TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025126638
公報種別
公開特許公報(A)
公開日
2025-08-29
出願番号
2024022968
出願日
2024-02-19
発明の名称
圧力容器及び圧力容器の製造方法
出願人
Astemo株式会社
代理人
弁理士法人磯野国際特許商標事務所
主分類
F16J
12/00 20060101AFI20250822BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】耐圧強度を向上することが可能な圧力容器を提供する。
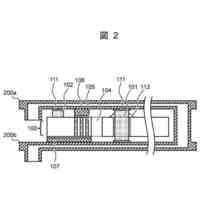
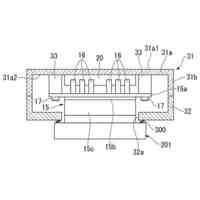
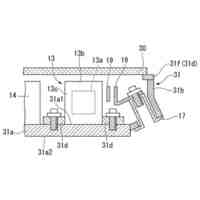
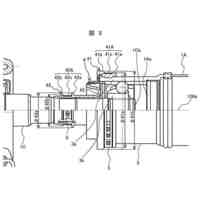
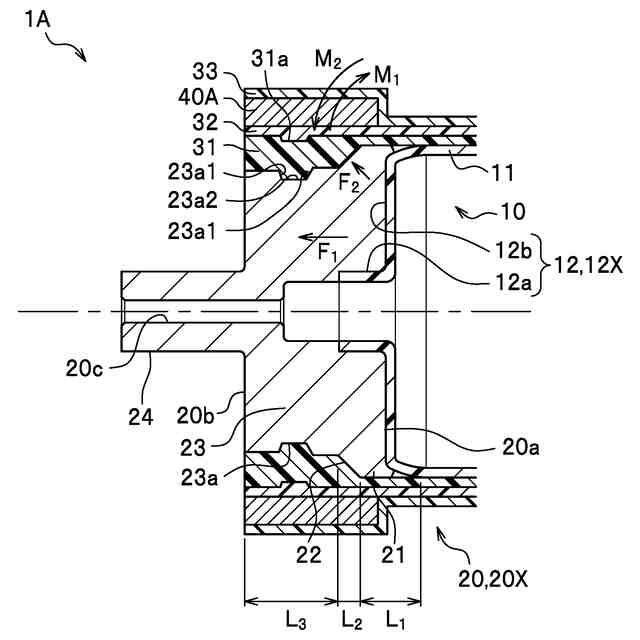
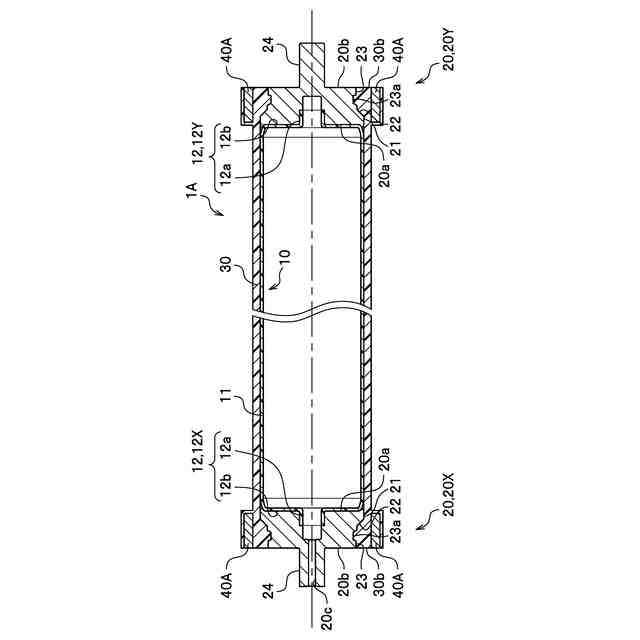
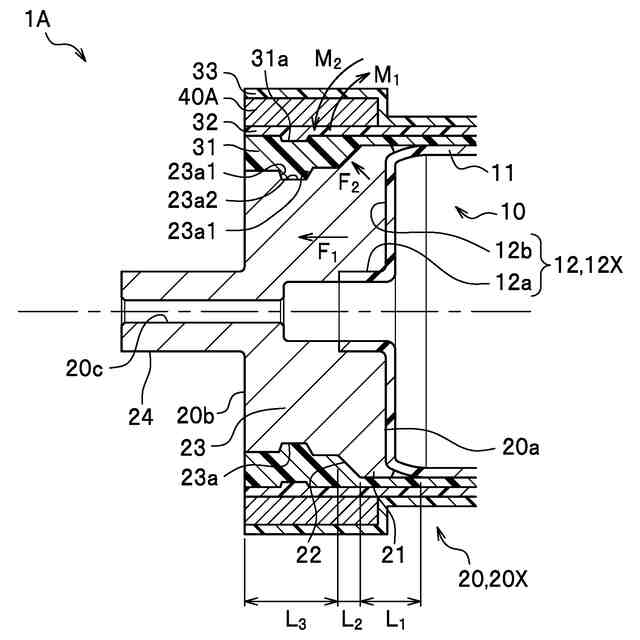
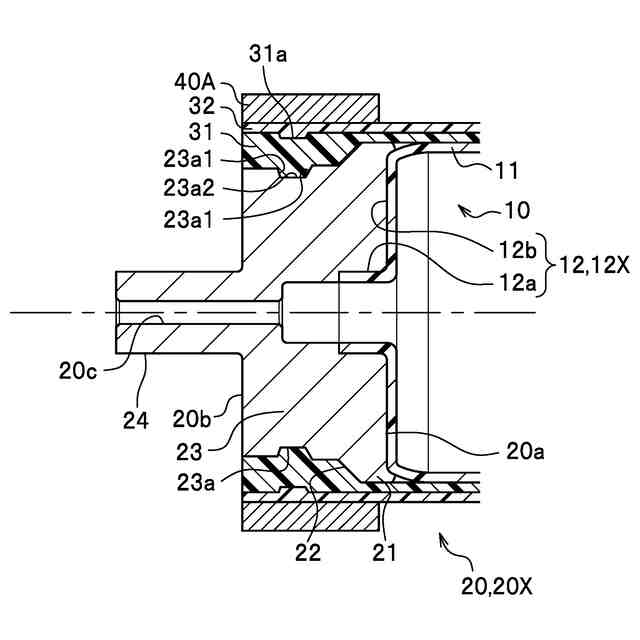
【解決手段】圧力容器1Aは、ライナー10と、口金部20Xと、ライナー10及び口金部20Xの径方向外側に配置される繊維強化樹脂製筒部30と、繊維強化樹脂製筒部30の径方向外側に配置されており、繊維強化樹脂製筒部30の拡径方向への変形を抑制する補強部40Aと、を備え、繊維強化樹脂製筒部30の軸方向における中間部は、補強部40Aから露出しており、補強部40Aは、口金部20Xの第一外径部21、縮径部22及び第二外径部23の少なくとも一部を径方向外方から覆うように配置されている。
【選択図】図2
特許請求の範囲
【請求項1】
内部に加圧流体を貯蔵するための圧力容器であって、
軸方向に延びる筒部と、前記筒部の前記軸方向の一方の端部に設けられた側壁部と、を有するライナーと、
前記側壁部を覆うように配置されており、前記加圧流体を前記側壁部に形成された孔部を介して前記ライナー内に出し入れするための口金部と、
前記ライナー及び前記口金部の径方向外側に配置される繊維強化樹脂製筒部と、
