TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025118041
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024013113
出願日
2024-01-31
発明の名称
注射針の曲げ加工治具及び曲げ加工治具を備えた曲げ加工装置
出願人
株式会社タスク
代理人
個人
,
個人
主分類
B21G
1/08 20060101AFI20250805BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】注射針の曲げ加工における高い再現性及び高い生産性を実現できる注射針の曲げ加工治具及び曲げ加工装置を提供する。
【解決手段】上側に所定の曲率半径を有する第1の曲げ加工面を有し、下側に回転軸を有する第1の曲げ加工部材と、上側に所定の曲率半径を有し第1の曲げ加工面と同じ向きに湾曲した第2の曲げ加工面を有し、下側に位置する軸の周りを回転するように第1の曲げ加工部材に取り付けられた第2の曲げ加工部材と、を備え、直管状の注射針の側面が第1の曲げ加工面の下端と接するように第1の曲げ加工部材に取り付けられた初期状態から、第1の曲げ加工面及び第2の曲げ加工面が近接する方向に第1の曲げ加工部材及び第2の曲げ加工部材の少なくとも一方を回転させることにより、第2の曲げ加工面の上側の領域が注射針の側面に当たり、注射針が曲げられて第1の曲げ加工面と第2の曲げ加工面との間に挟まれた状態とする。
【選択図】図4A
特許請求の範囲
【請求項1】
上側に所定の曲率半径を有する第1の曲げ加工面を有し、下側に回転軸を有する第1の曲げ加工部材と、
上側に前記所定の曲率半径を有し前記第1の曲げ加工面と同じ向きに湾曲した第2の曲げ加工面を有し、下側に位置する前記回転軸の周りを回転するように前記第1の曲げ加工部材に取り付けられた第2の曲げ加工部材と、
を備え、
前記第1の曲げ加工面及び前記第2の曲げ加工面が離間し、直管状の注射針の側面が前記第1の曲げ加工面の下端と接するように前記第1の曲げ加工部材に取り付けられた初期状態から、前記第1の曲げ加工面及び前記第2の曲げ加工面が近接する方向に前記第1の曲げ加工部材及び前記第2の曲げ加工部材の少なくとも一方を回転させることにより、前記第2の曲げ加工面の上側の領域が前記注射針の側面に当たり、更に同じ方向に回転させることにより、前記注射針が曲げられて前記第1の曲げ加工面と前記第2の曲げ加工面との間に挟まれた状態となることを特徴とする注射針の曲げ加工治具。
