TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025130734
公報種別
公開特許公報(A)
公開日
2025-09-09
出願番号
2024027969
出願日
2024-02-28
発明の名称
繊維強化樹脂の成形方法及び成形装置
出願人
トヨタ紡織株式会社
代理人
弁理士法人岡田国際特許事務所
主分類
B29C
70/48 20060101AFI20250902BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】生産効率の高いRTM工法による繊維強化樹脂の成形方法及び成形装置を提供する。
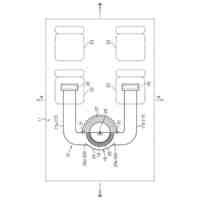
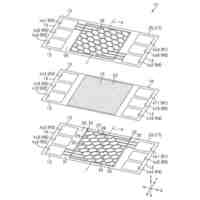
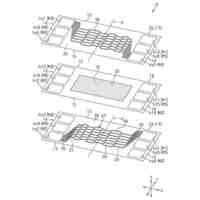
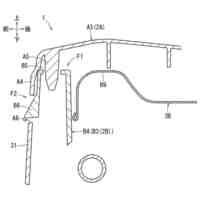
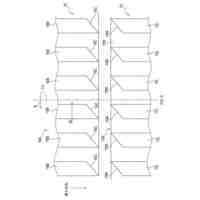
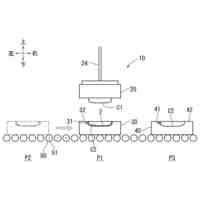
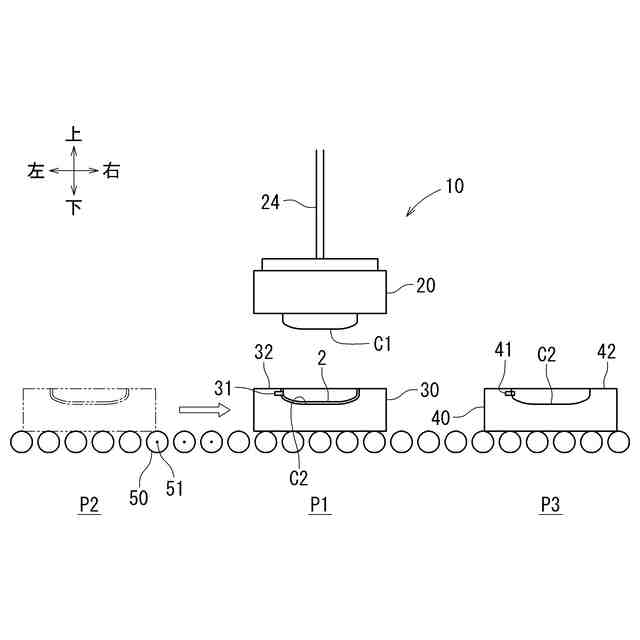
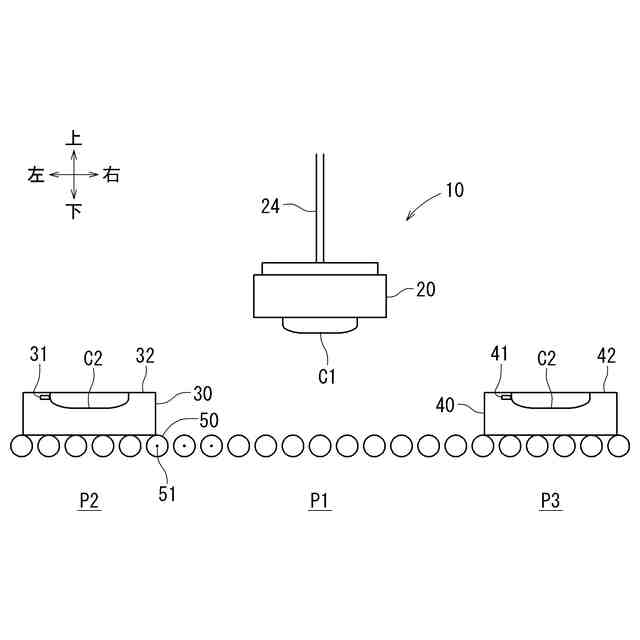
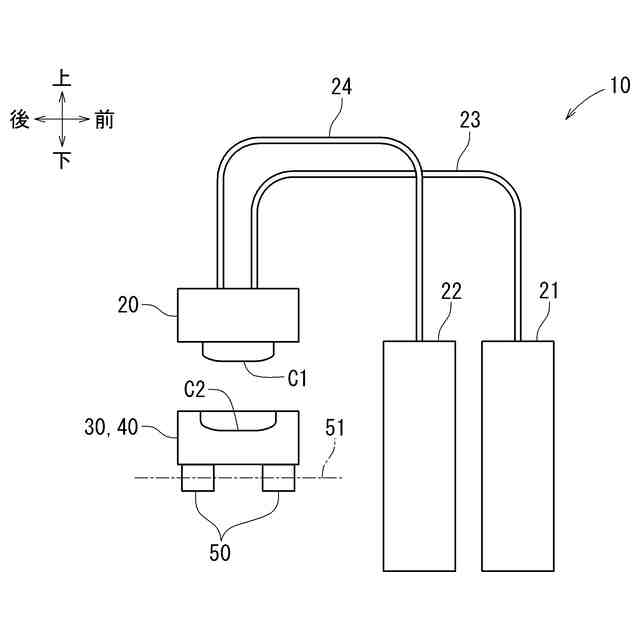
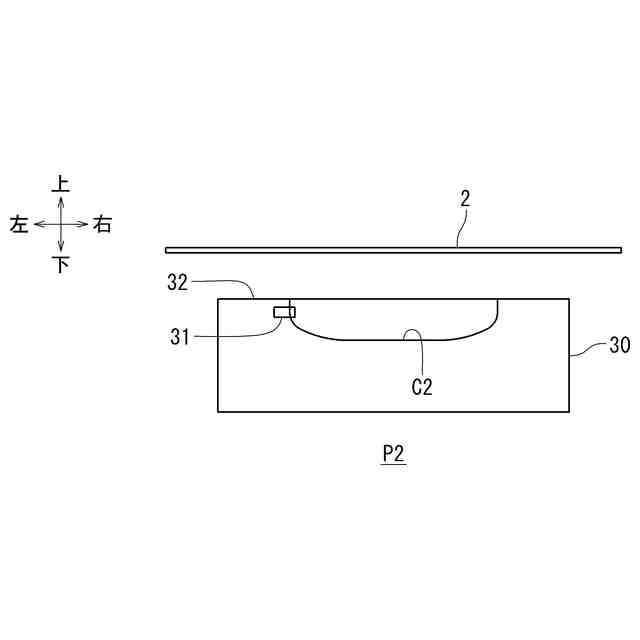
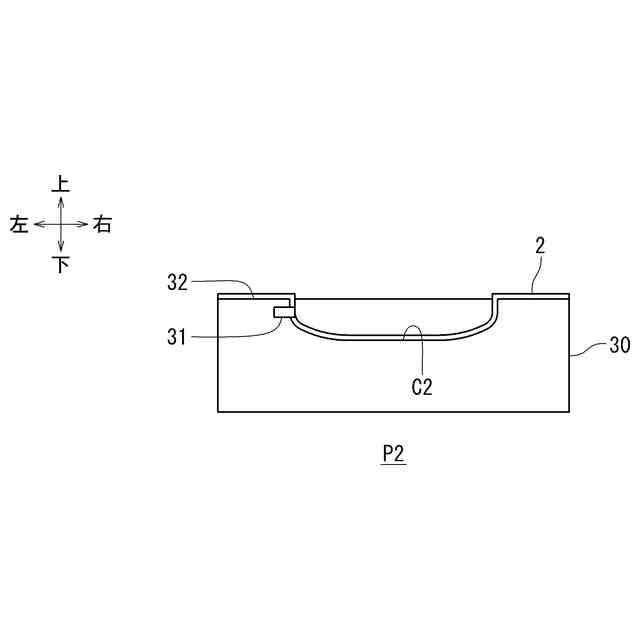
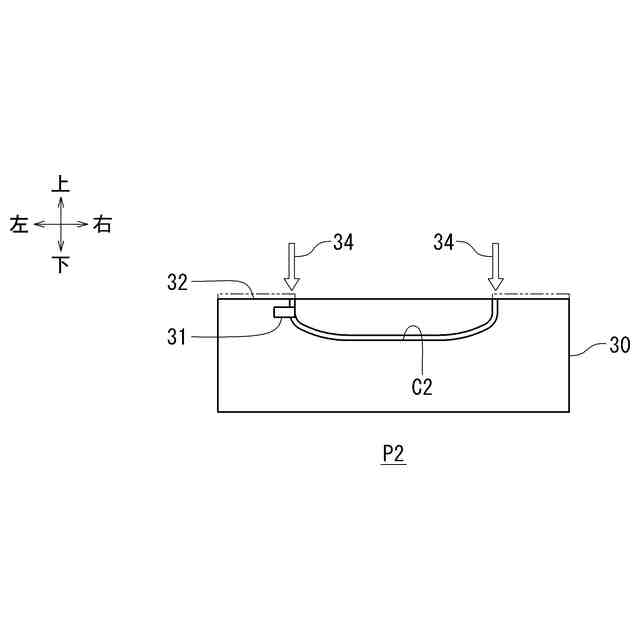
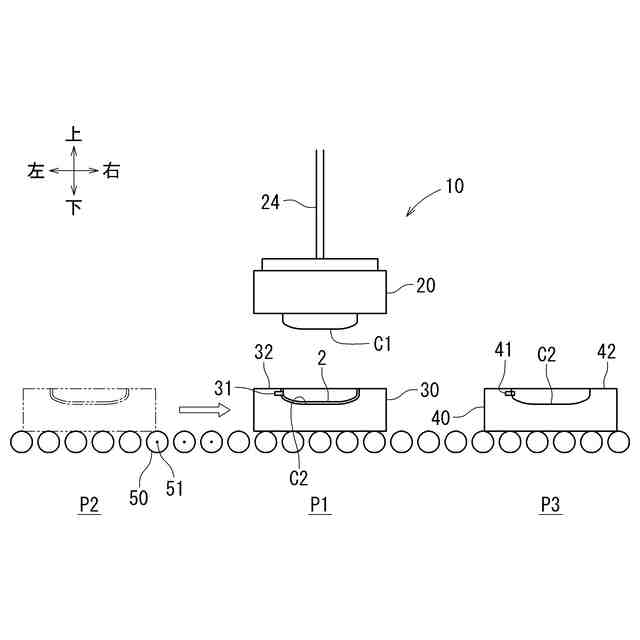
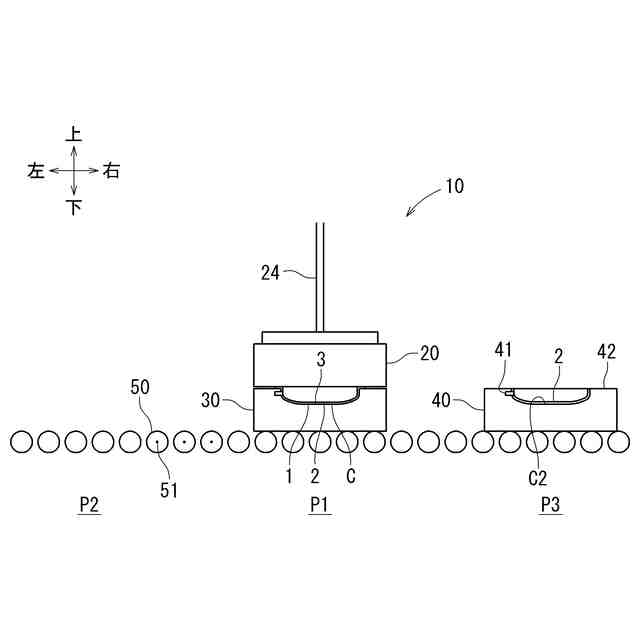
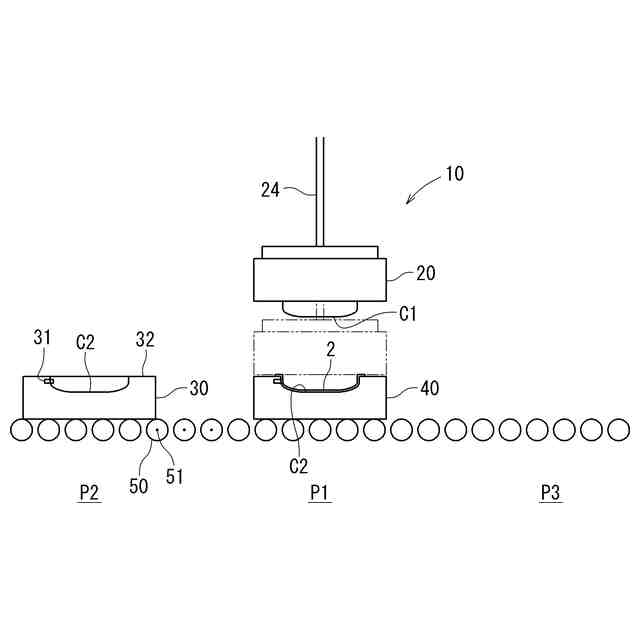
