TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025120679
公報種別
公開特許公報(A)
公開日
2025-08-18
出願番号
2024015663
出願日
2024-02-05
発明の名称
断熱板、射出成形機、及び金型と断熱板の組
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B22D
17/22 20060101AFI20250808BHJP(鋳造;粉末冶金)
要約
【課題】金型と射出成形機の型盤との間に装着可能で、経済的で劣化や破損が生じにくい断熱板を提供する。
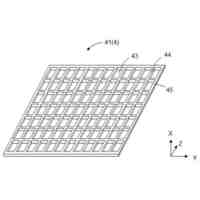
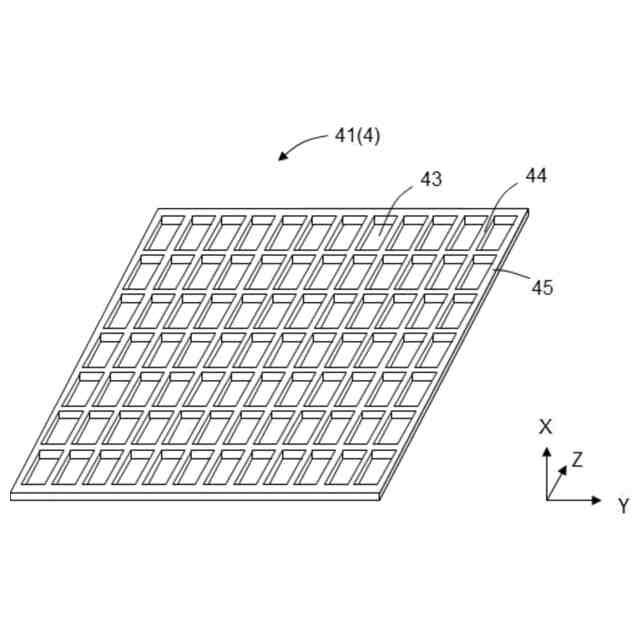
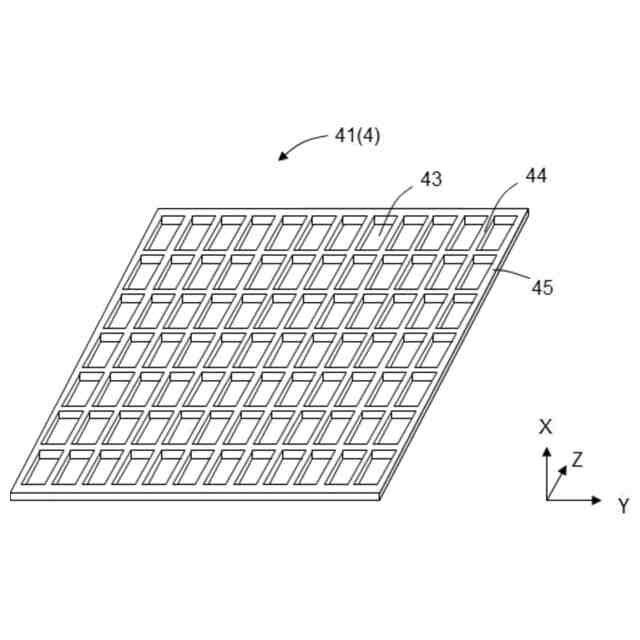
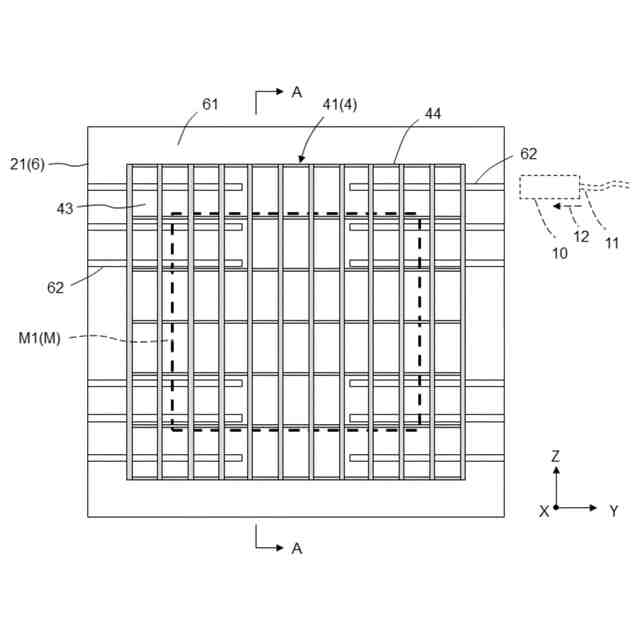
【解決手段】断熱板4は金型Mと射出成形機1の型盤6との間に装着可能である。断熱板4は、断熱板4を厚さ方向に貫通する複数の断熱部43と、複数の断熱部43の各々を区画し取り囲む金属製の区画部44と、を有している。区画部44は、型盤6と接触する型盤接触面47と、金型Mと接触する金型接触面48と、を有する。複数の断熱部43は区画部44より熱伝導率が低い。
【選択図】図2
特許請求の範囲
【請求項1】
金型と射出成形機の型盤との間に装着可能な断熱板であって、
前記断熱板を厚さ方向に貫通する複数の断熱部と、
前記複数の断熱部の各々を区画し取り囲む金属製の区画部と、を有し、
前記区画部は、前記型盤と接触する型盤接触面と、前記金型と接触する金型接触面と、を有し、
前記複数の断熱部は前記区画部より熱伝導率が低い、断熱板。
続きを表示(約 560 文字)
【請求項2】
前記断熱部は空気からなる、請求項1に記載の断熱板。
【請求項3】
前記断熱部は繊維状のセラミクスを含む、請求項1に記載の断熱板。
【請求項4】
