TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025122803
公報種別
公開特許公報(A)
公開日
2025-08-22
出願番号
2024018465
出願日
2024-02-09
発明の名称
キッチンタオルロール及びその製造方法
出願人
日本製紙クレシア株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
D21H
27/00 20060101AFI20250815BHJP(製紙;セルロースの製造)
要約
【課題】吸水性が良好であると共に湿潤強度にも優れ、抄紙工程が汚れにくいことで操業性が良好なものとなり、かつ、坪量を維持することによりコストも抑えることができるキッチンタオルロール及びその製造方法を提供すること。
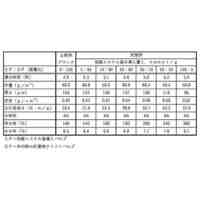
【解決手段】エンボスパターンが付与されたシートを2プライ又は3プライに積層したキッチンタオルシートをロール状に巻き取ったキッチンタオルロールであって、キッチンタオルシートの坪量が30g/m
2
以上54g/m
2
以下、単位面積当たりの吸水量が320g/m
2
以上520g/m
2
以下であり、キッチンタオルシートの湿潤時の横方向の引張強度(WCDT)が190cN/25mm以上410cN/25mm以下、かつ、湿潤時の横方向の引張強度(WCDT)に対する湿潤時の縦方向の引張強度(WMDT)の比(WMDT/WCDT)が0.9以上1.5以下であることを特徴とするキッチンタオルロール及びその製造方法。
【選択図】図2
特許請求の範囲
【請求項1】
エンボスパターンが付与されたシートを2プライ又は3プライに積層したキッチンタオルシートをロール状に巻き取ったキッチンタオルロールであって、
前記キッチンタオルシートの坪量が30g/m
2
以上54g/m
2
以下、単位面積当たりの吸水量が320g/m
2
以上520g/m
2
以下であり、
前記キッチンタオルシートの湿潤時の横方向の引張強度(WCDT)が190cN/25mm以上410cN/25mm以下であり、かつ、湿潤時の横方向の引張強度(WCDT)に対する湿潤時の縦方向の引張強度(WMDT)の比(WMDT/WCDT)が0.9以上1.5以下であることを特徴とする、キッチンタオルロール。
続きを表示(約 860 文字)
【請求項2】
前記キッチンタオルシートの単位重量当たりの吸水量が8.0g/g以上であることを特徴とする、請求項1に記載のキッチンタオルロール。
【請求項3】
前記キッチンタオルシートの、乾燥時の横方向の引張強度(DCDT)に対する湿潤時の横方向の引張強度(WCDT)の比率(WCDT/DCDT×100(%))が19%以上43%以下であることを特徴とする、請求項1に記載のキッチンタオルロール。
