
ねじ締め装置
10日前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社FUJI
工作機械
2か月前
日東精工株式会社
多軸ねじ締め機
5か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
4か月前
日進工具株式会社
エンドミル
5か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
株式会社アンド
半田付け方法
21日前
個人
型枠製造装置のフレーム
今日
株式会社ダイヘン
多層盛り溶接方法
5か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
4か月前
トヨタ自動車株式会社
接合方法
5か月前
大見工業株式会社
ドリル
2か月前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
株式会社トヨコー
被膜除去方法
4か月前
株式会社ツガミ
工作機械
27日前
トヨタ自動車株式会社
溶接マスク
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