TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025118901
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2025082324,2021119602
出願日
2025-05-16,2021-07-20
発明の名称
樹脂搬送装置、射出成形システムおよび樹脂搬送方法
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
45/17 20060101AFI20250805BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】パージされた樹脂を効率よく確実に排出する。
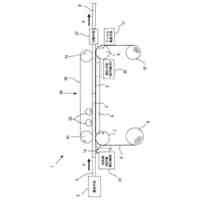
【解決手段】樹脂搬送装置200は、水平方向に延在する搬送部202と、搬送部202上に配置され、かつ、落下した樹脂を内包可能な枠体203と、枠体203を水平方向に移動させる枠体駆動部208を備える。
【選択図】図11
特許請求の範囲
【請求項1】
射出成形機に備わるノズルからパージされた樹脂を搬送する樹脂搬送装置であって、
水平方向に延在する搬送部と、
前記搬送部上に配置され、かつ、落下した前記樹脂を内包可能な枠体と、
前記枠体を前記水平方向に移動させる枠体駆動部と、
を有し、
前記搬送部は、前記樹脂の落下位置を含む第1領域を冷却する冷却機構を有している、樹脂搬送装置。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の樹脂搬送装置において、
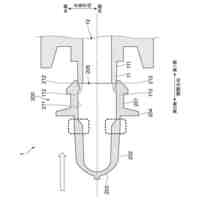
前記樹脂搬送装置は、前記ノズルと対向配置されたパージシャッタに当たって鉛直方向に落下する前記樹脂を前記枠体により受け止めて、所定の位置に搬送するように構成されている、樹脂搬送装置。
【請求項3】
請求項2に記載の樹脂搬送装置において、
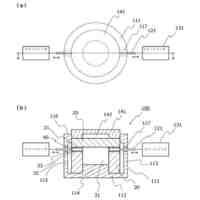
前記パージシャッタは、前記パージシャッタの表面を冷却する冷却機構を有している、樹脂搬送装置。
【請求項4】
請求項2に記載の樹脂搬送装置において、
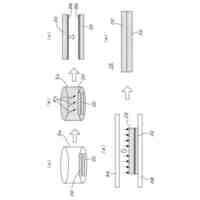
前記パージシャッタの表面には、前記樹脂が貼り付きにくいようにコーティングが施されている、樹脂搬送装置。
【請求項5】
請求項1に記載の樹脂搬送装置において、
前記枠体は、前記枠体駆動部によって、落下した前記樹脂を内包するために配置された前記搬送部の第1位置から、前記樹脂を内包したまま前記搬送部の第2位置まで移動可能に構成されている、樹脂搬送装置。
【請求項6】
請求項5に記載の樹脂搬送装置において、
前記樹脂搬送装置は、前記枠体が配置されている位置を検出する検出センサを有する、樹脂搬送装置。
【請求項7】
請求項5に記載の樹脂搬送装置において、
前記搬送部には、前記樹脂を内包する前記枠体が前記第2位置に配置されたときに、前記樹脂を前記搬送部の下方に落下させる排出口が設けられている、樹脂搬送装置。
【請求項8】
請求項7に記載の樹脂搬送装置において、
前記樹脂搬送装置は、前記排出口に対向した位置に配置されたシュータを有している、樹脂搬送装置。
【請求項9】
請求項1に記載の樹脂搬送装置において、
前記第1領域の表面には、落下した前記樹脂が貼り付きにくいようにコーティングが施されている、樹脂搬送装置。
【請求項10】
請求項1に記載の樹脂搬送装置において、
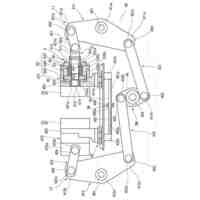
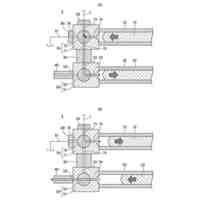
前記樹脂搬送装置は、前記ノズルからパージされる樹脂を切断する樹脂切断部を有し、
前記樹脂切断部は、
前記ノズルの先端部を接触可能な開口部が設けられた樹脂除去板と、
前記樹脂除去板を移動させるための駆動部と、
を含む、樹脂搬送装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂搬送装置、シュータ、射出成形システムおよび樹脂搬送技術に関し、例えば、射出成形機に備わるノズルからパージされた樹脂を排出するための樹脂搬送装置、シュータ、射出成形システムおよび樹脂搬送技術に適用して有効な技術に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
実開昭63-23010号公報(特許文献1)には、樹脂受けに冷却水を循環させることにより樹脂の冷却を促進させるとともに、傾斜させた樹脂受けと空気の吹き付けによって、樹脂を排出する技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