【解決手段】繊維強化樹脂の成形方法である。1つの上型20と、第1下型30と第2下型40と、を有する。第1下型30は直下位置P1と第1離隔位置P2との間で移動が可能であり、第2下型40は直下位置P1と第2離隔位置P3との間で移動が可能である。第1下型30における第1離隔位置P2においてキャビティ下面部C2上で強化繊維体2がプリフォーム成形されトリミングされる第1工程と、第2下型40における直下位置P1において上型20に対して型閉じされて樹脂3がキャビティ内に注入固化されたのち型開きされる第2工程と、が重複した時間に行われるとともに、第2下型40における第1工程と第1下型30における第2工程とが重複した時間に行われる。
【選択図】図6
特許請求の範囲
【請求項1】
型閉じされた上型と下型との間に形成された製品形状のキャビティの中に配置された面状の強化繊維体に樹脂を含浸固化させて繊維強化樹脂成形品を得る繊維強化樹脂の成形方法であって、
前記上型は1つであり前記下型は複数あって、
前記下型はそれぞれ前記上型の直下位置と該直下位置から水平方向に離隔した離隔位置との間で移動が可能であり、
前記下型のいずれかが前記離隔位置において前記キャビティの面上で前記強化繊維体がプリフォーム成形されトリミングされる第1工程と、該第1工程を経た前記下型が前記直下位置に移動されて前記上型に対して型閉じされて前記樹脂が前記キャビティ内に注入固化されたのち型開きされる第2工程と、を有し、
前記下型のいずれかである一の下型における前記第1工程と前記一の下型以外の他の下型における前記第2工程とが重複した時間に行われるとともに、前記他の下型における前記第1工程と前記一の下型における前記第2工程とが重複した時間に行われる繊維強化樹脂の成形方法。
続きを表示(約 1,000 文字)
【請求項2】
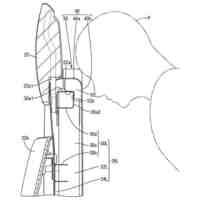
請求項1において、前記上型は、前記第2工程における型閉じにおいて位置が固定されているとともに、前記樹脂を前記キャビティ内に注入する経路が設けられており、前記下型は、前記第2工程における型閉じにおいて前記上型に対して上昇又は下降するように構成されている繊維強化樹脂の成形方法。
