TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025135505
公報種別
公開特許公報(A)
公開日
2025-09-18
出願番号
2024033406
出願日
2024-03-05
発明の名称
ドリル
出願人
三菱マテリアル株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B23B
51/00 20060101AFI20250910BHJP(工作機械;他に分類されない金属加工)
要約
【課題】シンニング刃からシンニング内へ押し出される切屑による応力集中を低減でき、切屑をカールしやすくして切屑処理性が高められ、切削抵抗の低減を図ることができ、ドリルへの各種要望に柔軟に対応することが可能なドリルを提供する。
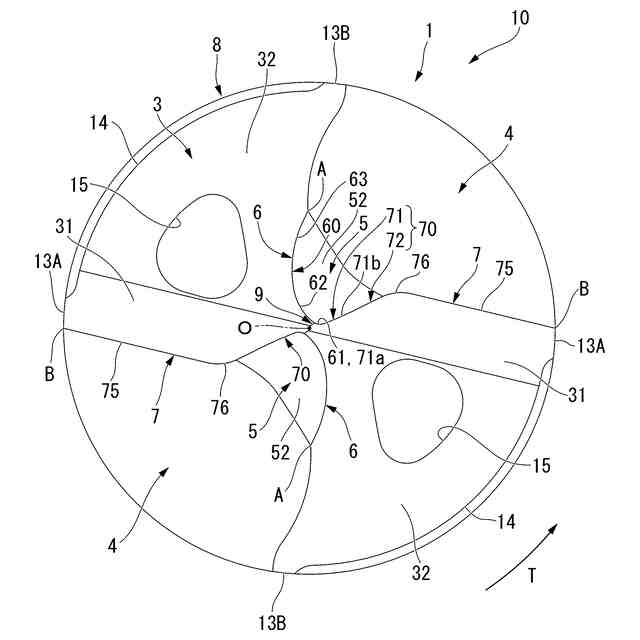
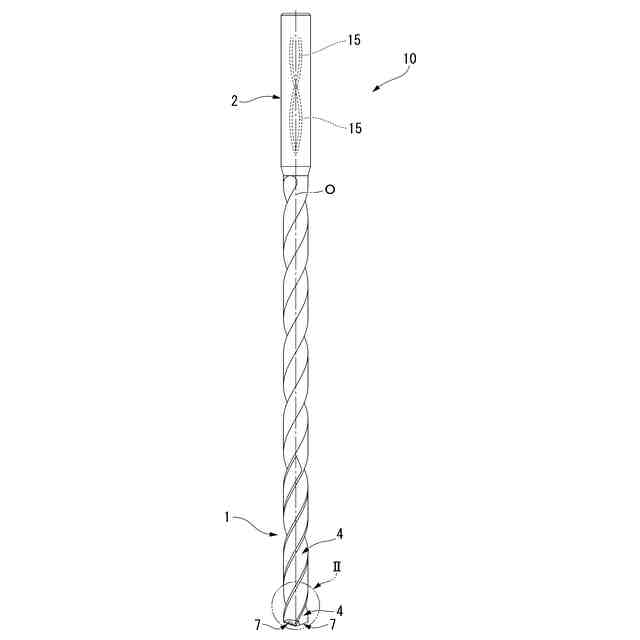
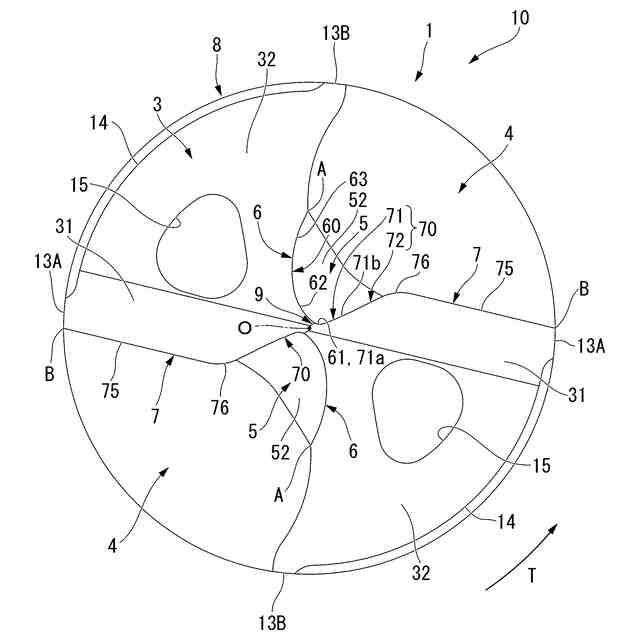
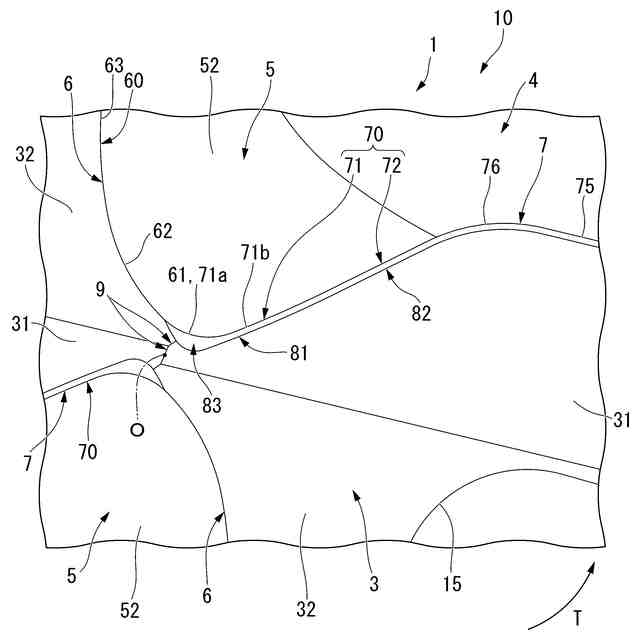
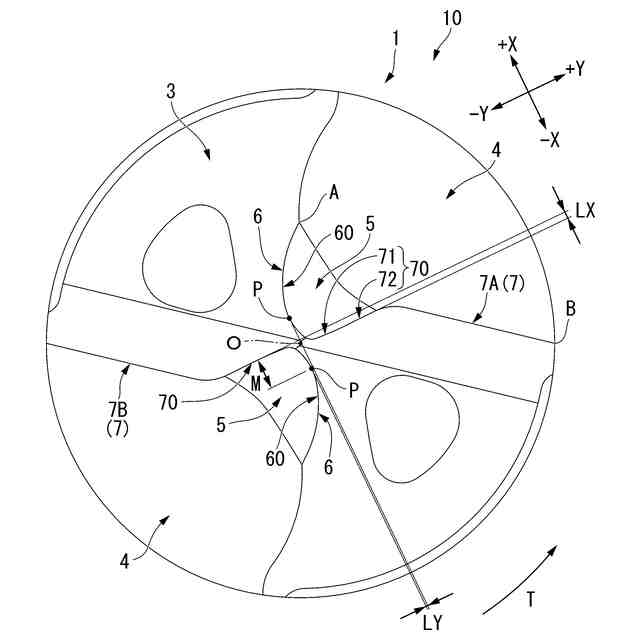
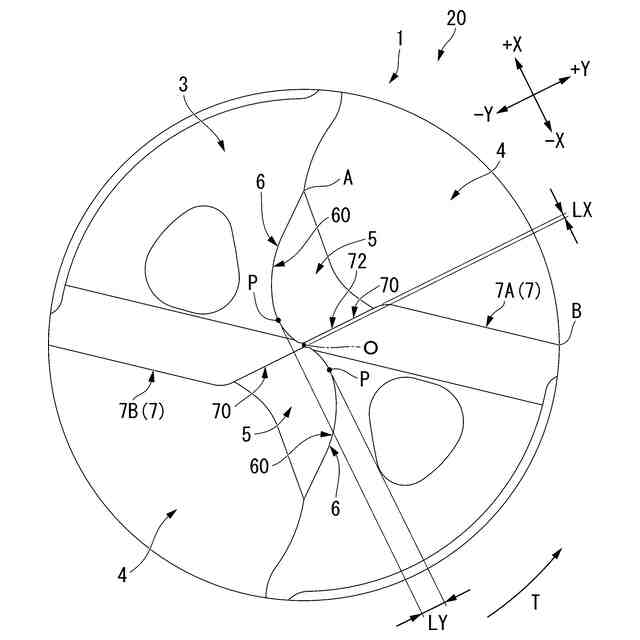
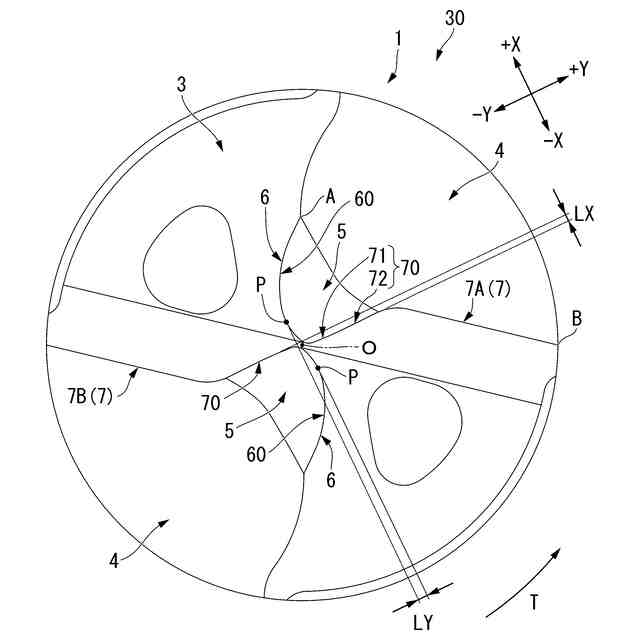
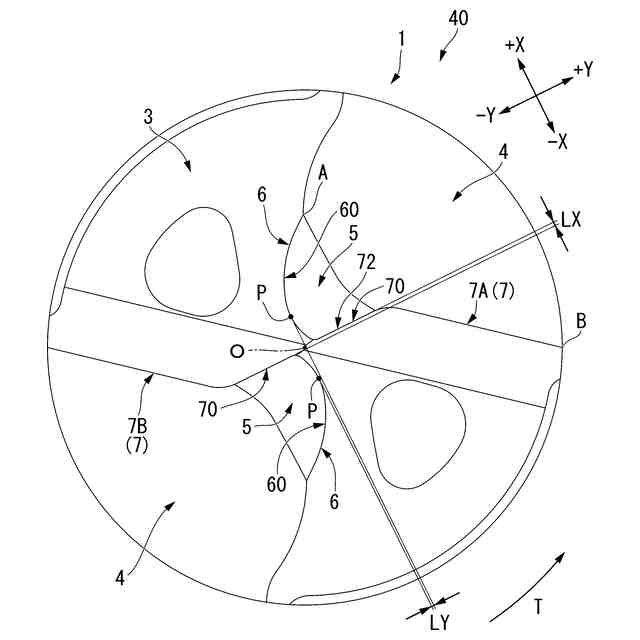
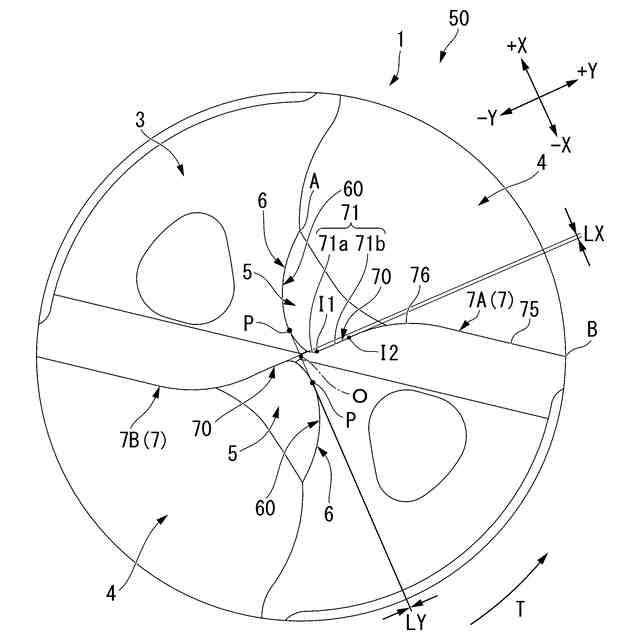