続きを表示(約 920 文字)
【請求項2】
前記第1の曲げ加工部材に取り付けられた前記注射針が、前記第1の曲げ加工面及び前記第2の曲げ加工面よりも上方まで延びていることを特徴とする請求項1に記載の注射針の曲げ加工治具。
【請求項3】
前記第2の曲げ加工面の上方に隣接して、前記注射針の直管部の側面に全面的に接する平面が形成されていることを特徴とする請求項2に記載の注射針の曲げ加工治具。
【請求項4】
前記第2の曲げ加工面の上方に、前記注射針の直管部の側面に接する湾曲面が形成されていることを特徴とする請求項2に記載の注射針の曲げ加工治具。
【請求項5】
前記第1の曲げ加工面及び前記第2の曲げ加工面の少なくとも一方に、前記注射針の一部を収容する溝部が形成されていることを特徴とする請求項1に記載の注射針の曲げ加工治具。
【請求項6】
注射針ハブに取り付けられた状態の前記注射針が前記第1の曲げ加工部材に取り付けられ、
前記第1の曲げ加工部材及び前記第2の曲げ加工部材の少なくとも一方に前記注射針ハブを収容する空間が形成されていることを特徴とする請求項1に記載の注射針の曲げ加工治具。
【請求項7】
前記注射針ハブはISO規格に準拠したコネクター形状を有し、ルアースリップ、ルアーロックそれぞれのISO規格に準拠したシリンジと組み合わせることができることを特徴とする請求項6に記載の注射針の曲げ加工治具。
【請求項8】
前記注射針の材質がステンレス鋼であり、外径が0.178mm以上0.730mm以下の範囲であり、肉厚が0.05mm以上0.35mm以下の範囲であることを特徴とする請求項1に記載の注射針の曲げ加工治具。
【請求項9】
前記注射針のサイズが22Gから34Gの範囲にあることを特徴とする請求項1に記載の注射針の曲げ加工治具。
【請求項10】
曲げ加工が行われる前記注射針の長さが9mm以上100mm以下の範囲にあることを特徴とする請求項1に記載の注射針の曲げ加工治具。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、直管状の注射針の曲げ加工を行う注射針の曲げ加工治具及びこの曲げ加工治具を備えた曲げ加工装置に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
美容整形外科手術で皮膚充填剤を充填するとき、一般的に、直管状の注射針が用いられている。しかし、顔または唇に皮膚充填剤を充填する場合、真っ直ぐに伸びた注射針では表皮に沿って針を刺入させることが難しいので、皮膚充填剤を表皮に沿って充填させるのが難しくなるという課題がある。これに対処するため、表皮に沿って針を刺入させることが可能な湾曲した注射針が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