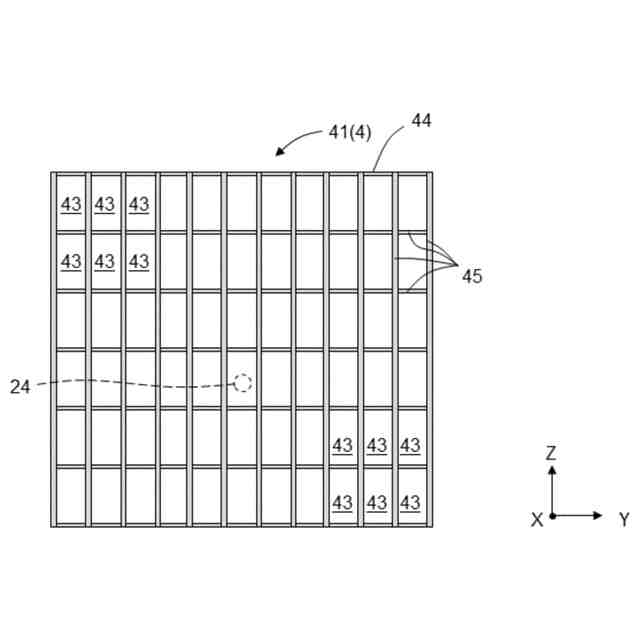
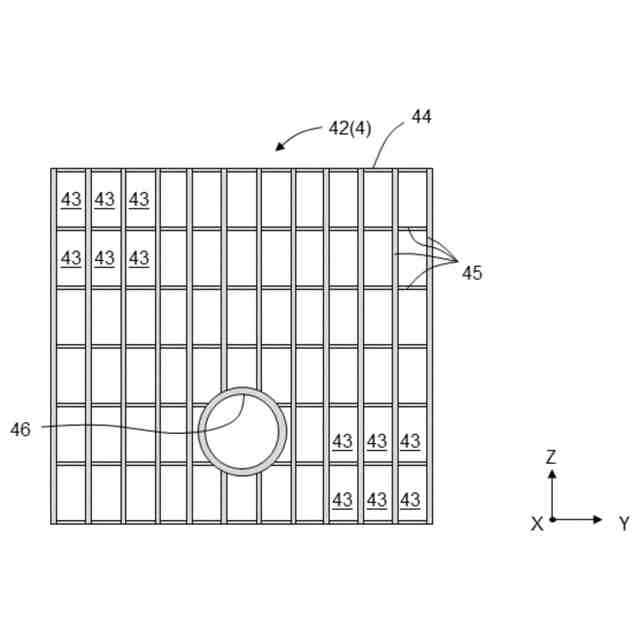
前記区画部は少なくとも異なる2方向に延びて相互に連結された複数の板材を有し、前記複数の板材が前記複数の断熱部を画定する、請求項1に記載の断熱板。
【請求項5】
前記複数の板材は格子状に連結されている、請求項4に記載の断熱板。
【請求項6】
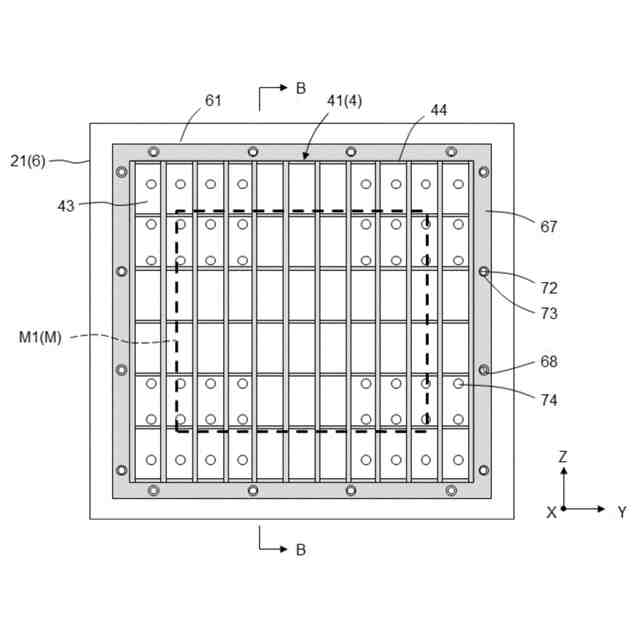
前記区画部は複数の円形の貫通孔を備えた板材を有し、前記複数の貫通孔が前記断熱部を画定する、請求項1に記載の断熱板。
【請求項7】
金型が取付けられる型盤と、
請求項1から6のいずれか1項に記載の断熱板と、を有する射出成形機。
【請求項8】
前記断熱板は前記型盤に固定されている、請求項7に記載の射出成形機。
【請求項9】
前記断熱板は前記型盤における金型の最大装着範囲と同じ、または前記最大装着範囲より大きい、請求項7に記載の射出成形機。
【請求項10】
射出成形機の型盤に取付けられる金型と、
請求項1から6のいずれか1項に記載の断熱板と、を有する金型と断熱板の組。
発明の詳細な説明
【技術分野】
【0001】
本発明は断熱板、射出成形機、及び金型と断熱板の組に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
金型からの熱の放散を抑制するため、金型と射出成形機の型盤との間に断熱板が取付けられることがある。断熱板は低い熱伝導率が要求されるため、一般的には繊維状のセラミクスを圧縮し焼成して製造されている。特許文献1にはガラス繊維からなる断熱板が記載されている。断熱板は複数の貫通孔を有し、貫通孔にセラミクスからなるスペーサが装着されている。スペーサは断熱板よりも型盤に向けて突き出しており、型盤にはスペーサのみが接している。
【先行技術文献】
【特許文献】
【0003】
特許第5592086号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