【請求項3】
請求項1又は請求項2において、前記第2工程の型開き時に成形された前記繊維強化樹脂成形品が前記下型の前記キャビティの面上に残留するようにするための下型残留機構が前記上型又は前記下型に設けられている繊維強化樹脂の成形方法。
【請求項4】
型閉じされた上型と下型との間に形成された製品形状のキャビティの中に配置された面状の強化繊維体に樹脂を含浸固化させて繊維強化樹脂成形品を得る繊維強化樹脂の成形装置であって、
前記上型は1つであり前記下型は複数あって、
前記下型はそれぞれ前記上型の直下位置と該直下位置から水平方向に離隔した離隔位置との間で移動が可能であり、
前記下型のいずれかが前記離隔位置において前記キャビティの面上で前記強化繊維体がプリフォーム成形されトリミングされる第1処理をされたのち、前記下型が前記直下位置に移動されて前記上型に対して型閉じされて前記樹脂が前記キャビティ内に注入固化されたのち型開きされる第2処理をされるものであり、
前記下型のいずれかである一の下型における前記第1処理と前記一の下型以外の他の下型における前記第2処理とが重複した時間に行われるとともに、前記他の下型における前記第1処理と前記一の下型における前記第2処理とが重複した時間に行われる繊維強化樹脂の成形装置。
【請求項5】
請求項4において、前記上型は、前記第2処理における型閉じにおいて位置が固定されているとともに、前記樹脂を前記キャビティ内に注入する経路が設けられており、前記下型は、前記第2処理における型閉じにおいて前記上型に対して上昇又は下降するように構成されている繊維強化樹脂の成形装置。
【請求項6】
請求項4又は請求項5において、、前記第2処理の型開き時に成形された前記繊維強化樹脂成形品が前記下型の前記キャビティの面上に残留するようにするための下型残留機構が前記上型又は前記下型に設けられている繊維強化樹脂の成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維強化樹脂の成形方法及び成形装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、RTM(Resin