前記繊維強化樹脂製筒部の径方向外側に配置されており、当該繊維強化樹脂製筒部の拡径方向への変形を抑制する補強部と、
を備え、
前記繊維強化樹脂製筒部の前記軸方向における中間部は、前記補強部から露出しており、
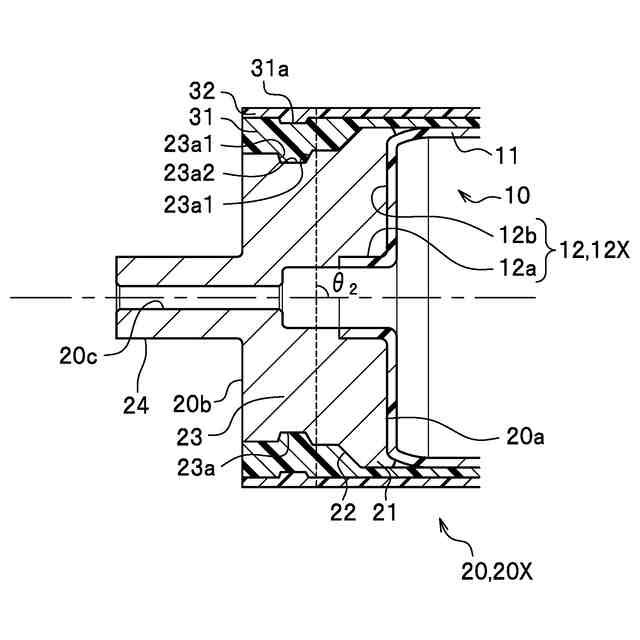
前記口金部は、前記軸方向に延びる本体部と、前記本体部の前記軸方向における前記ライナー側となるライナー側端面と、前記本体部の前記軸方向における前記ライナーとは反対側となる反対側端面と、を有し、
前記本体部は、前記ライナーから前記軸方向において離間するにつれて縮径する縮径部と、当該縮径部よりも前記ライナー側端面側となる第一外径部と、当該縮径部よりも前記反対側端面側であり、前記第一外径部よりも外径が小さい第二外径部と、を有し、
前記補強部は、前記第一外径部、前記縮径部及び前記第二外径部の少なくとも一部を径方向外方から覆うように配置されている
圧力容器。
続きを表示(約 670 文字)
【請求項2】
前記補強部は、前記第一外径部及び前記縮径部の境界部を径方向外方から覆うように配置されている、
請求項1に記載の圧力容器。
【請求項3】
前記補強部は、前記第一外径部及び前記縮径部の境界部から前記第二外径部の前記反対側端面側の端部まで配置されている、
請求項2に記載の圧力容器。
【請求項4】
前記第一外径部の前記口金部の軸方向における寸法は、前記縮径部の前記口金部の軸方向における寸法よりも大きく、かつ、前記第二外径部の前記口金部の軸方向における寸法よりも小さい、
請求項1に記載の圧力容器。
【請求項5】
前記第一外径部及び前記第二外径部は、円筒形状を呈しており、
前記縮径部は、テーパ部である、
請求項1に記載の圧力容器。
【請求項6】
前記補強部は、金属によって形成されている、
請求項1に記載の圧力容器。
【請求項7】
前記補強部は、鋼によって形成されている、
請求項6に記載の圧力容器。
【請求項8】
前記補強部は、鉄系以外の金属によって形成されている、
請求項6に記載の圧力容器。
【請求項9】
前記補強部は、複合材料によって形成されている、
請求項1に記載の圧力容器。
【請求項10】
前記補強部は、繊維強化樹脂によって形成されている、
請求項9に記載の圧力容器。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、加圧された流体を貯蔵するための圧力容器及び当該圧力器の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