国際公開公報WO2023/137516号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の湾曲した注射針の曲げ加工方法は確立されておらず、実際には、人の手で直管部を曲げて湾曲した注射針を製造しており、曲げ加工の再現性及び生産性が低いという課題を有する。
【0005】
従って、本開示の目的は、上記の課題を解決するものであり、注射針の曲げ加工における高い再現性及び高い生産性を実現できる注射針の曲げ加工治具及びこの曲げ加工治具を備えた曲げ加工装置を提供することにある。
【課題を解決するための手段】
【0006】
本開示の1つの態様に係る注射針の曲げ加工治具は、
上側に所定の曲率半径を有する第1の曲げ加工面を有し、下側に回転軸を有する第1の曲げ加工部材と、
上側に前記所定の曲率半径を有し前記第1の曲げ加工面と同じ向きに湾曲した第2の曲げ加工面を有し、下側に位置する前記回転軸の周りを回転するように前記第1の曲げ加工部材に取り付けられた第2の曲げ加工部材と、
を備え、
前記第1の曲げ加工面及び前記第2の曲げ加工面が離間し、直管状の注射針の側面が前記第1の曲げ加工面の下端と接するように前記第1の曲げ加工部材に取り付けられた初期状態から、前記第1の曲げ加工面及び前記第2の曲げ加工面が近接する方向に前記第1の曲げ加工部材及び前記第2の曲げ加工部材の少なくとも一方を回転させることにより、前記第2の曲げ加工面の上側の領域が前記注射針の側面に当たり、更に同じ方向に回転させることにより、前記注射針が曲げられて前記第1の曲げ加工面と前記第2の曲げ加工面との間に挟まれた状態となる。
【0007】
本開示の1つの態様に係る注射針の曲げ加工装置は、
上記の注射針の曲げ加工治具と、
前記第1の曲げ加工部材及び前記第2の曲げ加工部材の少なくとも一方を回転させるアクチュエータと、
を備える。
【発明の効果】
【0008】
本開示により、注射針の曲げ加工における高い再現性及び高い生産性を実現できる注射針の曲げ加工治具及びこの曲げ加工治具を備えた曲げ加工装置を提供することができる。
【図面の簡単な説明】
【0009】
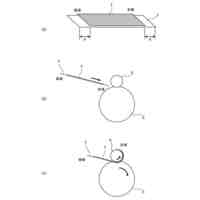
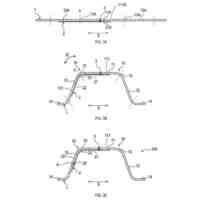
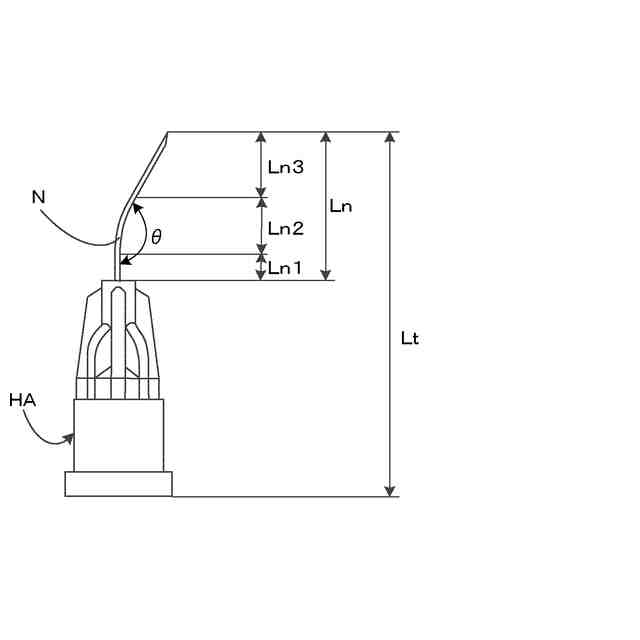
