TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025127300
公報種別
公開特許公報(A)
公開日
2025-09-01
出願番号
2024023962
出願日
2024-02-20
発明の名称
車両用モジュールの製造方法、車両用モジュール、射出成形装置
出願人
株式会社日本製鋼所
代理人
個人
,
弁理士法人i.PARTNERS特許事務所
主分類
B29C
45/16 20060101AFI20250825BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複数の車両用部材からなる車両用モジュールを製造可能な技術を提供する。
【解決手段】固定金型222と可動金型242とこれら金型間に位置してそれぞれに対して型合わせ可能な中間金型265とを有する射出成形装置を用いて少なくとも第1及び第2の車両用部材を含む車両用モジュールの製造方法であって、第1及び第2の車両用部材のいずれか一方が車両用のランプカバーを含み、固定金型222と可動金型242とを用いて、第1の車両用部材を射出成形し、第1の車両用部材が中間金型265における固定金型222側に保持されて型開された状態において、第1の車両用部材を可動金型242に対向するように中間金型265を回転させ、可動金型224と中間金型265とを用いて、第1の車両用部材に対して第2の車両用部材が接合するように第2の車両用部材を射出成形した。
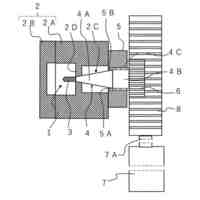
【選択図】図5
特許請求の範囲
【請求項1】
第1の金型と第2の金型と前記第1及び第2の金型間に位置してそれぞれに対して型合わせ可能な中間金型とを有する射出成形装置を用いて少なくとも第1及び第2の車両用部材を含む車両用モジュールの製造方法であって、
前記第1及び第2の車両用部材のいずれか一方が車両用のランプカバーを含み、
前記第1の金型と前記中間金型とを用いて、第1の車両用部材を射出成形し、
前記第1の車両用部材が前記中間金型における前記第1の金型側に保持されて型開された状態において、前記第1の車両用部材を前記第2の金型に対向するように前記中間金型を回転させ、
前記第2の金型と前記中間金型とを用いて、前記第1の車両用部材に対して前記第2の車両用部材が接合するように前記第2の車両用部材を射出成形する
車両用モジュールの製造方法。
続きを表示(約 2,000 文字)
【請求項2】
前記中間金型の回転に先立って、
