TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025124231
公報種別
公開特許公報(A)
公開日
2025-08-26
出願番号
2024020140
出願日
2024-02-14
発明の名称
鉄筋曲機及び鉄筋曲げ方法
出願人
東陽建設工機株式会社
代理人
弁理士法人航栄事務所
主分類
B21D
11/12 20060101AFI20250819BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
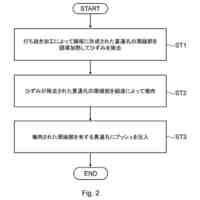
【課題】曲げ加工された鉄筋の搬出を効率よく行うこと。
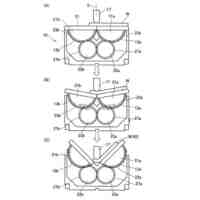
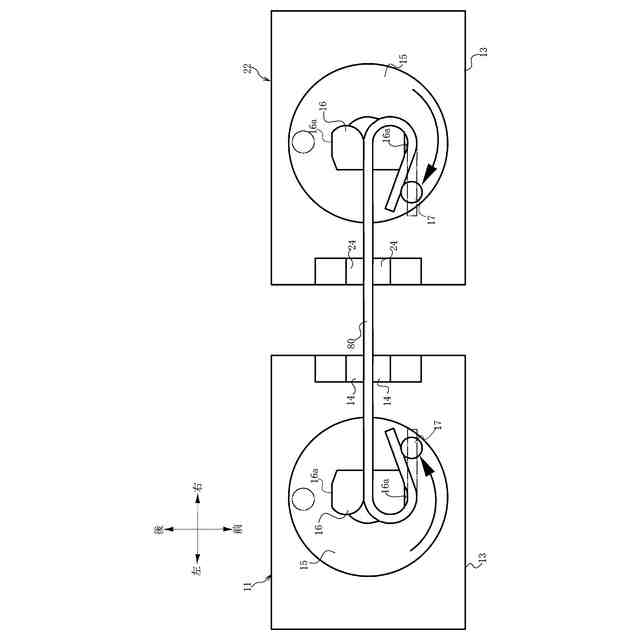
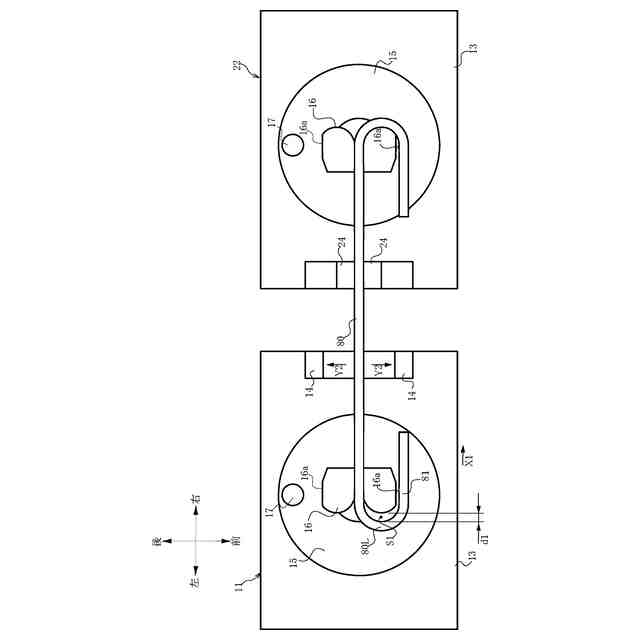
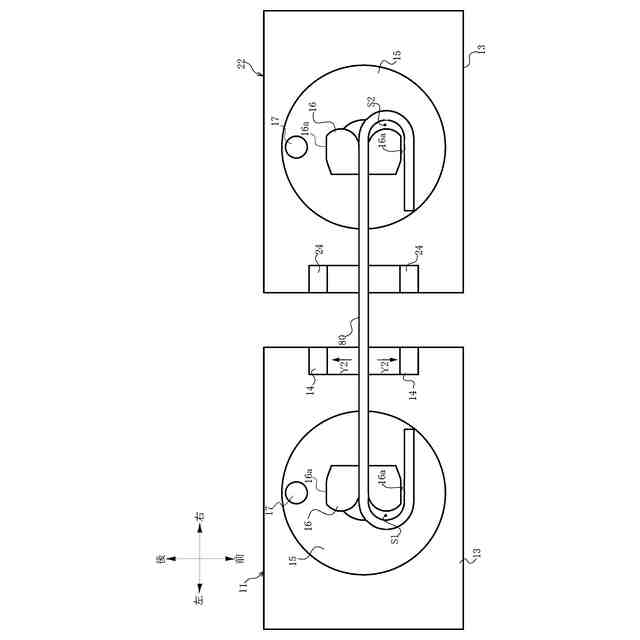
【解決手段】プロセッサ31は、鉄筋80を支持する支持状態と鉄筋80の支持を解除した開放状態とを切り替え可能な第1支持部材14を含む第1曲げ加工ユニット11を制御して鉄筋80の一端側を曲げ加工し、支持状態と開放状態とを切り替え可能な第2支持部材24を含む第2曲げ加工ユニット22を制御して鉄筋80の他端側を曲げ加工した後に、第2支持部材24を支持状態に制御し且つ第1支持部材14を開放状態に制御した状態で、第1曲げ加工ユニット11を右方向に移動させ、その後、第2支持部材24を開放状態に制御し且つ第1支持部材14を支持状態に制御した状態で、第1曲げ加工ユニット11を右方向に移動させる。
【選択図】図1
特許請求の範囲
【請求項1】
鉄筋の一端側を曲げ加工する第1曲げ加工ユニットと、
前記鉄筋の他端側を曲げ加工する第2曲げ加工ユニットと、
プロセッサと、を備え、
前記第1曲げ加工ユニットと前記第2曲げ加工ユニットは、前記鉄筋の軸線方向に並んで配置され、且つ、前記軸線方向に相対移動可能に構成されており、
前記第1曲げ加工ユニットは、前記鉄筋を支持する支持状態と前記鉄筋の支持を解除した開放状態とを切り替え可能な第1支持部材を有し、
前記第2曲げ加工ユニットは、前記鉄筋を支持する支持状態と前記鉄筋の支持を解除した開放状態とを切り替え可能な第2支持部材を有し、
前記プロセッサは、
前記第1曲げ加工ユニットを制御して前記鉄筋の一端側を曲げ加工する第1処理と、
前記第2曲げ加工ユニットを制御して前記鉄筋の他端側を曲げ加工する第2処理と、
前記第1処理及び前記第2処理の後に、前記第1支持部材を支持状態に制御し且つ前記第2支持部材を開放状態に制御した状態で、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットを相対移動させる第3処理と、
前記第1処理及び前記第2処理の後に、前記第1支持部材を開放状態に制御し且つ前記第2支持部材を支持状態に制御した状態で、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットを相対移動させる第4処理と、を行う鉄筋曲機。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の鉄筋曲機であって、
前記第1曲げ加工ユニットと前記第2曲げ加工ユニットは、それぞれ支点部材を有し、
前記第1処理及び前記第2処理では、前記鉄筋の端部が折り返される状態の曲げ角度となるまで曲げ加工され、
前記支点部材は、前記第3処理及び前記第4処理において前記支点部材と前記鉄筋とが相対移動する場合の当該相対移動をガイドするガイド部を有する鉄筋曲機。
【請求項3】
請求項2に記載の鉄筋曲機であって、
前記ガイド部は、前記第1処理及び前記第2処理によって折り返された前記鉄筋の端部に対向する平面により構成される鉄筋曲機。
【請求項4】
請求項1から3のいずれか1項に記載の鉄筋曲機であって、
