TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025132887
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024030755
出願日
2024-02-29
発明の名称
簡易矯正解析モデルを用いた矯正加工の解析方法
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
主分類
G01N
3/00 20060101AFI20250903BHJP(測定;試験)
要約
【課題】比較的短時間で曲げ曲げ戻しのダメージ値への影響や矯正加工によるダメージ値分布が大まかに再現可能な解析モデルの提供。
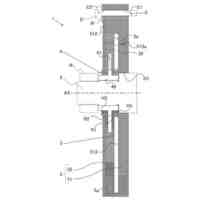
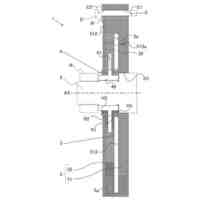
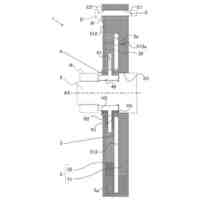
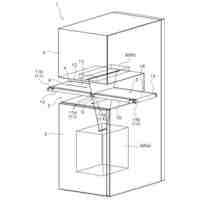
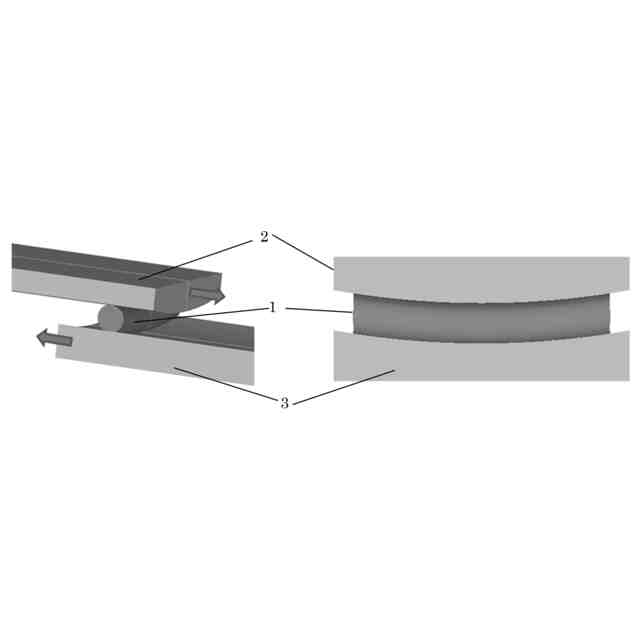
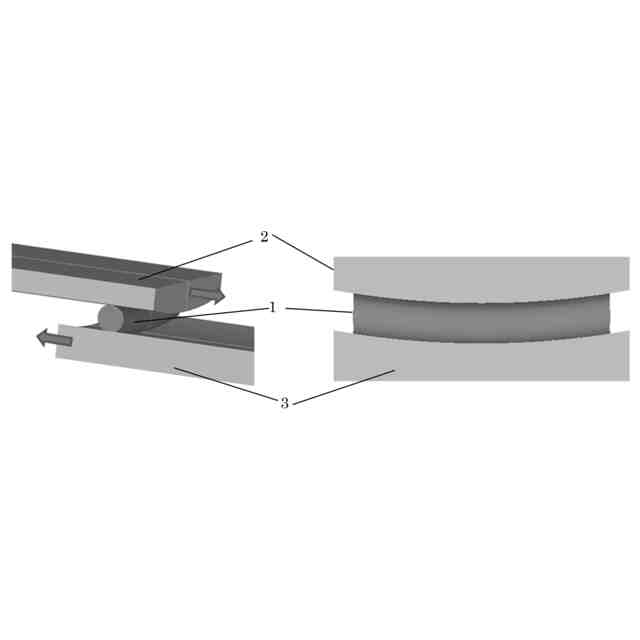
【解決手段】1方向に湾曲した丸棒鋼材に対して、凸面状の湾曲面を備えた凸面ダイと、凹面状の湾曲面を備えた凹面ダイを丸棒鋼材の上方向と下方向から湾曲に沿うように当接配置させるよう幾何情報を設定するステップと、凹面ダイと凸面ダイの少なくともいずれか一方のダイ又は双方のダイを上下方向に動かすことによって丸棒鋼材を圧下するようにして挟持させるステップと、圧下状態のまま長手方向及び上下方向に垂直な方向へ沿わせて凹面ダイと凸面ダイとを互いに逆方向へと動かす矯正加工動作をさせるステップとを順に備え、解析対象物の数値的変化を取得可能とした、曲げ曲げ戻し加工による丸棒鋼材の矯正加工の変形解析モデルの作成方法。
【選択図】図1
特許請求の範囲
【請求項1】
1方向に湾曲した丸棒鋼材を解析対象物とし、これを取り扱い可能な有限個に分割して数値的変化を有限要素法によって解析するための、曲げ曲げ戻し加工による丸棒鋼材の矯正加工の変形解析モデルの作成方法であって、
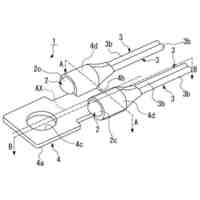
1方向に湾曲した丸棒鋼材の端面の重心同士を結んだ線分を重心線分とし、
重心線分から最も遠い鋼材側面上の点Pから重心線に垂線を下すときの方向を上方向とし、
下方向を上方向の反対方向とするとき、
1方向に湾曲した丸棒鋼材に対して、
凸面状の湾曲面を備えた凸面ダイと、凹面状の湾曲面を備えた凹面ダイを
丸棒鋼材の上方向と下方向から湾曲に沿うように当接配置させるよう幾何情報を設定する第1のステップと、
凹面ダイと凸面ダイの少なくともいずれか一方のダイ又は双方のダイを上下方向に動かすことによって丸棒鋼材を圧下するようにして挟持させる第2のステップと、
圧下状態のまま長手方向及び上下方向に垂直な方向へ沿わせて凹面ダイと凸面ダイとを互いに逆方向へと動かす矯正加工動作をさせる第3のステップと、