前記第1の金型と前記中間金型とを用いて、更に前記第1及び第2の車両用部材とは異なる第3の車両用部材を射出成形することにより前記中間金型に前記第1の車両用部材と共に前記第3の車両用部材を保持させる
請求項1記載の車両用モジュールの製造方法。
【請求項3】
前記第2の金型と前記中間金型とを用いて、前記第2の車両用部材と、前記第1及び第2の車両用部材とは異なる第3の車両用部材を射出成形する
請求項1記載の車両用モジュールの製造方法。
【請求項4】
前記中間金型の回転に先立って、前記第1の金型と前記中間金型とを用いて、前記第1の車両用部材を射出成形すると共に、前記第2の金型と前記中間金型とを用いて、前記第1及び第2の車両用部材とは異なる第3の車両用部材を射出成形し、
前記第1の車両用部材を前記中間金型に保持させると共に、第3の車両用部材を前記第2の金型に保持させた状態において前記中間金型の回転を行い、
前記第2の金型と前記中間金型とを用いて、前記第1及び第3の車両用部材に対して前記第2の車両用部材が接合するように前記第2の車両用部材を射出成形する
請求項1記載の車両用モジュールの製造方法。
【請求項5】
前記第2の車両用部材の射出成形に先立って、他の成形装置により成形された、前記第1及び第2の車両用部材とは異なる第3の車両用部材を前記第2の金型及び前記中間金型のいずれかにインサートする
請求項1記載の車両用モジュールの製造方法。
【請求項6】
前記第1の車両用部材は接続部材であり、
前記第2の車両用部材は光透過性を有するランプカバーであり、
前記第3の車両用部材は前記第2の車両用部材とは光透過性または材料が異なるランプカバーまたはランプカバーの枠部材であり、
前記中間金型の回転後、前記第1の車両用部材に対して前記第2の車両用部材または前記第3の車両用部材のいずれか一方を射出成形した後、コアバック法を用いて前記第2及び第3の車両用部材のいずれか他方を射出成形する
請求項3記載の車両用モジュールの製造方法。
【請求項7】
前記車両用モジュールはフロントモジュール部材であり、
前記ランプカバーはヘッドランプカバーであり、
前記第1及び第2の車両用部材のいずれか一方が前記ヘッドランプカバーであり、いずれか他方が前記ヘッドランプカバーの枠部材及び該枠部材を接続する接続部材のいずれかである
請求項1~請求項6のいずれか一項記載の車両用モジュールの製造方法。
【請求項8】
前記車両用モジュールはリアモジュール部材であり、
前記第1及び第2の車両用部材のいずれか一方が第1のテールランプカバーであり、いずれか他方が該テールランプカバーとは異なる材料からなる第2のテールランプカバー、及び、前記第1及び第2のいずれかのテールランプカバーを接続する接続部材のいずれかである