セラミクスは高価であるため、セラミクス製の断熱板は大型の金型では採用が困難となる場合がある。また、セラミクス製の断熱板は、金型のキャビティ表面に塗布される離型剤を繊維が吸収して劣化したり、金型と当たって破損したりすることがある。特許文献1に記載された断熱板はセラミクスの使用範囲が限定されているが、同様の課題がある。
【0005】
本発明は、金型と射出成形機の型盤との間に装着可能で、経済的で劣化や破損が生じにくい断熱板を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の断熱板は、断熱板を厚さ方向に貫通する複数の断熱部と、複数の断熱部の各々を区画し取り囲む金属製の区画部と、を有している。区画部は、型盤と接触する型盤接触面と、金型と接触する金型接触面と、を有し、複数の断熱部は区画部より熱伝導率が低い。
【発明の効果】
【0007】
本発明によれば、金型と射出成形機の型盤との間に装着可能で、経済的で劣化や破損が生じにくい断熱板を提供することができる。
【図面の簡単な説明】
【0008】
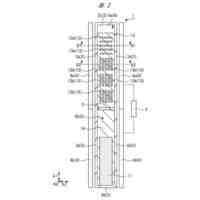
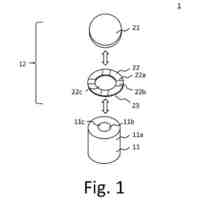
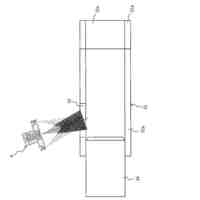
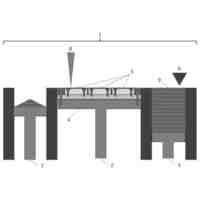
第1の実施形態に係る射出成形機の概略正面図である。
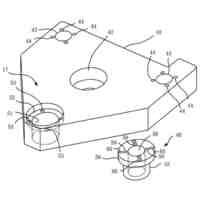
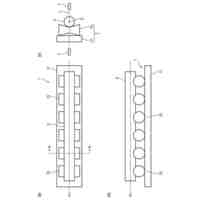
第1の実施形態に係る断熱板(可動金型断熱板)の斜視図である。
第1の実施形態に係る断熱板(可動金型断熱板)の正面図である。
第1の実施形態に係る断熱板(固定金型断熱板)の正面図である。
第1の実施形態に係る断熱板の型盤装着時の正面図である。
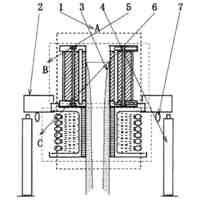
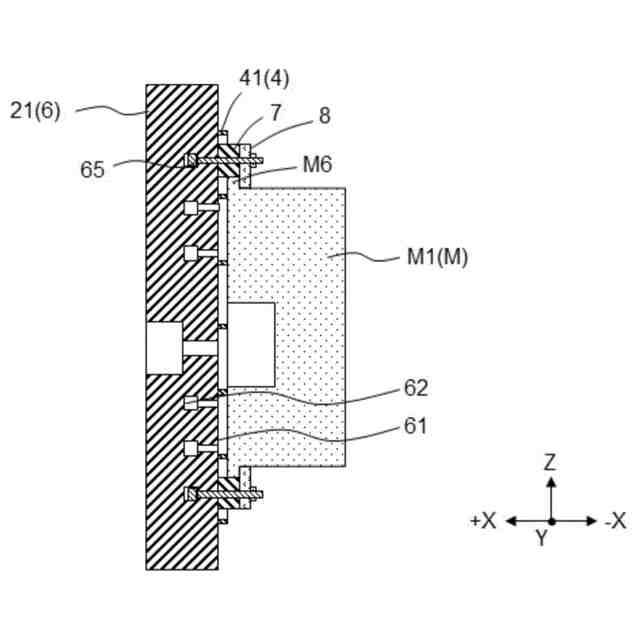
