TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116687
公報種別
公開特許公報(A)
公開日
2025-08-08
出願番号
2024011252
出願日
2024-01-29
発明の名称
フェライト系ステンレス鋼材及びその製造方法、並びに抗菌・抗ウィルス部材
出願人
日本製鉄株式会社
代理人
アクシス国際弁理士法人
主分類
C22C
38/00 20060101AFI20250801BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】抗菌性及び抗ウィルス性に優れるフェライト系ステンレス鋼材を提供する。
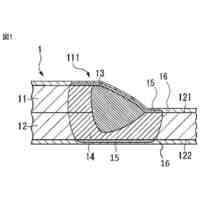
【解決手段】Cu濃度が25質量%以上のCu濃化層を最表面に有し、平均結晶粒径が30μm以下である、フェライト系ステンレス鋼材である。
【選択図】なし
特許請求の範囲
【請求項1】
Cu濃度が25質量%以上のCu濃化層を最表面に有し、平均結晶粒径が30μm以下である、フェライト系ステンレス鋼材。
続きを表示(約 1,100 文字)
【請求項2】
前記Cu濃化層の内側に酸化物層を有する、請求項1に記載のフェライト系ステンレス鋼材。
【請求項3】
質量基準で、Cr:13.00~32.00%、Cu:0.50~4.00%を含む、請求項1又は2に記載のフェライト系ステンレス鋼材。
【請求項4】
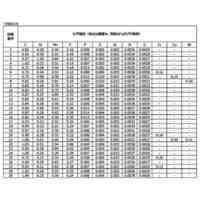
質量基準で、C:0.100%以下、Si:1.00%以下、Mn:3.00%以下、Ni:4.00%以下、P:0.050%以下、S:0.030%以下、N:0.100%以下、Ti及びNbの少なくとも一種の合計:6(C+N)~1.00%、Al:0.10%以下を更に含み、残部がFe及び不純物からなる、請求項3に記載のフェライト系ステンレス鋼材。
【請求項5】
質量基準で、Mo:3.00%以下、Zr:1.00%以下、Co:1.00%以下、V:1.00%以下、W:1.00%以下、REM:0.100%以下、Ca:0.100%以下、Sn:0.100%以下、B:0.0100%以下から選択される1種以上を更に含む、請求項4に記載のフェライト系ステンレス鋼材。
【請求項6】
Cu溶出量が0.08μg/cm
2
以上である、請求項1又は2に記載のフェライト系ステンレス鋼材。
【請求項7】
50μm角の断面領域に存在する長径が40nm以上のε-Cu相が100個以上である、請求項1又は2に記載のフェライト系ステンレス鋼材。
【請求項8】
抗菌・抗ウィルス部材に用いられる、請求項1又は2に記載のフェライト系ステンレス鋼材。
【請求項9】
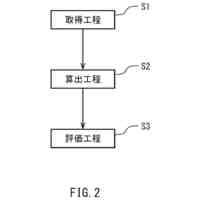
請求項1又は2に記載のフェライト系ステンレス鋼材の製造方法であって、
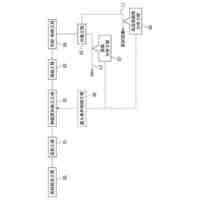
フェライト系ステンレス鋼スラブを、50.0%以上の仕上圧延率及び800℃以上の仕上熱延温度にて熱間圧延して熱延材を得る熱延工程と、
前記熱延材を10.0℃/秒以上の平均冷却速度で500℃以下の温度まで冷却する冷却工程と、
前記冷却工程で冷却された前記熱延材を750~900℃の温度で焼鈍して熱延焼鈍材を得る焼鈍工程と、
前記熱延焼鈍材を、露点が-30℃以下の非酸化雰囲気下、900℃までの温度域を10.0℃/秒以上の昇温速度で加熱し、900℃以上の温度で熱処理するCu拡散熱処理工程と
を含み、
前記焼鈍工程が酸化雰囲気で行われる場合は、前記焼鈍工程後に酸化皮膜除去工程を更に含む製造方法。
【請求項10】
前記冷却工程後の前記熱延材の平均結晶粒径が30μm以下である、請求項9に記載の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、フェライト系ステンレス鋼材及びその製造方法、並びに抗菌・抗ウィルス部材に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
ステンレス鋼材は、耐食性に優れているため、厨房機器、家電機器、医療器具、内装建材、輸送機器などの広範な用途で使用されており、細菌の繁殖やウィルスの付着などが起こり易い環境下での使用も多くなっている。近年、このような細菌の繁殖やウィルスの付着などによる人体への悪影響を懸念する傾向が強まっており、とりわけ、清潔さが必須とされる医療器具や厨房機器に加え、多数の人が集まる建造物や輸送機器に用いられる各種部材にも抗菌性や抗ウィルス性が要求されている。
【0003】
抗菌・抗ウィルス性を有する金属元素としては、AgやCuなどが知られていることから、これらの金属元素を添加することで抗菌・抗ウィルス性を付与したステンレス鋼材及びその製造方法が提案されている。