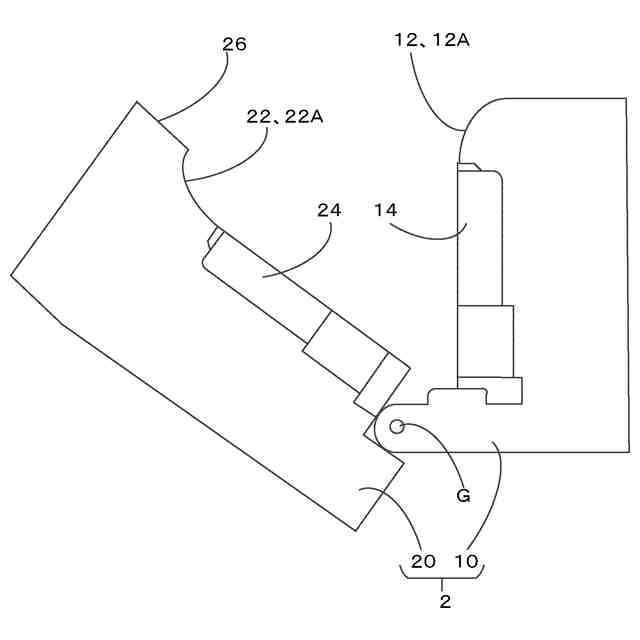
注射針を曲げ加工した後の注射針ハブアッセンブリの一例を示す側面図である。
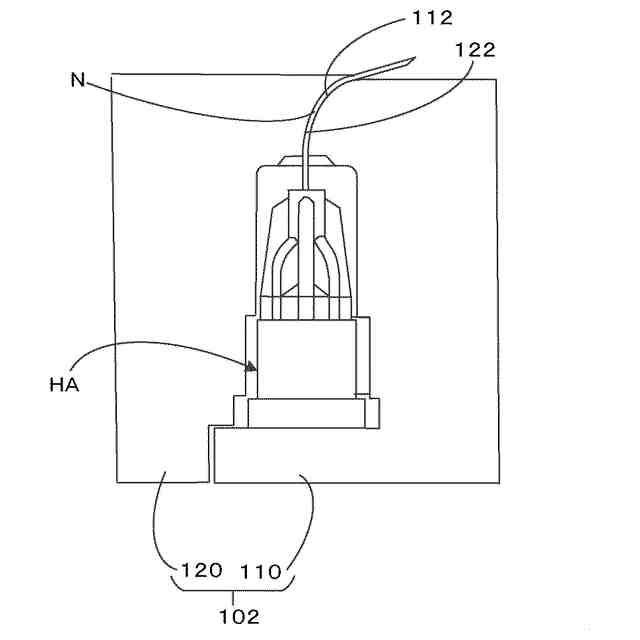
比較例として示す加工治具を示す側面図であって、針ハブに直線的に延びた加工前の注射針が取り付けられた注射針ハブアッセンブリが装着された第1の曲げ加工部材と、第1の曲げ加工部材から離間した位置にある第2の曲げ加工部材とを示す図である。
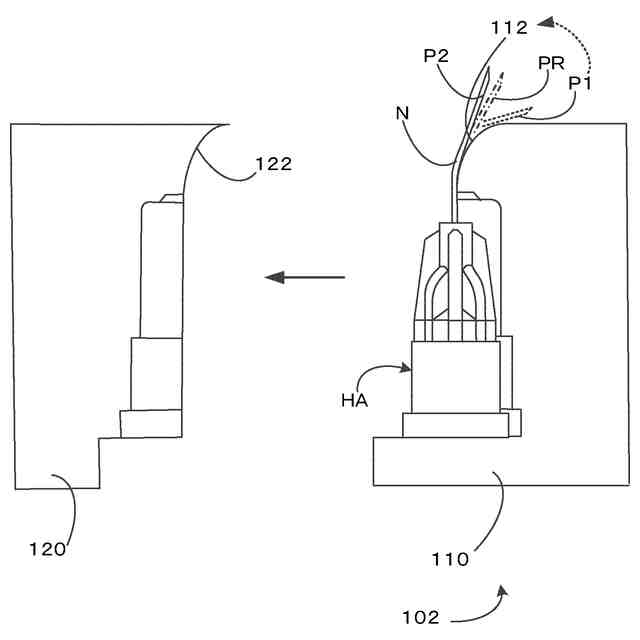
図2Aに示す状態から、第2の曲げ加工部材を第1の曲げ加工部材と接するように並進運動させて針ハブに取り付けられた注射針の曲げ加工を行うところを示す図である。
図2Bに示す状態から、第2の曲げ加工部材を第1の曲げ加工部材から離間させたところを示し、スプリングバックが大きくて意図した曲げ状態になっていないところを示す図である。
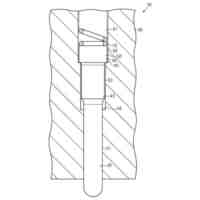
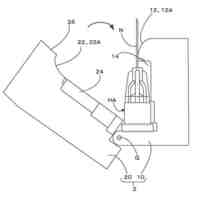
本発明の第1の実施形態に係る曲げ加工治具を示す斜視図であって、加工前の注射針ハブアッセンブリが装着された状態を示す図である。
本発明の第1の実施形態に係る曲げ加工治具を示す側面図である。
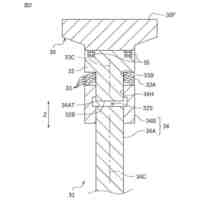
本発明の第1の実施形態に係る曲げ加工治具を用いて針ハブに取り付けられた直線的に延びる注射針の曲げ加工を行うところを示す側面図であって、第1の曲げ加工部材に加工前の注射針ハブアッセンブリが装着され、第2の曲げ加工部材が第1の曲げ加工部材から離間した状態を示す図である。
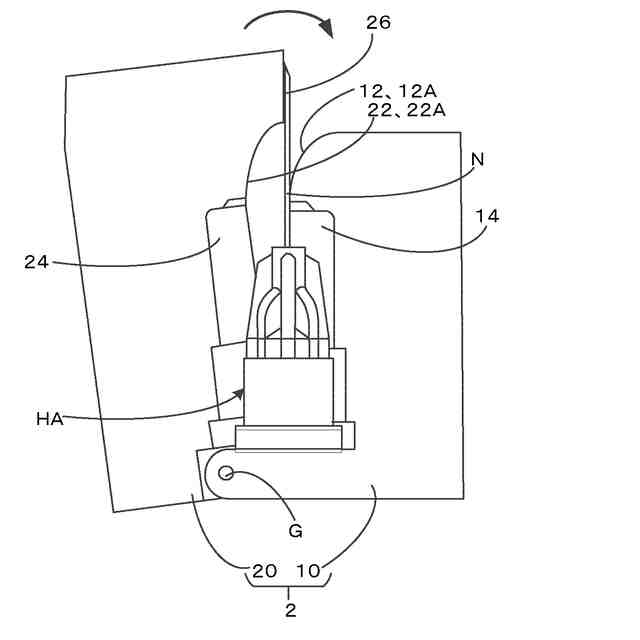
図4Aに示す状態から、第2の曲げ加工部材を第1の曲げ加工部材に近接する方向に回転させ、第2の曲げ加工部材の第2の曲げ加工面の上方の平面が直線的に延びる注射針の側面に当接したこころを示す図である。
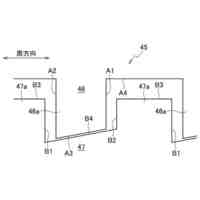
図4Bに示す状態から、更に第2の曲げ加工部材を最も第1の曲げ加工部材に近接する位置まで回転させて、注射針の曲げ加工を行ったところを示す図である。
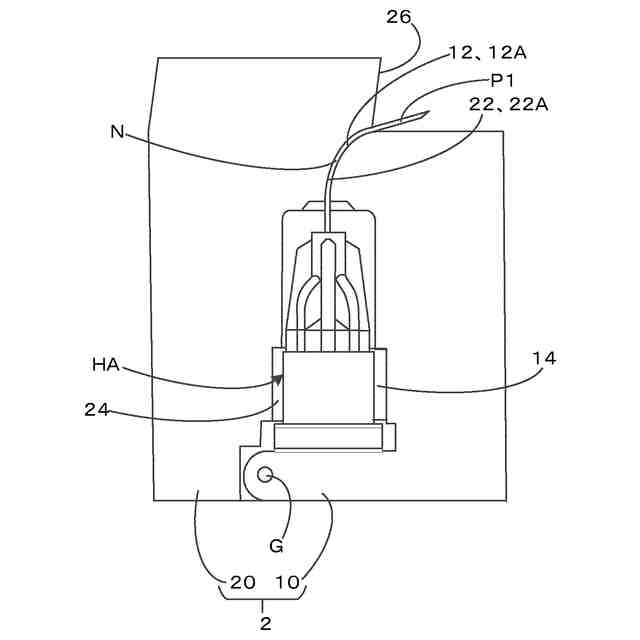