Transfer Molding)工法を用いて繊維強化樹脂を成形するに当たって、強化繊維体を下型上でプリフォーム成形してトリミングした後、上型を閉じてキャビティ内に樹脂を注入する成形方法がある。特許文献1には、このような成形方法で繊維強化樹脂を成形する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第6543940号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載された繊維強化樹脂の成形方法においては、強化繊維体を下型上でプリフォーム成形するとともにトリミングしたのち、その状態で下型を上型の直下に移動させ上型を閉じてキャビティ内に樹脂を注入し繊維強化樹脂を成形している。この成形方法では、強化繊維体は、プリフォーム成形、トリミング及びキャビティ内への樹脂注入の各工程において下型の上にあるので、各工程間の搬送による強化繊維体の型上配置のばらつきをなくすことができる。しかし、プリフォーム成形、トリミング及びキャビティ内への樹脂注入の各工程が縦つなぎとなるので、サイクルタイム(稼働時間/生産した製品の総数)を短くして生産効率を高めることが困難であるという問題がある。
【0005】
このような問題に鑑み本発明の課題は、生産効率の高いRTM工法による繊維強化樹脂の成形方法及び成形装置を提供することにある。
【課題を解決するための手段】
【0006】
本発明の第1発明は、型閉じされた上型と下型との間に形成された製品形状のキャビティの中に配置された面状の強化繊維体に樹脂を含浸固化させて繊維強化樹脂成形品を得る繊維強化樹脂の成形方法であって、前記上型は1つであり前記下型は複数あって、前記下型はそれぞれ前記上型の直下位置と該直下位置から水平方向に離隔した離隔位置との間で移動が可能であり、前記下型のいずれかが前記離隔位置において前記キャビティの面上