例えば、特許文献1には、C:0.1重量%以下、Si:2重量%以下、Mn:2重量%以下、Cr:10~30重量%及びCu:0.4~3重量%を含み、残部が実質的にFeの組成をもち、時効処理で析出したCuリッチ相(ε-Cu相)が0.2体積%以上の割合でマトリックスに分散している抗菌性に優れたフェライト系ステンレス鋼材が提案されている。
特許文献2には、1.0重量%以上のCuを含み、Cuリッチ相(ε-Cu相)が0.2体積%以上の割合でマトリックスに分散析出しているオーステナイト系又はフェライト系ステンレス鋼を基材とし、前記Cuリッチ相の析出部を除く前記基材の表面に不動態皮膜が形成されている接触抵抗の低いステンレス鋼材が提案されている。
【0004】
特許文献3には、0.5重量%以上のCuを含むステンレス鋼を基材とし、機械研磨仕上げ後にFe/Crの原子比が0.4以下に調整された不動態皮膜が基材表面に形成されている抗菌性に優れたステンレス鋼材が提案されている。
特許文献4には、重量%にて1%以上3%未満のCuを含むステンレス鋼材の表面にCu濃化層が形成され、該濃化層のCu最大濃度が3重量%以上であり、該濃化層が300℃で5秒以上保定する光輝焼鈍処理か、または250℃~350℃の間を10℃/秒以下の平均加熱速度で徐加熱する光輝焼鈍処理により形成された酸化皮膜を含むものであり、ステンレス鋼材の表面に♯80~♯240の研磨目を有していることを特徴とする抗菌性ステンレス鋼材が提案されている。
【0005】
特許文献5には、質量%で、C:0.001~0.050%、Si:0.01~1.0%、Mn:0.01~2.0%、P:0.05%以下、S:0.01%以下、Al:0.001~1.0%、Cr:11.0~32.0%、Cu:0.4~4.0%、N:0.001~0.050%を含有し、Ti:0.10~0.60%、Nb:0.10~0.60%のいずれか1種又は2種を含有し、残部がFe及び不可避的不純物であり、さらにε-Cu相を0.10~2.97体積%含有し、前記ε-Cu相の平均粒径が30nm以下である、厨房機器用フェライト系ステンレス鋼材が提案されている。
【0006】
しかしながら、上記の特許文献に開示のフェライト系ステンレス鋼材は、ε-Cu相の分布状態が適切に制御されていないため、所望の抗菌性が得られなかったり、抗菌性が早期に失われ易かったりすることがある。また、ウィルスは、細菌に比べて小さいため、ε-Cu相の間にウィルスが付着した場合には、抗ウィルス性がほとんど得られないこともある。
そこで、本出願人は、特許文献6において、組成に加えて、ε-Cu相の分布状態(特に、表面におけるε-Cu相の面積率、ε-Cu相の平均粒子径及びε-Cu相の最大粒子間距離)を制御したフェライト系ステンレス鋼材を提案した。
【先行技術文献】
【特許文献】
【0007】
特許第3223418号公報
特許第4368985号公報
特許第3934244号公報
特許第3895874号公報
特許第6519023号公報
特開2022-151128号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献6に記載のフェライト系ステンレス鋼材は、ε-Cu相の分布状態を制御しているため、特許文献1~5に記載のフェライト系ステンレス鋼材に比べて抗菌性及び抗ウィルス性が向上する。
しかしながら、特許文献6に記載のフェライト系ステンレス鋼材は、ε-Cu相が小さかったり、その量も少なかったりすることがあるため、抗菌性及び抗ウィルス性が十分に向上しない場合がある。
【0009】
また、抗菌性及び抗ウィルス性は、最表面に存在するCuの量に依存することから、Cuを最表面に濃化させることにより抗菌性及び抗ウィルス性を向上させることができる。Cuを表面に濃化させる方法として、特許文献4には光輝焼鈍の前に表面研磨を行うことにより表面にCu濃化層を形成する方法が記載されているが、この方法ではCu濃化層が酸化皮膜よりも内側に形成されるため、Cuの溶出が阻害されてしまい、抗菌性及び抗ウィルス性が十分に向上しない。
【0010】
本発明は、抗菌性及び抗ウィルス性に優れるフェライト系ステンレス鋼材及びその製造方法、並びに抗菌・抗ウィルス部材を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
筒型構造
2日前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
軸受用鋼管
2か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
ステンレス鋼材
12日前
日本製鉄株式会社
溶鉄の製造方法
5日前
日本製鉄株式会社
ステンレス鋼材
11日前
日本製鉄株式会社
ステンレス鋼材
11日前
日本製鉄株式会社
溶鉄の製造方法
5日前
日本製鉄株式会社
溶鋼の製造方法
5日前
日本製鉄株式会社
補強H形鋼有孔梁
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
溶銑の脱りん方法
1か月前
日本製鉄株式会社
棒製品の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