を順に備え、解析対象物の数値的変化を取得可能とした変形解析モデルの作成方法。
続きを表示(約 600 文字)
【請求項2】
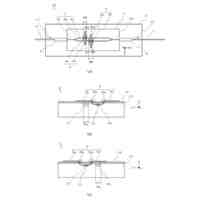
丸棒鋼材の重心線と点Pとを含む平面によって形成される丸棒鋼材の切断面で形成される丸棒鋼材の側面によって形作られる曲線のうち、
点Pを含まない曲線の曲率半径をR
1
と、
点P含む曲線の曲率半径をR
2
と、
並びに凸面ダイの凸面の曲率半径であるR
3
と、
凹面ダイの凹面の曲率半径であるR
4
とが、
R
1
=R
2
=R
3
=R
4
を満たすものとしてモデル化された、請求項1に記載の変形解析モデルの作成方法。
【請求項3】
R
1
=R
2
=R
3
=R
4
=Rであって、
重心線分の長さをHとしたとき、
0.1≦H/Rを満たす変形解析モデルであることを特徴とする、請求項2に記載の変形解析モデルの作成方法。
【請求項4】
R
1
=R
2
=R
3
=R
4
=Rであって、
重心線分の長さをHとしたとき、
H/R≦0.4を満たす変形解析モデルであることを特徴とする、請求項3に記載の変形解析モデルの作成方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は本発明は、簡易な解析モデルを用いた棒鋼等の矯正加工の解析に好適な解析方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
棒鋼の矯正加工は、一般的には曲げ曲げ戻しの加工であるから、棒鋼に加わる圧下はさほど大きくはない。とはいえ、凹凹ロールの2ロール矯正などで矯正効果を大きく得ようとするときにはやや大きめに圧下が働く場合もある。すると、棒鋼の中心に割れが発生することがある。こうした割れを以下では「マンネスマン割れ」と呼ぶこととする。
【0003】
マンネスマン割れは、ひずみや応力などから導出される積分型の延性破壊式(以下「ダメージ値」という。)によって評価されている。そして、ダメージ値はCAEを用いて導出することができる。
【0004】
マンネスマン割れは、一般的には回転圧延や転造などの場面で主として問題視されている事象である。そこで、回転圧延や転造においては、ダメージ値による割れの評価がなされることがある。
【0005】
一方、矯正工程の解析においては、残留応力の解析などがなされるものの、マンネスマン割れは検討されてこなかった。
【0006】
たとえば、非特許文献1は、2ロール矯正の加工工程をモデル化して三次元弾塑性有限要素法を用いて、棒線の残留応力について簡易的に解析を実施し、矯正工程を評価している文献である。しかしながら、圧下についての考慮は全くなされておらず、マンネスマン割れについては言及も示唆もない。
【先行技術文献】
【非特許文献】
【0007】
柳橋ら「2ロール矯正における曲げの塑性率と繰り返し回数が真直性に与える影響-棒線における矯正と残留応力の研究(第3報)」塑性と加工vol.46、537号972-976(日本塑性加工学会発行)
【発明の概要】
【発明が解決しようとする課題】
【0008】