特許文献1には、金属製ライナを含むタンク本体と、前記ライナに巻回された複合材部材と、フランジを具備する少なくとも1つの口金とを備えるタンクが記載されている。かかるタンクにおいて、口金は、縁部の保持クランプを取り付ける筒状中心カラーを備える。
【先行技術文献】
【特許文献】
【0003】
特許第5948330号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
かかるタンクでは、高圧な加圧流体が貯蔵されるため、耐圧強度を向上することが望まれている。ここで、特許文献1に記載のタンクにおいて、保持クランプは、複合材部材の端部を軸方向から押さえている。ライナ内に貯蔵された加圧流体の圧力は、ライナの端部近傍の傾斜面を介して、複合材部材の端部を拡径しようとする方向に作用する。しかし、前記した保持クランプは、複合部材の端部の拡径方向への変形を抑制することができないため、特許文献1に記載のタンクでは、かかる変形が生じない圧力の範囲での加圧流体の貯蔵が行われている。
【0005】
本発明は、このような事情に鑑みて創作されたものであり、耐圧強度を向上することが可能な圧力容器及び圧力容器の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明の圧力容器は、内部に加圧流体を貯蔵するための圧力容器であって、軸方向に延びる筒部と、前記筒部の前記軸方向の一方の端部に設けられた側壁部と、を有するライナーと、前記側壁部を覆うように配置されており、前記加圧流体を前記側壁部に形成された孔部を介して前記ライナー内に出し入れするための口金部と、前記ライナー及び前記口金部の径方向外側に配置される繊維強化樹脂製筒部と、前記繊維強化樹脂製筒部の径方向外側に配置されており、当該繊維強化樹脂製筒部の拡径方向への変形を抑制する補強部と、を備え、前記繊維強化樹脂製筒部の前記軸方向における中間部は、前記補強部から露出しており、前記口金部は、前記軸方向に延びる本体部と、前記本体部の前記軸方向における前記ライナー側となるライナー側端面と、前記本体部の前記軸方向における前記ライナーとは反対側となる反対側端面と、を有し、前記本体部は、前記ライナーから前記軸方向において離間するにつれて縮径する縮径部と、当該縮径部よりも前記ライナー側端面側となる第一外径部と、当該縮径部よりも前記反対側端面側であり、前記第一外径部よりも外径が小さい第二外径部と、を有し、前記補強部は、前記第一外径部、前記縮径部及び前記第二外径部の少なくとも一部を径方向外方から覆うように配置されている。