前記第3処理及び前記第4処理では、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットが近づくように、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットが相対移動される鉄筋曲機。
【請求項5】
請求項4に記載の鉄筋曲機であって、
前記プロセッサは、前記第3処理と前記第4処理のそれぞれにおいて、前記第1曲げ加工ユニットを前記第2曲げ加工ユニットに近づける制御を行う鉄筋曲機。
【請求項6】
請求項1から3のいずれか1項に記載の鉄筋曲機であって、
前記第1曲げ加工ユニットと前記第2曲げ加工ユニットの間に配置され、曲げ加工された前記鉄筋の搬出を行う搬出ユニットを備え、
前記搬出ユニットは、前記鉄筋曲機が設置される設置面に対して斜めに前記鉄筋を持ち上げて搬出する鉄筋曲機。
【請求項7】
請求項6に記載の鉄筋曲機であって、
前記搬出ユニットは、鉄筋が待機する待機部から、前記第1曲げ加工ユニット及び前記第2曲げ加工ユニットへの鉄筋の供給を更に行う鉄筋曲機。
【請求項8】
鉄筋を支持する支持状態と前記鉄筋の支持を解除した開放状態とを切り替え可能な第1支持部材を含む第1曲げ加工ユニットを制御して前記鉄筋の一端側を曲げ加工する第1処理と、
前記鉄筋を支持する支持状態と前記鉄筋の支持を解除した開放状態とを切り替え可能な第2支持部材を含む第2曲げ加工ユニットを制御して前記鉄筋の他端側を曲げ加工する第2処理と、
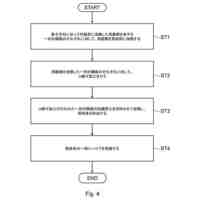
前記第1処理及び前記第2処理の後に、前記第1支持部材を支持状態に制御し且つ前記第2支持部材を開放状態に制御した状態で、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットを前記鉄筋の軸線方向に相対移動させる第3処理と、
前記第1処理及び前記第2処理の後に、前記第1支持部材を開放状態に制御し且つ前記第2支持部材を支持状態に制御した状態で、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットを前記軸線方向に相対移動させる第4処理と、を行う鉄筋曲げ方法。
発明の詳細な説明
【技術分野】
【0001】
本開示の技術は、鉄筋曲機及び鉄筋曲げ方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、棒状異形材の曲げ加工位置への供給とその棒状異形材の曲げ加工後の搬出とを行う装置を含む曲機が記載されている。
【先行技術文献】
【特許文献】
【0003】
欧州特許第3031543号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
本開示の技術は、曲げ加工された鉄筋の搬出を効率よく行うことを目的としている。
【課題を解決するための手段】
【0005】
本開示の技術の一態様は以下の通りである。
〔1〕
鉄筋の一端側を曲げ加工する第1曲げ加工ユニットと、
前記鉄筋の他端側を曲げ加工する第2曲げ加工ユニットと、
プロセッサと、を備え、
前記第1曲げ加工ユニットと前記第2曲げ加工ユニットは、前記鉄筋の軸線方向に並んで配置され、且つ、前記軸線方向に相対移動可能に構成されており、
前記第1曲げ加工ユニットは、前記鉄筋を支持する支持状態と前記鉄筋の支持を解除した開放状態とを切り替え可能な第1支持部材を有し、
前記第2曲げ加工ユニットは、前記鉄筋を支持する支持状態と前記鉄筋の支持を解除した開放状態とを切り替え可能な第2支持部材を有し、
前記プロセッサは、
前記第1曲げ加工ユニットを制御して前記鉄筋の一端側を曲げ加工する第1処理と、
前記第2曲げ加工ユニットを制御して前記鉄筋の他端側を曲げ加工する第2処理と、
前記第1処理及び前記第2処理の後に、前記第2支持部材を支持状態に制御し且つ前記第1支持部材を開放状態に制御した状態で、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットを相対移動させる第3処理と、