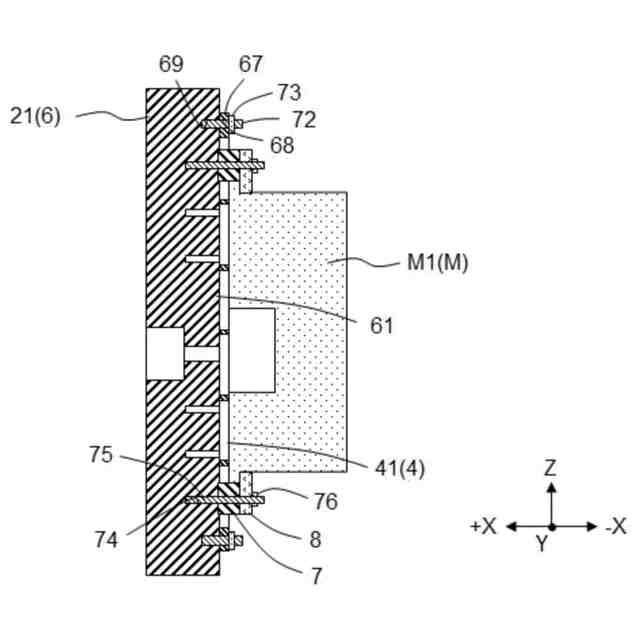
図5のA-A線に沿った側方断面図である。
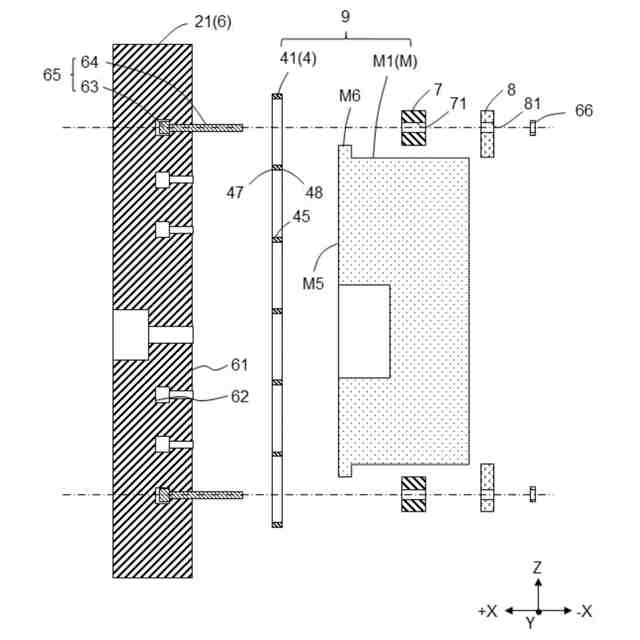
図6の分解図である。
第2の実施形態に係る断熱板の型盤装着時の正面図である。
図8のB-B線に沿った断熱板と型盤の側方断面図である。
第3の実施形態に係る断熱板の正面図である。
第4の実施形態に係る断熱板(可動金型断熱板)の斜視図である。
【発明を実施するための形態】
【0009】
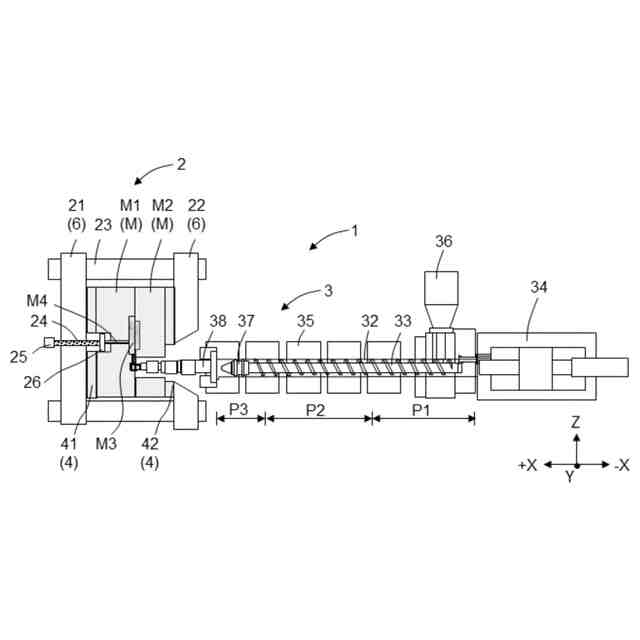
以下、図面を参照して本発明のいくつかの実施形態について説明する。本発明はマグネシウム合金などを成形する金属射出成形機に好適に適用することができるが、樹脂を射出する射出成形機にも適用することが可能である。以下の説明で互いに直交する水平方向をX方向、Y方向といい、X方向及びY方向と直交する鉛直方向をZ方向という。X方向はシリンダ32の軸方向と一致し、射出方向を+X方向、射出方向と反対方向を-X方向という。
【0010】
(第1の実施形態)
<射出成形機1の全体構成>
図1は、第1の実施形態に係る射出成形機1の概略正面図を示している。射出成形機1はマグネシウム合金、アルミニウム合金などの溶融金属を射出する横型の金属射出成形機である。射出成形機1は、金型を型締めする型締装置2と、射出される金属材料を加熱溶融して射出する射出装置3と、から概略構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社日本製鋼所
竪型型締装置、および竪型射出成形機
14日前
株式会社日本製鋼所
断熱板、射出成形機、及び金型と断熱板の組
17日前
株式会社日本製鋼所
人工水晶の製造方法、人工水晶製造装置および人工水晶
17日前
株式会社日本製鋼所
車両用モジュールの製造方法、車両用モジュール、射出成形装置
3日前
株式会社日本製鋼所
射出成形システム、昇温タイミング制御プログラム及び昇温タイミング制御方法
22日前
株式会社日本製鋼所