【解決手段】中心軸Oを中心として軸方向に延びるボディ1を備えるドリル10であって、ボディ1は、ボディ1の先端面3及び外周面8に開口し、先端面3から後端側に延びる切屑排出溝4と、ボディ1の先端部に配置され、切屑排出溝4及び先端面3に接続される凹状のシンニング5と、ボディ1の先端部に配置される切刃7と、を有し、切刃7は、切刃7のうち径方向内端部に配置されるシンニング刃70を有し、シンニング5と先端面3とが接続される稜線6は、シンニング刃70に連なり、中心軸O回りのドリル回転方向Tに凹む曲線部60を有し、曲線部60は、径方向外側へ向かうに従い曲率半径が大きくなる。
【選択図】図3
特許請求の範囲
【請求項1】
中心軸を中心として軸方向に延びるボディを備えるドリルであって、
前記ボディは、
前記ボディの先端面及び外周面に開口し、前記先端面から後端側に延びる切屑排出溝と、
前記ボディの先端部に配置され、前記切屑排出溝及び前記先端面に接続される凹状のシンニングと、
前記ボディの先端部に配置される切刃と、を有し、
前記切刃は、前記切刃のうち径方向内端部に配置されるシンニング刃を有し、
前記シンニングと前記先端面とが接続される稜線は、前記シンニング刃に連なり、前記中心軸回りのドリル回転方向に凹む曲線部を有し、
前記曲線部は、径方向外側へ向かうに従い曲率半径が大きくなる、
ドリル。
続きを表示(約 520 文字)
【請求項2】
前記曲線部は、互いに曲率半径が異なる少なくとも3つの円弧部を組み合わせて構成される、
請求項1に記載のドリル。
【請求項3】
前記シンニング刃は、前記曲線部に連なり、前記ドリル回転方向とは反対側に凹む曲線状の凹曲線刃を有する、
請求項1に記載のドリル。
【請求項4】
前記凹曲線刃は、径方向外側へ向かうに従い曲率半径が大きくなる、
請求項3に記載のドリル。
【請求項5】
前記切刃のうち少なくとも前記シンニング刃は、ホーニングを有し、
前記ホーニングは、前記凹曲線刃と並んで延び、前記ドリル回転方向とは反対側に凹む曲線状ホーニング稜線を有する、
請求項3に記載のドリル。
【請求項6】
前記曲線状ホーニング稜線は、径方向外側へ向かうに従い曲率半径が大きくなる、
請求項5に記載のドリル。
【請求項7】
前記シンニング刃が、芯下がりとされている、
請求項1に記載のドリル。