検討されてこなかったのは、これまで矯正工程にてマンネスマン割れがさして問題になっておらず、公知な課題となっていなかったからである。それゆえに、ダメージ値導出によるマンネスマン割れの評価が行われている前例もなく、そもそも既存の解析においては、矯正中に圧下がかかることを想定したものはみあたらなかった。
【0009】
ダメージ値は回転圧延において求められた例がある。矯正工程では、圧下と同時に曲げ曲げ戻しの加工が加わるという点において、回転圧延とは全く挙動が異なることから、そのまま流用することは不可能である。曲げ曲げ戻しの加工がダメージ値に一体どのような影響を及ぼすのかについては、全く未知数でわかっていなかったからである。。
【0010】
曲げ曲げ戻しによるダメージ値への影響や、実機矯正加工中のマンネスマン割れを評価するには、まずは実機矯正工程を模した解析モデルを製作して、解析することとなる。もっとも、矯正のCAEでは、接触の少なさと接触長の長さから、長尺材に微細なメッシュを切らねばならないこととなる。すると、メッシュ数が多くなるので、解析にかかる時間が長大なものとなってしまう。それゆえ、解析に用いようとも、簡易に実施できるものではなかった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本精機株式会社
位置検出装置
2日前
日本精機株式会社
位置検出装置
2日前
日本精機株式会社
位置検出装置
2日前
大和製衡株式会社
組合せ秤
7日前
大和製衡株式会社
組合せ秤
7日前
アズビル株式会社
圧力センサ
1日前
株式会社東芝
センサ
7日前
株式会社ユーシン
操作検出装置
4日前
トヨタ自動車株式会社
表示装置
16日前
株式会社東芝
センサ
7日前
エイブリック株式会社
磁気センサ回路
1日前
トヨタ自動車株式会社
検査装置
4日前
株式会社ナリス化粧品
角層細胞採取用具
14日前
TDK株式会社
ガスセンサ
1日前
個人
粘塑性を用いた有限要素法の定式化
16日前
東レエンジニアリング株式会社
計量装置
4日前
中国電力株式会社
異常箇所検出装置
15日前
TDK株式会社
磁気計測装置
15日前
成田空港給油施設株式会社
保持治具
15日前
株式会社関電工
検相器用治具
22日前
三菱マテリアル株式会社
温度センサ
14日前
富士電機株式会社
エンコーダ
1日前
株式会社熊谷組
RI計測装置
2日前
三菱マテリアル株式会社
温度センサ
14日前
アンリツ株式会社
物品検査装置
7日前
アズビル株式会社
動粘度測定システム
2日前
戸田建設株式会社
測量機
15日前
アンリツ株式会社
物品検査装置
4日前
株式会社精工技研
光電界センサヘッド
1日前
株式会社豊田自動織機
制御装置
7日前
オンキヨー株式会社
検出装置、及び、判定装置
3日前
大和ハウス工業株式会社
試験方法
14日前
株式会社アイシン
回転角検出装置
1日前
TDK株式会社
温度センサ
15日前
学校法人東海大学
試験装置
14日前
Astemo株式会社
電流検出装置
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