【請求項4】
前記キッチンタオルシートにおける湿潤紙力剤の含有率が0.2質量%以上1.9質量%以下であることを特徴とする、請求項1に記載のキッチンタオルロール。
【請求項5】
前記キッチンタオルシートが前記エンボスパターンとは異なる抄紙工程由来の凹凸パターンを有することを特徴とする、請求項1に記載のキッチンタオルロール。
【請求項6】
請求項1に記載のキッチンタオルロールの製造方法であって、
湿潤紙力剤添加後のパルプスラリーのカチオン要求量が、20μeq/L以上200μeq/L以下であることを特徴とする、請求項1に記載のキッチンタオルロールの製造方法。
【請求項7】
請求項1に記載のキッチンタオルロールの製造方法であって、
ストックインレットにおけるカチオン要求量が5μeq/L以上50μeq/L以下であることを特徴とする、請求項1に記載のキッチンタオルロールの製造方法。
【請求項8】
請求項1に記載のキッチンタオルロールの製造方法であって、
原料に用いるパルプ中のウェットパルプの配合量が50質量%以上100質量%以下であることを特徴とする、請求項1に記載のキッチンタオルロールの製造方法。
【請求項9】
請求項1に記載のキッチンタオルロールの製造方法であって、
TAD抄紙機を用いて抄紙されることを特徴とする、請求項1に記載のキッチンタオルロールの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、キッチンタオルロール及びその製造方法に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
キッチンタオルの長尺化が進んでいるが、高級品は長尺化に加えて、品質が求められている。高級品の中でも、通気乾燥を用いる所謂TAD(Through Air Dryer、Through Air Dryingとも称する)抄紙技術により得られたキッチンタオルシートは、シートが厚く、やわらかな風合いを持ち、吸水性に優れる。
【0003】
通気乾燥を用いた抄紙技術に関する技術として、特許文献1には、約0.012ミリメートル(0.005インチ)か、それ以上の高さを有する、6.45平方センチメートル(1平方インチ)あたり約10から約150の突出部を有し、機械横方向の伸長率が約9パーセントかそれ以上で、基本重量が約10から70グラム/平方メートルである、クレープ加工されていない通気乾燥されたティッシュシートが開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第3758702号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