請求項1~請求項6のいずれか一項記載の車両用モジュールの製造方法。
【請求項9】
第1の金型と第2の金型と前記第1及び第2の金型のそれぞれに対して型合わせ可能な中間金型とを有する射出成形装置を用いて製造される少なくとも第1及び第2の車両用部材を含む車両用モジュールであって、
前記第1及び第2の車両用部材のいずれか一方が車両用のランプカバーを含み、
前記第1の金型と前記中間金型を用いて射出成形された第1の車両用部材が前記中間金型における前記第1の金型側に保持されて型開された状態において、前記第1の車両用部材を前記第2の金型に対向するように前記中間金型を回転させ、前記第2の金型と前記中間金型とを用いて、前記第1の車両用部材に対して前記第2の車両用部材が接合するように前記第2の車両用部材を射出成形することによって製造される
車両用モジュール。
【請求項10】
少なくとも第1及び第2の車両用部材を含む車両用モジュールを製造する射出成形装置であって、
第1の金型と、
第2の金型と、
前記第1及び第2の金型間に位置してそれぞれに対して型合わせ可能であり、前記第1の金型と前記中間金型とを用いて射出成形された第1の車両用部材が前記第1の金型側に保持されて型開された状態において、前記第1の車両用部材を前記第2の金型に対向するように回転可能な中間金型と、
前記第2の金型と前記中間金型とを用いて、前記第1の車両用部材に対して前記第2の車両用部材が接合するように前記第2の車両用部材を射出成形する成形制御部と
を備え、
前記第1及び第2の車両用部材のいずれか一方が車両用のランプカバーを含む
射出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の部材からなるモジュールを製造する技術に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、この種の技術として下記特許文献1記載の射出成形機が知られている。当該射出成形機は、第1の金型が取付け可能な第1の盤と第2の金型が取付け可能な第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転される中間金型が取付け可能な回転盤が設けられ、第1の盤の外側に第1の射出装置が設けられ、第2の盤の外側に第2の射出装置が設けられ、第1の射出装置よりも総重量の小さい第3の射出装置を設けることを特徴としている。
【先行技術文献】
【特許文献】
【0003】