前記第1処理及び前記第2処理の後に、前記第2支持部材を開放状態に制御し且つ前記第1支持部材を支持状態に制御した状態で、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットを相対移動させる第4処理と、を行う鉄筋曲機。
【0006】
〔2〕
〔1〕に記載の鉄筋曲機であって、
前記第1曲げ加工ユニットと前記第2曲げ加工ユニットは、それぞれ支点部材を有し、
前記第1処理及び前記第2処理では、前記鉄筋の端部が折り返される状態の曲げ角度となるまで曲げ加工され、
前記支点部材は、前記第3処理及び前記第4処理において前記支点部材と前記鉄筋とが相対移動する場合の当該相対移動をガイドするガイド部を有する鉄筋曲機。
【0007】
〔3〕
〔2〕に記載の鉄筋曲機であって、
前記ガイド部は、前記第1処理及び前記第2処理によって折り返された前記鉄筋の端部に対向する平面により構成される鉄筋曲機。
【0008】
〔4〕
〔1〕から〔3〕のいずれか1つに記載の鉄筋曲機であって、
前記第3処理及び前記第4処理では、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットが近づくように、前記第1曲げ加工ユニットと前記第2曲げ加工ユニットが相対移動される鉄筋曲機。
【0009】
〔5〕
〔4〕に記載の鉄筋曲機であって、
前記プロセッサは、前記第3処理と前記第4処理のそれぞれにおいて、前記第1曲げ加工ユニットを前記第2曲げ加工ユニットに近づける制御を行う鉄筋曲機。
【0010】
〔6〕
〔1〕から〔4〕のいずれか1つに記載の鉄筋曲機であって、
前記第1曲げ加工ユニットと前記第2曲げ加工ユニットの間に配置され、曲げ加工された前記鉄筋の搬出を行う搬出ユニットを備え、
前記搬出ユニットは、前記鉄筋曲機が設置される設置面に対して斜めに前記鉄筋を持ち上げて搬出する鉄筋曲機。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東陽建設工機株式会社
鉄筋切断補助装置及び鉄筋切断システム
9日前
個人
ヘッダー加工機
5か月前
株式会社不二越
NC転造盤
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
日伸工業株式会社
プレス加工装置
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ紡織株式会社
プレス金型
1か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス装置
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
日鉄建材株式会社
成形装置
29日前
トヨタ自動車株式会社
打ち抜き加工装置
15日前
株式会社アマダ
曲げ加工機
4か月前
株式会社TMEIC
監視装置
6か月前
株式会社トラバース
パンチング加工装置
6か月前
株式会社不二越
転造加工用平ダイス
7か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
株式会社三明製作所
転造装置
2か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
ユニプレス株式会社
プレス加工装置
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
16日前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
鋼板部材の製造方法
16日前
株式会社吉野機械製作所
プレス機械
4か月前
株式会社アマダ
プレスブレーキ
3か月前
株式会社アマダ
ビード形成方法
10日前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社TMEIC
制御システム
4か月前
株式会社TMEIC
誘導加熱装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