図4Cに示す状態から、第2の曲げ加工部材を第1の曲げ加工部材から離間する方向に回転させ、スプリングバックに関わらず注射針が意図した曲げ状態となっているところを示す図である。
本発明の第2の実施形態に係る曲げ加工治具を示す斜視図であって、加工前の射針ハブアッセンブリが装着された状態を示す図である。
本発明の第2の実施形態に係る曲げ加工治具を示す側面図である。
本発明の第2の実施形態に係る曲げ加工治具を用いて針ハブに取り付けられた直線的に延びる注射針の曲げ加工を行うところを示す側面図であって、第1の曲げ加工部材に加工前の注射針ハブアッセンブリが装着され、第2の曲げ加工部材が第1の曲げ加工部材から離間した状態を示す図である。
図6Aに示す状態から、第2の曲げ加工部材を第1の曲げ加工部材に近接する方向に回転させ、第2の曲げ加工部材の第2の曲げ加工面の上方の湾曲面が注射針の側面に当接したこころを示す図である。
図6Bに示す状態から、更に第2の曲げ加工部材を最も第1の曲げ加工部材に近接する位置まで回転させて、注射針の曲げ加工を行ったところを示す図である。
図6Cに示す状態から、第2の曲げ加工部材を第1の曲げ加工部材から離間する方向に回転させ、スプリングバックに関わらず注射針が意図した曲げ状態となっているところを示す図である。
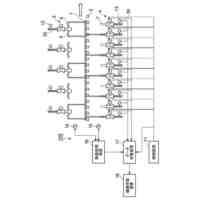
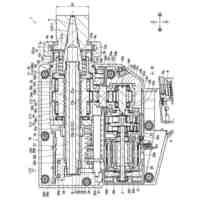
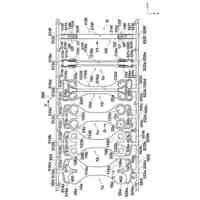
アクチエータにより曲げ加工治具を作動させる本発明の1つの実施形態に係る曲げ加工装置を示す平面面図である。
図7Aの矢視A-Aを示す側面図である。
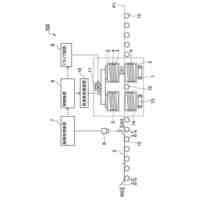
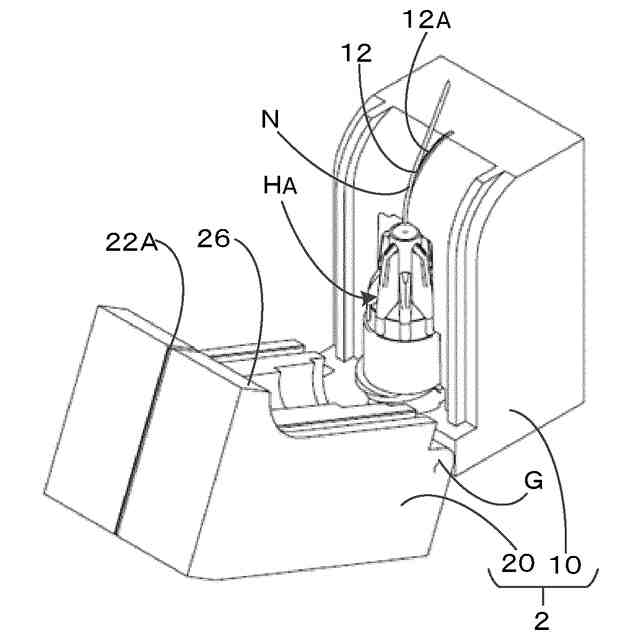
本発明の1つの実施形態に係る曲げ加工装置を示す斜視図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら、本発明を実施するための実施形態を説明する。各図面中、同一の機能を有する対応する部材には、同一符号を付している。要点の説明または理解の容易性を考慮して、便宜上実施形態を分けて示す場合があるが、異なる実施形態で示した構成の部分的な置換または組み合わせは可能である。後述の実施形態では前述の実施形態と共通の事柄についての記述を省略し、異なる点についてのみ説明する。特に、同様の構成による同様の作用効果については、実施形態ごとには逐次言及しないものとする。図面が示す部材の大きさや位置関係等は、説明を明確にするため、誇張して示している場合もある。