特開2013-132812号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の実施形態が解決しようとする課題は、複数の車両用部材からなる車両用モジュールを製造可能な技術を提供することである。その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0005】
一実施形態による車両用モジュールを製造する方法は、第1の金型と第2の金型と前記第1及び第2の金型間に位置してそれぞれに対して型合わせ可能な中間金型とを有する射出成形装置を用いて少なくとも第1及び第2の車両用部材を含む車両用モジュールを製造する方法であって、前記第1及び第2の車両用部材のいずれか一方が車両用のランプカバーを含み、前記第1の金型と前記中間金型とを用いて、第1の車両用部材を射出成形し、前記第1の車両用部材が前記中間金型における前記第1の金型側に保持されて型開された状態において、前記第1の車両用部材を前記第2の金型に対向するように前記中間金型を回転させ、前記第2の金型と前記中間金型とを用いて、前記第1の車両用部材に対して前記第2の車両用部材が接合するように前記第2の車両用部材を射出成形することを特徴とする。
【図面の簡単な説明】
【0006】
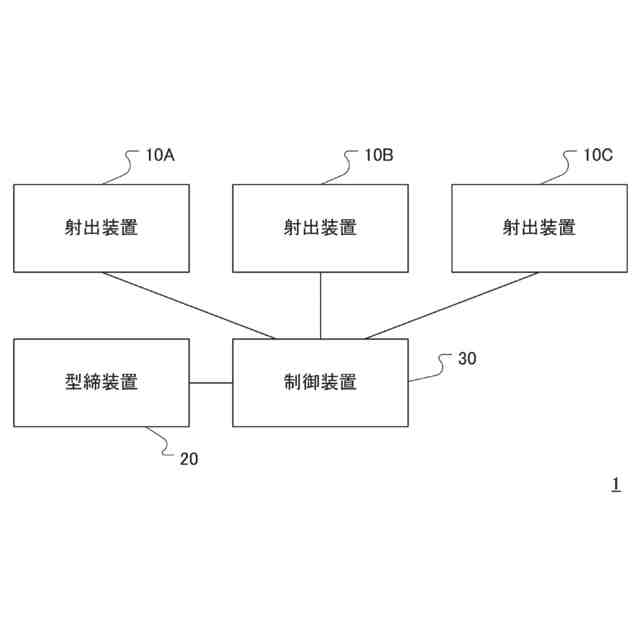
第1の実施形態に係る射出成形装置の構成を示すブロック図である。
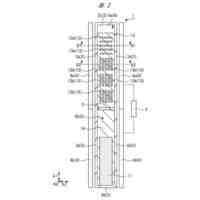
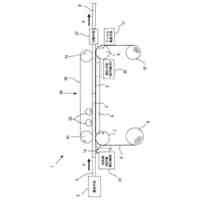
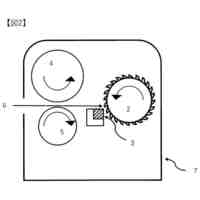
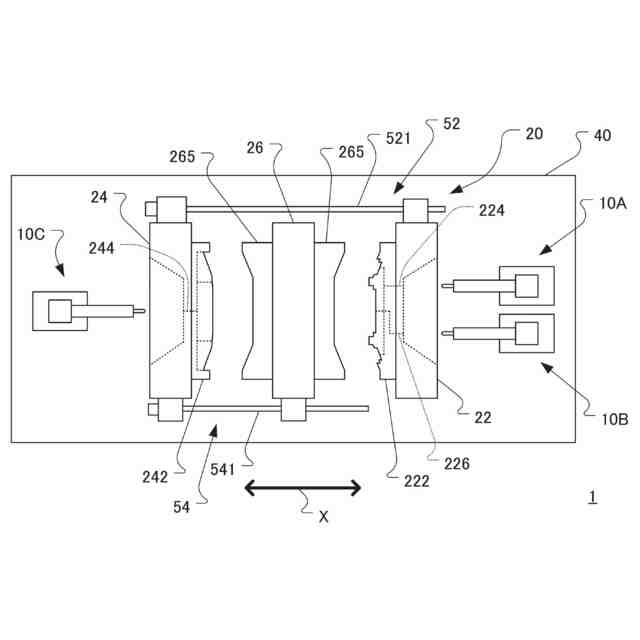
第1の実施形態に係る射出成形装置の構成を模式的に示す概略平面図である。
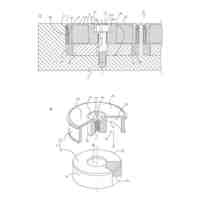
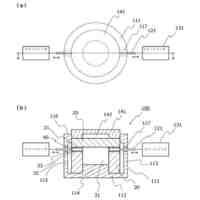
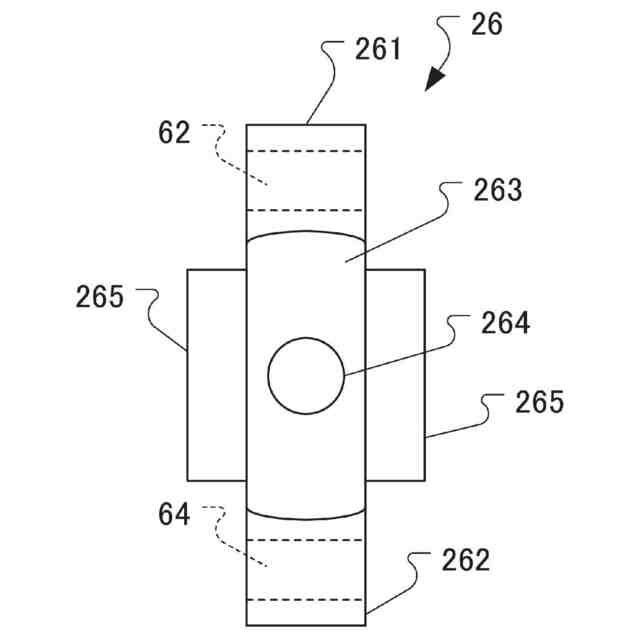
第1の実施形態に係る型締装置の中間盤の構成を模式的に示す概略側面図である。
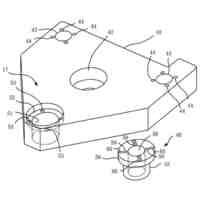
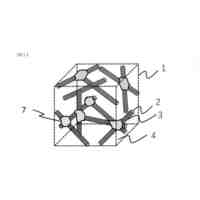
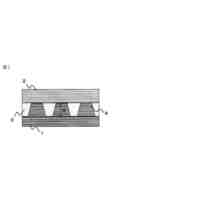