実開昭63-23010号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば、成形品は、射出成形機を連続的に稼働させる成形サイクルによって製造される。ただし、成形サイクルを中断することもあり、この場合、射出成形機の内部には、溶融状態の樹脂が残存することになる。このとき、残った樹脂は、熱などによって劣化することがあるので、樹脂を残した状態で成形サイクルを再開することは困難である。
【0005】
また、今まで使用してきた樹脂とは異なる材料、色、性質などの樹脂を使用して新たな成形品を製造しようとする場合、これまでに使用してきた樹脂が射出成形機の内部に残存していると、新たな樹脂を使用した成形品の製造が困難となる。
【0006】
したがって、上述した場合には、成形サイクルに先立って射出成形機の内部に残存している古い樹脂を排出する処理であるパージが行われる。このパージでは、射出成形機に備わるノズルから樹脂材料の排出が行われる。そして、ノズルからパージされた樹脂は、例えば、ノズルに対して対向配置されたパージシャッタに当たって、鉛直下方向に落下して樹脂受けに溜められる。その後、樹脂受けに溜まった樹脂を除去することになる。
【0007】
この点に関し、樹脂受けに溜まった樹脂は、例えば、手作業で除去されていたことから、効率的に樹脂を除去するための有効な技術が求められている。すなわち、パージされた樹脂を除去するための工夫が望まれている。
【課題を解決するための手段】
【0008】
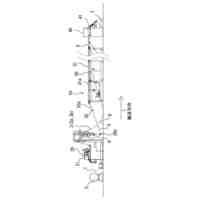
一実施の形態における樹脂搬送装置は、水平方向に延在する搬送部と、搬送部上に配置され、かつ、落下した樹脂を内包可能な枠体と、枠体を水平方向に移動させる枠体駆動部を備える。
【0009】
一実施の形態におけるシュータは、シーソ機構を有する。ここで、シュータは、排出口から排出された樹脂をシーソ機構に取り付けられた収納部に蓄積し、収納部に蓄積された樹脂の重みに起因するシーソ機構のシーソ動作によって樹脂をダストボックスに移動させるように構成されている。
【0010】
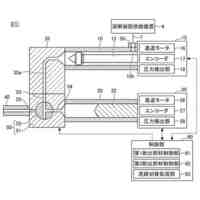
一実施の形態における射出成形システムは、ノズルから射出された樹脂を型に注入することにより成形品を製造する射出成形機と、ノズルからパージされたパージ樹脂を搬送する樹脂搬送装置を備える。ここで、樹脂搬送装置は、上述した構成を有している。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
豊田鉄工株式会社
金型
24日前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
日機装株式会社
加圧システム
4か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
株式会社漆原
シートの成形方法
3か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
4か月前
三和合板株式会社
化粧板の製造装置
6日前
トヨタ自動車株式会社
真空成形装置
3か月前
東レ株式会社
繊維強化プラスチック構造体
5日前
日産自動車株式会社
成形装置
1か月前
株式会社日本製鋼所
射出成形機
1か月前
シチズンファインデバイス株式会社
接合装置
2か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
4日前
東レ株式会社
繊維強化樹脂成形品の製造方法
4日前
帝人株式会社
複数の孔を有する成形品
4か月前
東レ株式会社
半導体モールド用離型フィルム
3か月前
株式会社ミヤコシ
解反機
3か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
タカハタプレシジョン株式会社
監視装置
1か月前
東京インキ株式会社
ダイスセットおよび押出機
17日前
株式会社ジェイ・オー・エヌ・七二
接合構造体
2か月前
株式会社タハラ
中空成形機
2か月前
住友重機械工業株式会社
金型装置
1か月前
住友重機械工業株式会社
射出成形機
4か月前
松本油脂製薬株式会社
離型剤組成物及びその利用
2か月前
住友重機械工業株式会社
射出成形機
4か月前
松本油脂製薬株式会社
離型剤組成物及びその利用
2か月前
日昌株式会社
接合構造及び接合方法
2か月前
住友重機械工業株式会社
射出成形機
4か月前
株式会社 常陽産業
転写モールド製造装置
3日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