樹脂搬送装置、射出成形システムおよび樹脂搬送方法
22日前
個人
鋼の連続鋳造用鋳型
8日前
個人
ピストンの低圧鋳造金型
4か月前
トヨタ自動車株式会社
押湯入子
23日前
大阪硅曹株式会社
無機中子用水性塗型剤
10日前
株式会社プロテリアル
合金粉末の製造方法
4か月前
個人
透かし模様付き金属板の製造方法
7か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
芝浦機械株式会社
成形機
6か月前
芝浦機械株式会社
射出装置及び成形機
20日前
芝浦機械株式会社
成形機
6か月前
トヨタ自動車株式会社
鋳バリ抑制方法
4か月前
山石金属株式会社
ガスアトマイズ装置
17日前
山石金属株式会社
ガスアトマイズ装置
17日前
株式会社キャステム
鋳造品の製造方法
4か月前
トヨタ自動車株式会社
中子の製造方法
1か月前
トヨタ自動車株式会社
突き折り棒
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
6か月前
トヨタ自動車株式会社
鋳物砂の再生方法
1か月前
株式会社浅沼技研
鋳型及びその製造方法
6か月前
トヨタ自動車株式会社
ケースの製造方法
2か月前
旭有機材株式会社
鋳型の製造方法
1か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
2か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2日前
株式会社プロテリアル
金属付加製造物の製造方法
5か月前
大同特殊鋼株式会社
鋼塊の製造方法
5か月前
トヨタ自動車株式会社
金型冷却構造
3か月前
株式会社プロテリアル
金属付加製造物の製造方法
22日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
4か月前
福田金属箔粉工業株式会社
Cu系粉末
2か月前
株式会社神戸製鋼所
炭素-銅含有粉末
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