【請求項8】
前記シンニング刃が、芯上がりとされている、
請求項1に記載のドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ドリルに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、例えば特許文献1に記載のドリルが知られている。特許文献1のドリルは、ドリル本体の先端部に設けられ、切れ刃(主切刃)の内端からチゼル部へ向けて延びるシンニング刃と、逃げ面(先端面)との稜線がシンニング刃の内端から円弧状に延びるギャッシュ部(シンニング)と、を備えている。また、シンニング刃のすくい面であるシンニング面と、ギャッシュ部のギャッシュ面とが接続する部分には、ギャッシュ部の曲率半径よりも小さい曲率半径を有する断面円弧状の円弧溝が設けられている。ギャッシュ部の円弧状の稜線と、シンニング刃とは、円弧溝(以下、角Rと呼ぶ場合がある)の曲率半径の小さな稜線を介して接続されている。
【0003】
また、特許文献1のドリルは、シンニング刃が芯上がりとされている。すなわち、シンニング刃のラジアルレーキ(径方向すくい角)がネガティブ角(負角)とされている。シンニング刃が芯上がりであると、例えば高硬度鋼などの硬度が高い被削材を切削加工する場合に、ドリル先端の強度を確保しやすいなどの利点がある。
【先行技術文献】
【特許文献】
【0004】
特許第6588625号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のドリルでは、円弧溝(角R)の曲率半径と、ギャッシュ部の曲率半径との差が大きく、これらの間で曲率が急激に変化する。このため、シンニング刃で生成された切屑が、シンニング面によってすくい取られギャッシュ部に押し出されるときに、角R付近に応力が集中しやすく、切屑をカールさせる機能も得られにくかった。そして、切削抵抗の低減を図ることが難しかった。
【0006】