第1の実施形態に係る射出成形装置により成形される車両用モジュールを模式的に示す概略図である。
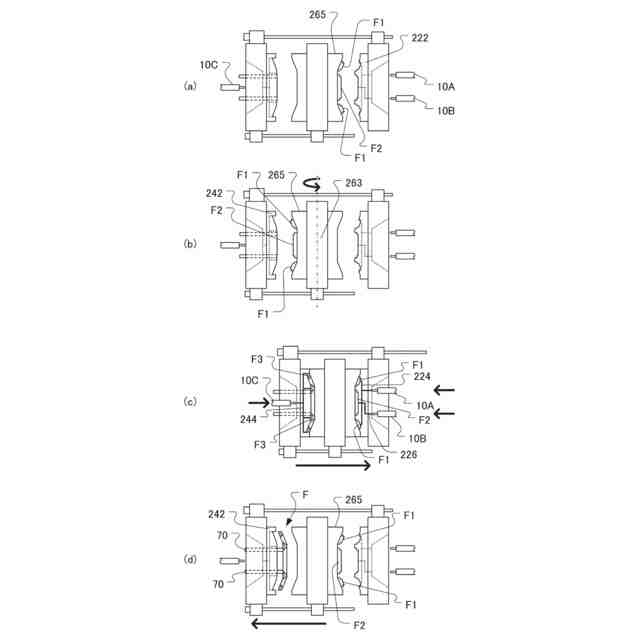
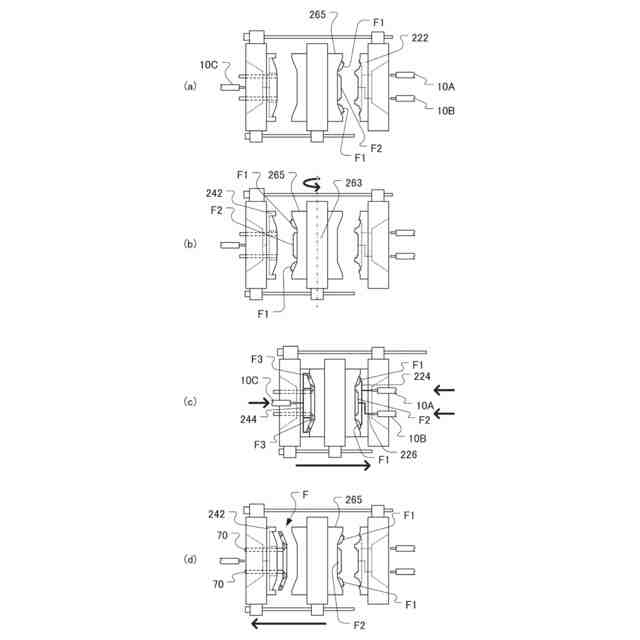
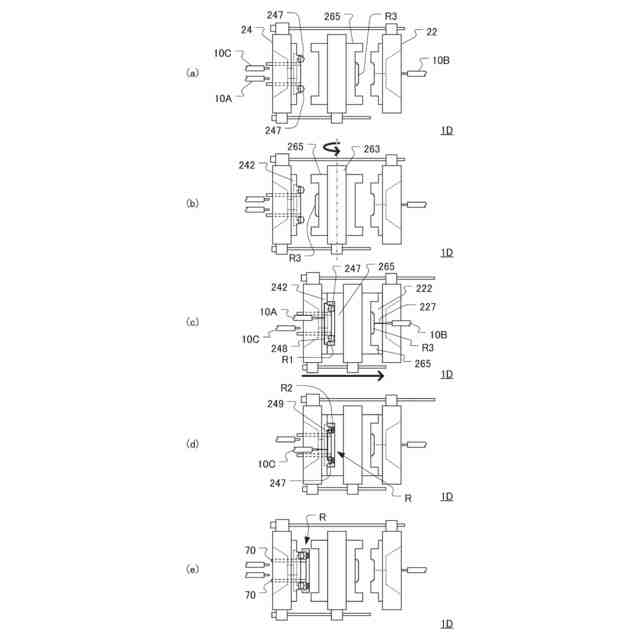
第1の実施形態に係る射出成形装置による車両用モジュールの製造方法を説明するための図である。
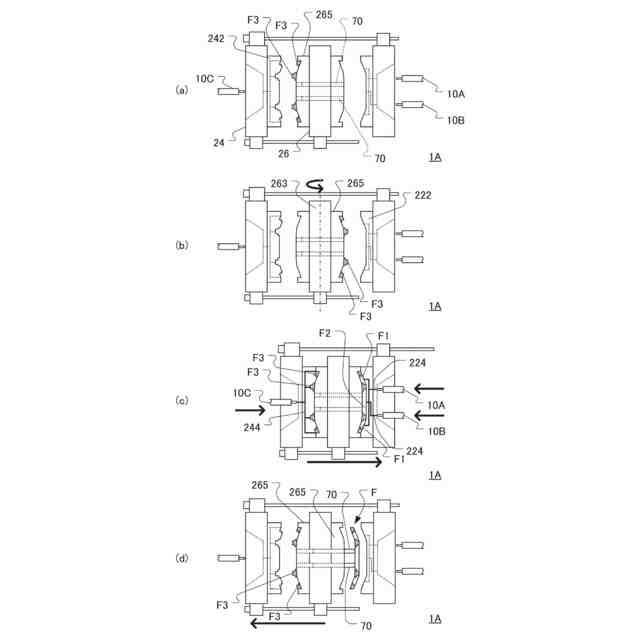
第2の実施形態に係る射出成形装置による車両用モジュールの製造方法を説明するための図である。
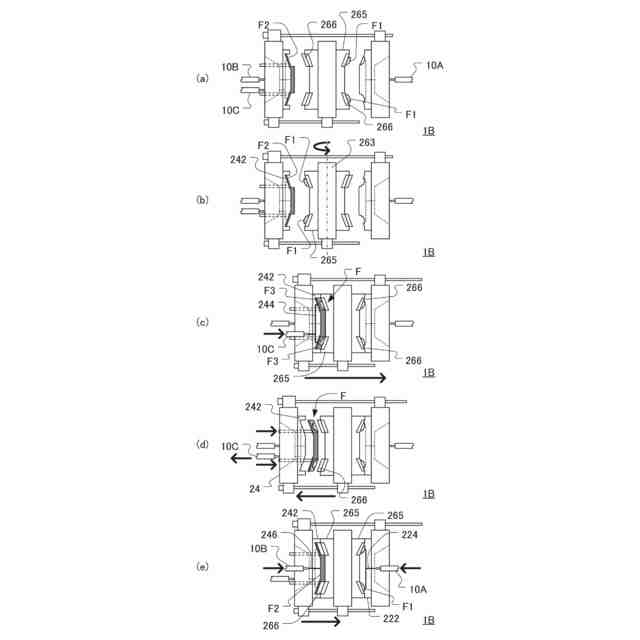
第3の実施形態に係る射出成形装置による車両用モジュールの製造方法を説明するための図である。
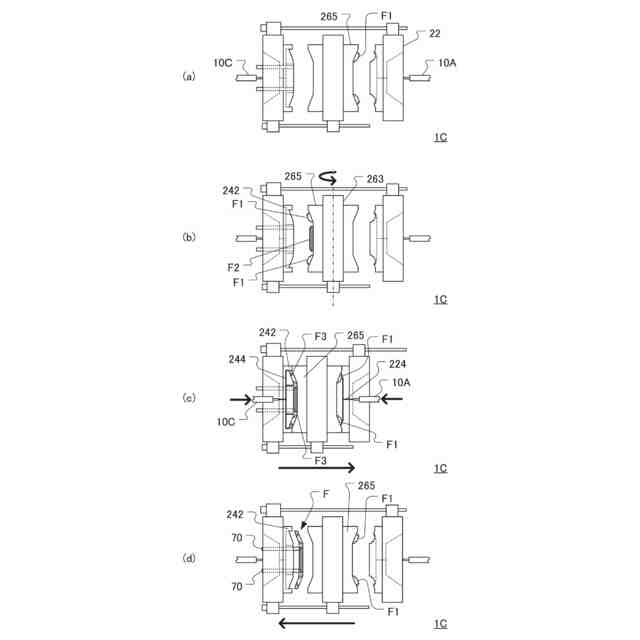
第4の実施形態に係る射出成形装置による車両用モジュールの製造方法を説明するための図である。
第5の実施形態に係る射出成形装置による車両用モジュールの製造方法を説明するための図である。
第5の実施形態に係る射出成形装置により成形される車両用モジュールを模式的に示す概略図である。
【発明を実施するための形態】
【0007】
以下、本発明の実施形態について図面を参照しつつ説明する。ただし、以下の実施の形態に限定される訳ではない。説明を明確にするため、以下の記載及び図面は、適宜簡略化されている。各図面において、同一の要素には同一の符号が付されており、必要に応じて重複説明は省略されている。また、図面が煩雑にならないように、ハッチングが省略されている部分がある。
【0008】
<第1の実施形態>
(射出成形装置の構成)
本実施形態に係る射出成形装置の全体構成について説明する。図1は、本実施形態に係る射出成形装置の構成を示すブロック図である。
【0009】
図1に示されるように、本実施形態に係る射出成形装置1は、3つの射出装置10A~10Cと、型締装置20と、射出装置10A~10C及び型締装置20を駆動制御する制御装置30とを備える。射出装置10A~10Cをそれぞれ区別しない場合は、射出装置10と称して説明を行う。
【0010】
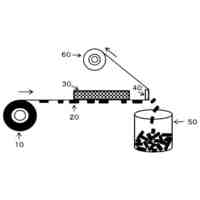