【0007】
また、本発明の圧力容器の製造方法は、前記筒部及び前記口金部の径方向外側に前記繊維強化樹脂製筒部を配置する工程と、前記繊維強化樹脂製筒部の径方向外側に前記補強部を配置する工程と、を含む。
【発明の効果】
【0008】
本発明によると、圧力容器の耐圧強度を向上することができる。
【図面の簡単な説明】
【0009】
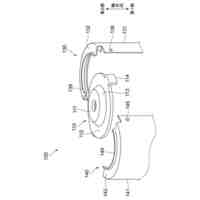
本発明の第一の実施形態に係る圧力容器を模式的に示す断面図である。
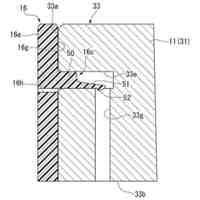
本発明の第一の実施形態に係る圧力容器を模式的に示す断面図であり、図1の部分拡大図である。
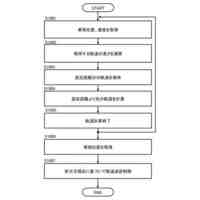
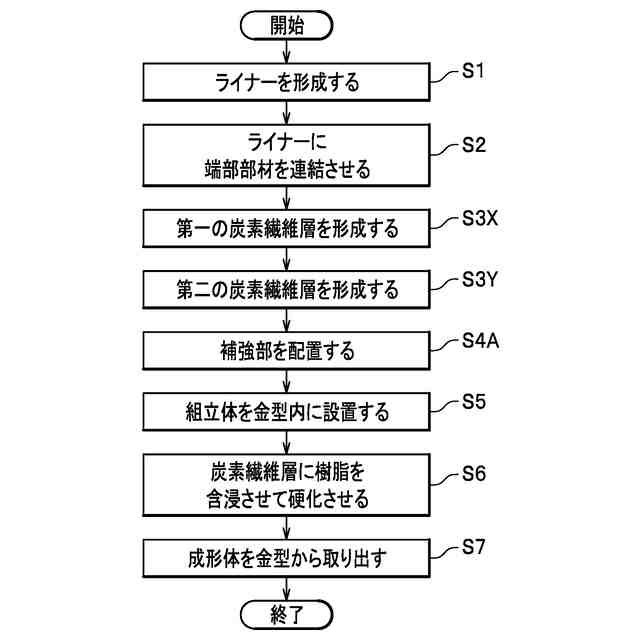
本発明の第一の実施形態に係る圧力容器の製造方法を説明するためのフローチャートである。
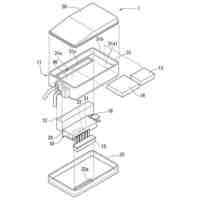
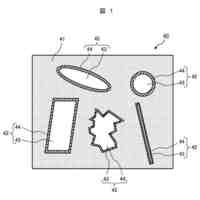
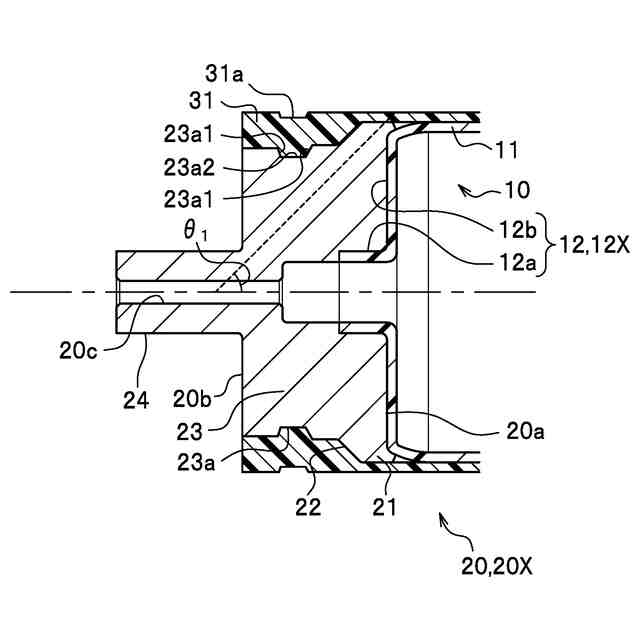
本発明の第一の実施形態に係る圧力容器の製造方法を説明するための模式図であり、ライナー及び端部部材を模式的に示す断面図である。
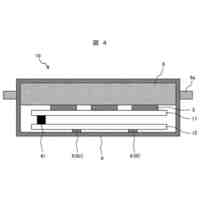
本発明の第一の実施形態に係る圧力容器製造方法を説明するための模式図であり、第一の炭素繊維層が配置された状態を模式的に示す断面図である。
本発明の第一の実施形態に係る繊維強化樹脂製筒体の製造方法を説明するための模式図であり、第二の炭素繊維層が配置された状態を模式的に示す断面図である。
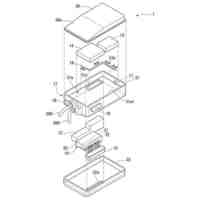
本発明の第一の実施形態に係る繊維強化樹脂製筒体の製造方法を説明するための模式図であり、補強部が配置された状態を模式的に示す断面図である。
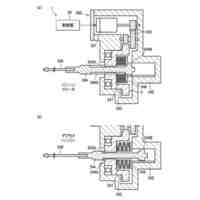