TAD抄紙技術により得られるキッチンタオルシートは吸水性に優れる反面、シートが水分を多く含有することになるため、吸水時(湿潤時)の強度は低くなりやすい。特に横方向の強度は縦方向の強度に比べて低いため、横方向の強度を高める必要がある。横方向の強度は、JW(ジェットワイヤー)比である程度調整できるが限界があり不十分な強度しか得られない。湿潤紙力剤の添加量を増やすことで、湿潤時の縦横両方向の強度を高くすることができるが、湿潤紙力剤添加量の増大に伴い湿潤紙力剤の繊維への定着が悪化し、抄紙工程が汚れ操業性に影響を及ぼすという問題がある。一方添加量が少ないと湿潤紙力剤がアニオントラッシュを消費するために使用され、繊維への定着量が不十分となり、所望の強度を得ることができない。坪量を高くすれば湿潤強度は向上するが、高コストとなる。このように、TAD抄紙技術により得られる吸水性に優れるキッチンタオルシートを、低いコストで十分な湿潤強度を有し、かつ良好な操業性により得ることを実現することは困難である。
【0006】
したがって、本発明は吸水性が良好であると共に湿潤強度にも優れ、抄紙工程が汚れにくいことで操業性が良好なものとなり、かつ、坪量を維持することによりコストも抑えることができるキッチンタオルロール及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明者は上述した課題を達成するために鋭意検討を行った結果、キッチンタオルシートの重ね枚数、坪量、単位面積当たりの吸水量、湿潤時の横方向引張り強さ及び湿潤時の横方向の引張強さに対する湿潤時の縦方向の引張強さを所定の範囲内にすることで課題解決できることを見出し、本発明を完成するに至った。すなわち、本発明は以下のとおりである。
【0008】
(1)
本発明の第1の態様は、エンボスパターンが付与されたシートを2プライ又は3プライに積層したキッチンタオルシートをロール状に巻き取ったキッチンタオルロールであって、
前記キッチンタオルシートの坪量が30g/m
2
以上54g/m
2
以下、単位面積当たりの吸水量が320g/m
2
以上520g/m
2
以下であり、
前記キッチンタオルシートの湿潤時の横方向の引張強度(WCDT)が190cN/25mm以上410cN/25mm以下であり、かつ、湿潤時の横方向の引張強度(WCDT)に対する湿潤時の縦方向の引張強度(WMDT)の比(WMDT/WCDT)が0.9以上1.5以下であることを特徴とするキッチンタオルロールである。
(2)
本発明の第2の態様は、前記キッチンタオルシートの単位重量当たりの吸水量が8g/g以上であることを特徴とする、(1)に記載のキッチンタオルロールである。
(3)
本発明の第3の態様は、(1)に記載のキッチンタオルロールであって、前記キッチンタオルシートの、乾燥時の横方向の引張強度(DCDT)に対する湿潤時の横方向の引張強度(WCDT)の比率((WCDT/DCDT)×100(%))が19%以上43%以下であることを特徴とするものである。