で前記強化繊維体がプリフォーム成形されトリミングされる第1工程と、該第1工程を経た前記下型が前記直下位置に移動されて前記上型に対して型閉じされて前記樹脂が前記キャビティ内に注入固化されたのち型開きされる第2工程と、を有し、前記下型のいずれかである一の下型における前記第1工程と前記一の下型以外の他の下型における前記第2工程とが重複した時間に行われるとともに、前記他の下型における前記第1工程と前記一の下型における前記第2工程とが重複した時間に行われることを特徴とする。
【0007】
第1発明によれば、いずれか一の下型における第1工程と他の下型における第2工程とが重複した時間において行われるとともに、他の下型における第1工程と一の下型における第2工程とが重複した時間に行われる。これによって、いずれか一の下型における第1工程及び第2工程と、他の下型における第1工程及び第2工程と、が縦つなぎに連続することにならないとともに、いずれか一の下型における第2工程と他の下型における第2工程を縦つなぎに連続させることができるので繊維強化樹脂成形品の成形におけるサイクルタイムを短くすることができ生産効率を高めることができる。
【0008】
本発明の第2発明は、上記第1発明において、前記上型は、前記第2工程における型閉じにおいて位置が固定されているとともに、前記樹脂を前記キャビティ内に注入する経路が設けられており、前記下型は、前記第2工程における型閉じにおいて前記上型に対して上昇又は下降するように構成されていることを特徴とする。
【0009】
第2発明によれば、樹脂注入装置からの配管を位置が固定された上型に連結すればよいので配管が動くことがなく装置の簡潔化が図れる。
【0010】
本発明の第3発明は、上記第1発明又は上記第2発明において、前記第2工程の型開き時に成形された前記繊維強化樹脂成形品が前記下型の前記キャビティの面上に残留するようにするための下型残留機構が前記上型又は前記下型に設けられていることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ紡織株式会社
車両