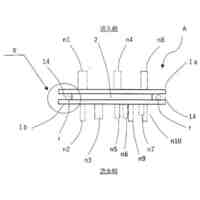
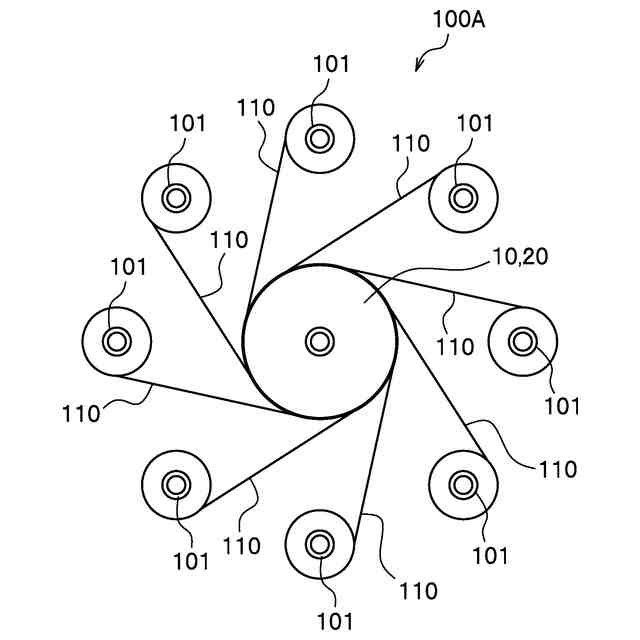
本発明の第一の実施形態に係る圧力容器の製造方法を説明するための模式図であり、多給糸フィラメントワインディング装置による炭素繊維層の形成手法を模式的に示す図である。
本発明の第一の実施形態に係る圧力容器の製造方法を説明するための模式図であり、多給糸フィラメントワインディング装置のボビンによる炭素繊維層の形成手法を模式的に示す図である。
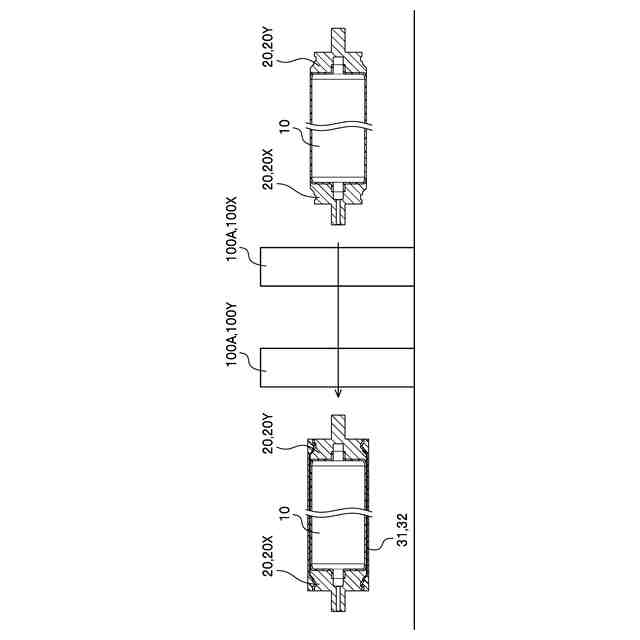
本発明の第一の実施形態に係る圧力容器の製造方法を説明するための模式図であり、炭素繊維層及び補強部が配置された組立体を成形装置内に設置した状態を模式的に示す断面図である。
本発明の第二の実施形態に係る圧力容器を模式的に示す断面図である。
本発明の第二の実施形態に係る圧力容器の製造方法を説明するためのフローチャートである。
本発明の第二の実施形態に係る圧力容器の製造方法を説明するための模式図であり、多給糸フィラメントワインディング装置による炭素繊維層の形成手法を模式的に示す図である。
本発明の第三の実施形態に係る圧力容器を模式的に示す断面図である。
本発明の第三の実施形態に係る圧力容器の製造方法を説明するためのフローチャートである。
本発明の第三の実施形態に係る圧力容器の製造方法を説明するための模式図であり、固定部材が配置された状態を模式的に示す断面図である。
本発明の第三の実施形態に係る圧力容器の製造方法を説明するための模式図であり、樹脂が含浸されて硬化した状態を模式的に示す断面図である。
本発明の第四の実施形態に係る圧力容器を模式的に示す断面図である。
本発明の第四の実施形態に係る圧力容器の製造方法を説明するためのフローチャートである。
本発明の第四の実施形態に係る圧力容器の製造方法を説明するための模式図であり、フィラメントワインディング装置による炭素繊維層の形成手法を模式的に示す図である。
本発明の第四の実施形態に係る圧力容器の製造方法を説明するための模式図であり、フィラメントワインディング装置による炭素繊維層の形成手法を模式的に示す図である。
【発明を実施するための形態】
【0010】
本発明の実施形態について、図面を参照して詳細に説明する。以下の説明において、同一の要素には同一の符号を付し、重複する説明は省略する。また、参照する図面は、分かりやすさのためにデフォルメされている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