(4)
本発明の第4の態様は、(1)に記載のキッチンタオルロールであって、前記キッチンタオルシートにおける湿潤紙力剤の含有率が0.2質量%以上1.9質量%以下であることを特徴とするものである。
(5)
本発明の第5の態様は、(1)に記載のキッチンタオルロールであって、前記キッチンタオルシートが前記エンボスパターンとは異なる抄紙工程由来の凹凸パターンを有することを特徴とするものである。
(6)
本発明の第6の態様は、(1)に記載のキッチンタオルロールの製造方法であって、
湿潤紙力剤添加後のパルプスラリーのカチオン要求量が、20μeq/L以上200μeq/L以下であることを特徴とするものである。
(7)
本発明の第7の態様は、(1)に記載のキッチンタオルロールの製造方法であって、
ストックインレットにおけるカチオン要求量が5μeq/L以上50μeq/L以下であることを特徴とするものである。
(8)
本発明の第8の態様は、(1)に記載のキッチンタオルロールの製造方法であって、
原料に用いるパルプ中のウェットパルプの配合量が50質量%以上100質量%以下であることを特徴とするものである。
(9)
本発明の第9の態様は、(1)に記載のキッチンタオルロールの製造方法であって、
TAD抄紙機を用いて抄紙されることを特徴とするものである。
【発明の効果】
【0009】
本発明によれば、吸水性が良好であると共に湿潤強度にも優れ、抄紙工程が汚れにくいことで操業性が良好なものとなり、かつ、坪量を維持することによりコストも抑えることができるキッチンタオルロール及びその製造方法を提供することができる。
【図面の簡単な説明】
【0010】
本実施形態に係るキッチンタオルロール包装体の斜視図である。
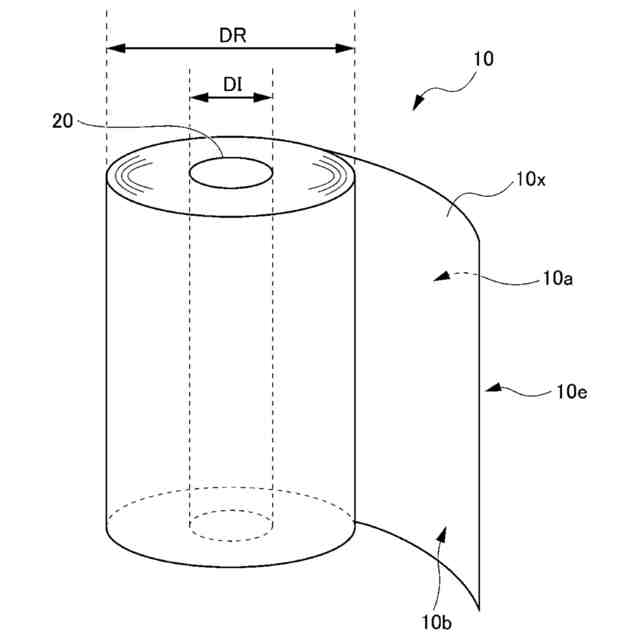
本実施形態に係るキッチンタオルロールの斜視図である。
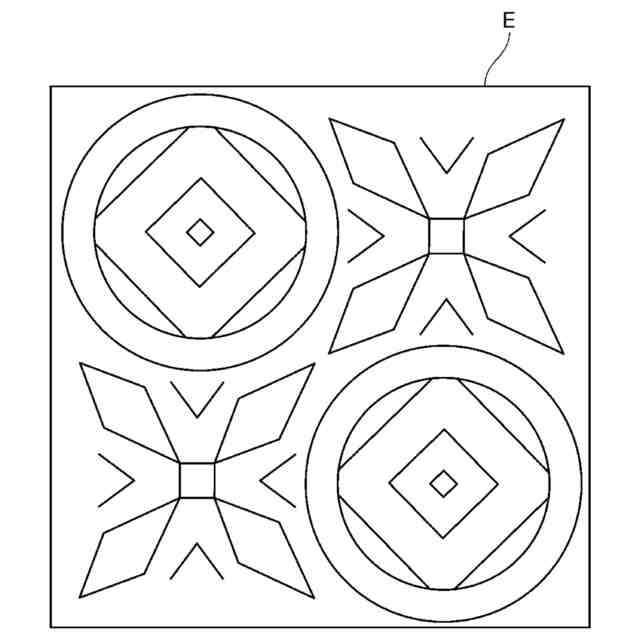
本実施形態のキッチンタオルロールにおけるエンボスパターンの一例を示す図である。
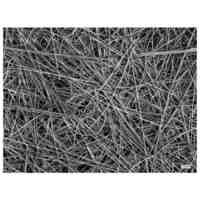
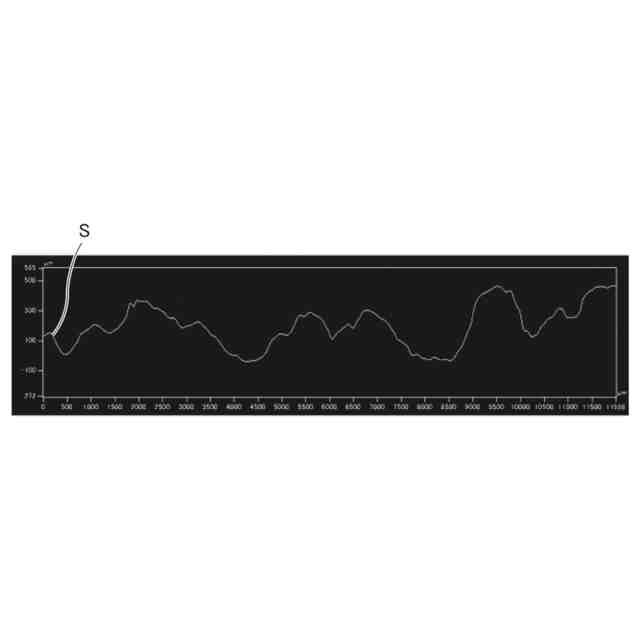
マイクロスコープによるX-Y平面上の高さプロファイルを濃淡で示す図である。
マイクロスコープによるX-Y平面上の高さプロファイルをグラフで示す図である。
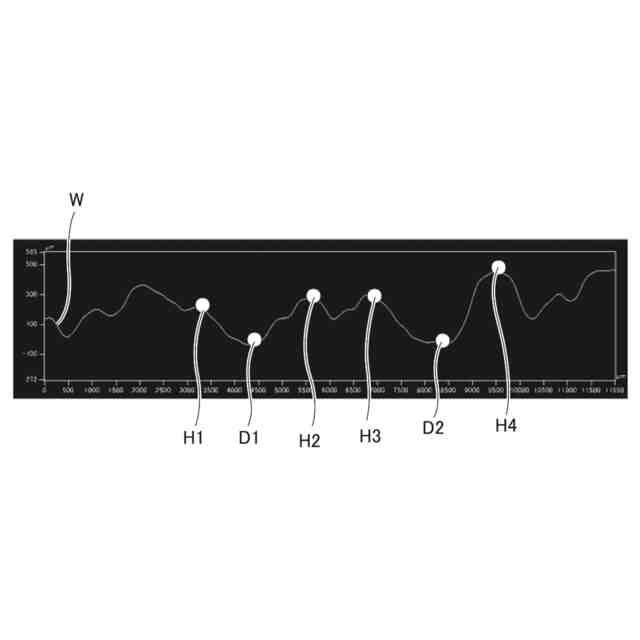
エンボスパターンについて、エンボスの深さの求め方を示す図である。
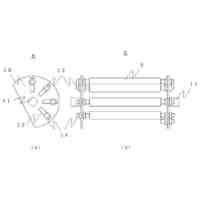