6日前
トヨタ紡織株式会社
シート
21日前
トヨタ紡織株式会社
送風装置
1日前
トヨタ紡織株式会社
乗物用ドア
1か月前
トヨタ紡織株式会社
乗物用内装材
今日
トヨタ紡織株式会社
乗物照明装置
17日前
トヨタ紡織株式会社
乗物用シート
16日前
トヨタ紡織株式会社
乗物用シート
16日前
トヨタ紡織株式会社
燃料電池セル
23日前
トヨタ紡織株式会社
シートカバー
13日前
トヨタ紡織株式会社
乗物照明構造
17日前
トヨタ紡織株式会社
燃料電池セル
1か月前
トヨタ紡織株式会社
燃料電池セル
9日前
トヨタ紡織株式会社
乗物用シート
9日前
トヨタ紡織株式会社
乗物用シート
1か月前
トヨタ紡織株式会社
アームレスト
1か月前
トヨタ紡織株式会社
振動刺激装置
1か月前
トヨタ紡織株式会社
乗物照明構造
17日前
トヨタ紡織株式会社
バックフレーム
24日前
トヨタ紡織株式会社
シートテーブル
21日前
トヨタ紡織株式会社
シートテーブル
21日前
トヨタ紡織株式会社
シートクッション
23日前
トヨタ紡織株式会社
燃料電池スタック
1か月前
トヨタ紡織株式会社
シートクッション
16日前
トヨタ紡織株式会社
シートクッション
23日前
トヨタ紡織株式会社
乗物衝撃吸収構造
1か月前
トヨタ紡織株式会社
電動アクチュエータ
23日前
トヨタ紡織株式会社
人体模擬モデルの作成方法
10日前
トヨタ紡織株式会社
ノズルヘッド及び電界紡糸装置
22日前
トヨタ紡織株式会社
ノズルヘッド及び電界紡糸装置
21日前
トヨタ紡織株式会社
乗物用シートのシートカバー構造
3日前
トヨタ紡織株式会社
燃料供給システム及び燃料供給方法
27日前
トヨタ紡織株式会社
繊維強化樹脂の成形方法及び成形装置
2日前
トヨタ紡織株式会社
締結構造体および締結構造体の分解方法
1か月前
トヨタ紡織株式会社
燃料電池スタック及び燃料電池のセパレータ
22日前
トヨタ紡織株式会社
乗物用内装材および乗物用内装材の製造方法
15日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