また、この種のドリルでは、被削材への喰い付きを良くして切れ味を高めるために、シンニング刃を芯下がりとすることへの要望、すなわち、シンニング刃のラジアルレーキをポジティブ角(正角)とすることへの要望がある。しかしながら、特許文献1のドリルでシンニング刃を芯下がりに設計すると、チゼル部を間に挟んで配置される一対のギャッシュ部同士が繋がり、チゼル部が消失する(特許文献1の図3を参照)。このため、ドリルを設計する上での自由度が低く、ドリルへの各種要望に柔軟に応えることができない。
【0007】
本発明は、シンニング刃からシンニング内へ押し出される切屑による応力集中を低減でき、切屑をカールしやすくして切屑処理性が高められ、切削抵抗の低減を図ることができ、ドリルへの各種要望に柔軟に対応することが可能なドリルを提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記課題を解決するため、以下の手段を提供する。
【0009】
〔本発明の態様1〕
中心軸を中心として軸方向に延びるボディを備えるドリルであって、前記ボディは、前記ボディの先端面及び外周面に開口し、前記先端面から後端側に延びる切屑排出溝と、前記ボディの先端部に配置され、前記切屑排出溝及び前記先端面に接続される凹状のシンニングと、前記ボディの先端部に配置される切刃と、を有し、前記切刃は、前記切刃のうち径方向内端部に配置されるシンニング刃を有し、前記シンニングと前記先端面とが接続される稜線は、前記シンニング刃に連なり、前記中心軸回りのドリル回転方向に凹む曲線部を有し、前記曲線部は、径方向外側へ向かうに従い曲率半径が大きくなる、ドリル。
【0010】
本発明のドリルでは、ボディの先端面とシンニングとが接続される稜線に、ドリル回転方向に向けて凹む曲線部が形成されている。なお前記稜線は、シンニングの底面のドリル回転方向の端縁をなしており、よって前記稜線の形状は、シンニングの底面の形状(断面形状)を表している。本発明において前記稜線は、ドリル回転方向に凹む曲線部を有しており、このため、シンニングの底面は、凹曲面状に形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
タップ
5か月前
個人
フライス盤
25日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
25日前
日東精工株式会社
ねじ締め機
5か月前
株式会社不二越
ドリル
4か月前
株式会社不二越
ドリル
5か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め装置
16日前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
多軸ねじ締め機
5か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
3か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
6か月前
株式会社FUJI
工作機械
2日前
個人
型枠製造装置のフレーム
6日前
株式会社ダイヘン
多層盛り溶接方法
5か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
キヤノン電子株式会社
加工システム
1か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
株式会社アンド
半田付け方法
27日前
日進工具株式会社
エンドミル
5か月前
村田機械株式会社
レーザ加工機
4か月前
ブラザー工業株式会社
工作機械
5か月前
トヨタ自動車株式会社
接合方法
5か月前
ブラザー工業株式会社
工作機械
5か月前
株式会社トヨコー
被膜除去方法
4か月前
大見工業株式会社
ドリル
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