なお、以下の説明においては、曲げ加工される注射針が取り付けられた注射針ハブの注射針の先端が上側に位置し、ハブのシリンジに取り付けられる端部が下側に位置する状態において上下を示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社タスク
注射針の曲げ加工治具及び曲げ加工治具を備えた曲げ加工装置
5日前
個人
ヘッダー加工機
2か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス装置
3か月前
株式会社西田製作所
パンチャーヘッド
3か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
3か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
株式会社アマダ
曲げ加工機
2か月前
株式会社トラバース
パンチング加工装置
3か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
1か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
浙江飛剣工貿有限公司
二重片口の製造方法
2か月前
ユニプレス株式会社
プレス加工装置
17日前
トヨタ紡織株式会社
プレス金型装置
3か月前
株式会社TMEIC
制御システム
1か月前
株式会社アマダ
プレスブレーキ
20日前
株式会社TMEIC
誘導加熱装置
1か月前
JFEスチール株式会社
熱延鋼板の製造方法
20日前
日産自動車株式会社
金属板の曲げ加工方法
3か月前
JFEスチール株式会社
板巻き加工品の製造方法
3か月前
トヨタ紡織株式会社
パンチ及びプレス金型
3か月前
三協オイルレス工業株式会社
リフタユニット
1か月前
トリックス株式会社
セレーションの製造方法
5日前
株式会社エフ・シー・シー
積層鉄心の製造装置
2か月前
トヨタ自動車株式会社
成形型の造形方法
19日前
株式会社マキタ
管拡径工具
3か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社エフテック
アーム部材の製造方法
3か月前
株式会社アイシン
プレス成形装置およびプレス成形方法
3か月前
フタバ産業株式会社
成型品の製造方法
3か月前
株式会社マキタ
フレア形成工具
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