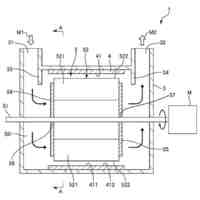
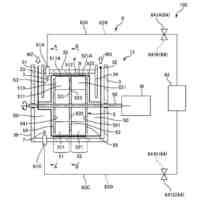
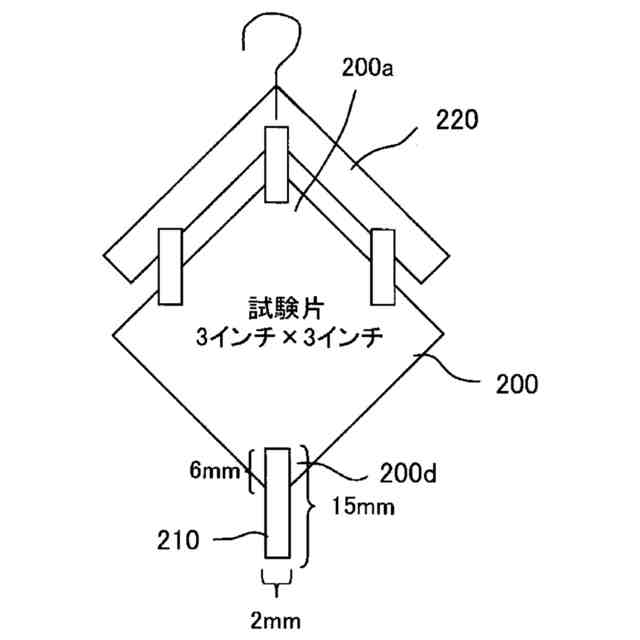
本実施形態のキッチンタオルシートの吸水量の測定方法を示す図である。
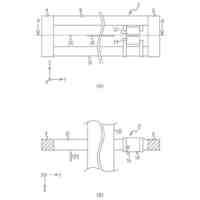
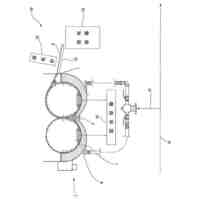
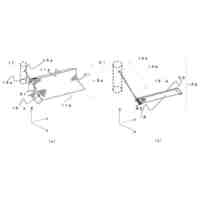
本実施形態のキッチンタオルシートの抄紙工程の一部を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱製紙株式会社
包装用紙
8か月前
三菱製紙株式会社
包装用紙
8か月前
アイカ工業株式会社
紙透明化剤
11日前
日本製紙株式会社
測定装置
3日前
三菱製紙株式会社
両艶クラフト紙
5か月前
三菱製紙株式会社
グラビア印刷用紙
8か月前
日本製紙株式会社
耐雪紙
9日前
オリベスト株式会社
ガラス繊維不織布
11日前
東洋アルミニウム株式会社
積層体
2か月前
井前工業株式会社
不燃紙又はシート
8か月前
日本製紙株式会社
消臭性板紙
4日前
株式会社大善
色管理システム
5か月前
CHEMIPAZ株式会社
紙用柔軟剤及び紙
3か月前
独立行政法人 国立印刷局
コーナーロール機構
9日前
ダイキン工業株式会社
組成物
3か月前
ダイキン工業株式会社
組成物
3か月前
ダイキン工業株式会社
組成物
3か月前
独立行政法人 国立印刷局
ふるい分け残量算出方法
9日前
花王株式会社
古紙のパルプ化処理方法
2か月前
特種東海製紙株式会社
軟包装材用原紙および軟包装材
10日前
丸住製紙株式会社
水解紙及び水解紙の製造方法
3か月前
ダイキン工業株式会社
パルプ組成物
5か月前
リンテック株式会社
耐油紙
6か月前
ダイキン工業株式会社
パルプ組成物
5か月前
リンテック株式会社
透明紙
6か月前
ダイキン工業株式会社
パルプ組成物
7か月前
セイコーエプソン株式会社
解繊装置
7か月前
ダイキン工業株式会社
パルプ組成物
4か月前
ダイキン工業株式会社
パルプ用耐油剤
2か月前
日本製紙株式会社
非塗工紙及び非塗工紙の製造方法
4か月前
セイコーエプソン株式会社
微細化装置
16日前
株式会社マーケットヴィジョン
機能性紙製品
6か月前
日本製紙株式会社
印刷用塗工紙
4日前
リンテック株式会社
剥離紙原紙
5か月前
独立行政法人 国立印刷局
抄紙機における光沢部の安全機構
1か月前
花王株式会社
水解性シート
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