Astemo株式会社
緩衝器
2日前
Astemo株式会社
電子装置
17日前
Astemo株式会社
電力変換装置
10日前
Astemo株式会社
環境認識装置
24日前
Astemo株式会社
電子制御装置
19日前
Astemo株式会社
電力変換装置
12日前
Astemo株式会社
画像処理装置
12日前
Astemo株式会社
電子制御装置
12日前
Astemo株式会社
電力変換装置
3日前
Astemo株式会社
画像処理装置
25日前
Astemo株式会社
電力変換装置
3日前
Astemo株式会社
電力変換装置
3日前
Astemo株式会社
移動体監視装置
19日前
Astemo株式会社
等速ジョイント
5日前
Astemo株式会社
カバー部材、緩衝装置
2日前
Astemo株式会社
電子機器及び電力変換装置
9日前
Astemo株式会社
電動パーキングブレーキ制御装置
3日前
Astemo株式会社
圧力容器及び圧力容器の製造方法
2日前
株式会社日立製作所
電動機制御装置
9日前
Astemo株式会社
モータ試験方法およびモータ試験装置
18日前
Astemo株式会社
電子ユニット及び電子ユニットの製造方法
16日前
Astemo株式会社
ブーツ、動力伝達軸およびプロペラシャフト
9日前
Astemo株式会社
電子ユニットの製造方法、基板及び電子ユニット
16日前
Astemo株式会社
導電性接着剤およびそれを用いた車載電子制御装置
6日前
Astemo株式会社
半導体装置、電力変換装置、及び半導体装置の製造方法
16日前
Astemo株式会社
プロジェクト分析装置、プロジェクト分析方法、及び、プログラム
19日前
Astemo株式会社
積層鉄心、該積層鉄心の製造方法、および該積層鉄心を用いた回転電機
19日前
Astemo株式会社
ステアリング制御装置、パワーステアリングシステム、および、ステアリング制御方法
16日前
Astemo株式会社
車両制御装置、車両制御方法、及び車両制御システム
9日前
個人
流路体
7か月前
個人
鍋虫ねじ
5日前
個人
紛体用仕切弁
5日前
個人
ホース保持具
4か月前
個人
クラッチ装置
7か月前
個人
回転伝達機構
25日前
個人
トーションバー
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