射出装置10は、加熱シリンダやスクリュ等を有しており、詳細は後述する自機に対応する金型が取付けられた型締装置20に近接して設けられている。射出装置10は、加熱シリンダに接続されるホッパ内に投入された樹脂ペレットを溶融混錬した後、溶融状態となった溶融樹脂をノズルから金型に射出することにより所望の樹脂成形品を得る装置である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社日本製鋼所
竪型型締装置、および竪型射出成形機
14日前
株式会社日本製鋼所
断熱板、射出成形機、及び金型と断熱板の組
17日前
株式会社日本製鋼所
人工水晶の製造方法、人工水晶製造装置および人工水晶
17日前
株式会社日本製鋼所
車両用モジュールの製造方法、車両用モジュール、射出成形装置
3日前
株式会社日本製鋼所
樹脂搬送装置、射出成形システムおよび樹脂搬送方法
22日前
豊田鉄工株式会社
金型
1か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社カワタ
計量混合装置
3か月前
日機装株式会社
加圧システム
4か月前
東レ株式会社
フィルムの製造方法。
1か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
トヨタ自動車株式会社
射出装置
6か月前
株式会社漆原
シートの成形方法
3か月前
NOK株式会社
樹脂ゴム複合体
1日前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
8日前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
5か月前
株式会社コスメック
射出成形装置
3か月前
株式会社神戸製鋼所
混練機
6か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
トヨタ自動車株式会社
真空成形装置
4か月前
三和合板株式会社
化粧板の製造装置
17日前
東レ株式会社
繊維強化プラスチック構造体
16日前
日産自動車株式会社
成形装置
1か月前
株式会社コスメック
磁気クランプ装置
6か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
15日前
帝人株式会社
複数の孔を有する成形品
4か月前
東レ株式会社
半導体モールド用離型フィルム
3か月前
東レ株式会社
一体化成形品及びその製造方法
7日前
東レ株式会社
ペレット製造時の制御システム
6か月前
シチズンファインデバイス株式会社
接合装置
3か月前
フジコピアン株式会社
熱転写インク回収装置
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