TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025136063
公報種別
公開特許公報(A)
公開日
2025-09-19
出願番号
2024034246
出願日
2024-03-06
発明の名称
有底飲料容器の製造方法
出願人
日清ヨーク株式会社
代理人
個人
主分類
B29C
49/06 20060101AFI20250911BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】口部フランジの寸法精度を確保しつつ、段差のある容器であっても偏肉が生じにくく、しかも容器の強度を増加させることができる容器の製造方法を提供する。
【解決手段】蓋材と熱溶着されるフランジを備えた開口部を有し、鉛直方向の軸Cを中心とした同軸円筒状の有底飲料容器の製造方法であって、鉛直方向への延伸を伴うインジェクションブロー成形により形成することを特徴とする。当該構成により、非晶性のプラスチックからなるプリフォームを延伸した際に、歪硬化し、肉厚精度のよい均一肉厚容器を成形することができる容器の製造方法。
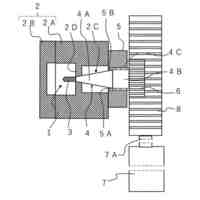
【選択図】図1
特許請求の範囲
【請求項1】
蓋材と熱溶着されるフランジを備えた開口部を有し、鉛直方向の軸を中心とした同軸円筒状の有底飲料容器の製造方法であって、
鉛直方向への延伸を伴うインジェクションブロー成形により形成することを特徴とする、有底飲料容器の製造方法。
続きを表示(約 110 文字)
【請求項2】
前記鉛直方向への延伸比率が延伸前と比較して1.3倍以上である、請求項1記載の有底飲料容器の製造方法。
【請求項3】
前記飲料容器がPLA製である、請求項1記載の有底飲料容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、有底飲料容器の製造方法に関する。より詳細には、容器側壁の厚み精度が良く、肉厚分布の良い有底飲料容器の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
発酵乳、乳製品乳酸菌飲料、乳酸菌飲料(以下、単にまとめて『乳酸菌飲料』と言う場合がある。)の商品形態として、100mL前後の小容量をプラスチック容器に詰めたものがよく知られている。また、乳酸菌飲料には、生菌タイプと殺菌タイプの2種類が存在し、タイプ別に使用するプラスチック量が異なっている。具体的には、生菌タイプの容器に使用するプラスチック重量(g)を対内容品量(1ml)当たりのプラスチック使用量に換算すると、重量平均で0.0561(g/ml)となる。これに対して、殺菌タイプの容器では、重量平均で0.109(g/ml)となる。
【0003】
近年、生菌タイプの乳酸菌飲料の『食品機能性』に注目が集まり、生菌タイプの乳酸菌飲料需要が増加している。そして、流通量の増大に伴い、市場に出回るプラスチック総量および市場から廃棄されるプラスチック総量が増加している。プラスチックの流通量及び廃棄量が増加すると、大気中に放出される炭酸ガス量も増加する。そのため、使用しているプラスチック量が少ない製品であっても、さらなる容器重量の削減が望まれている。
【0004】
ところで、生菌タイプの乳酸菌飲料容器としては、非晶性の耐衝撃性ポリスチレン(HIPS)からなるプリフォームをインジェクションブロー成形したものがよく知られている。インジェクションブロー成形は、口部フランジの寸法精度を確保した容器を成形するのに適した製法である。製造に際しては、プリフォームの口部フランジをリップ・キャビティーに保持・固定・冷却したまま、フランジ下部の延伸領域を延伸温度に加熱している。
【先行技術文献】
【特許文献】
【0005】
特開2005-145560号公報
【0006】
しかしながら、インジェクションブロー成形法では、フランジ下部の延伸領域を延伸温度まで加熱する際に回転方式の加熱を採用していない。そのため、プリフォーム周方向の温度が不均一化しやすく、成形容器に偏肉が生じやすくなるといった問題がある。特に、段差のある容器では段差部に偏肉が生じやすく、薄肉部を起点に耐衝撃性などが低下しやすい。また、容器重量軽減のために使用するプラスチック量を減らすと、偏肉がより顕著に出現しやすく、薄肉部はより薄くなる。その結果耐衝撃性などがさらに低下しやすくなるという問題がある。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記問題点に鑑みなされたものである。すなわち、本発明の目的は、口部フランジの寸法精度を確保しつつ、段差のある容器であっても偏肉が生じにくく、しかも容器の強度を増加させることができる容器の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
発明者等は、非晶性のプラスチックからなるプリフォームについて、延伸成形した際に鉛直方向および水平方向へ比較的均一な延伸張力を形成し、肉厚精度のよい容器を成形する方法がないか鋭意検討を行った。そして、非晶性のプラスチックには適用できないと考えられていた、鉛直方向への延伸と従来の水平方向への延伸を併用してブロー成形することで、鉛直方向へも延伸張力が確保でき、肉厚精度のよい容器を成形できることを新たに見出し、本発明を完成するに至った。
【0009】
上記課題解決のため、本発明は、蓋材と熱溶着されるフランジを備えた開口部を有し、鉛直方向の軸を中心とした同軸円筒状の有底飲料容器の製造方法であって、鉛直方向への延伸を伴うインジェクションブロー成形により形成することを特徴とする、有底飲料容器の製造方法である。また、上記構成において、鉛直方向への延伸比率が1.3倍以上であることが好ましい。また、飲料容器がPLA製であることが好ましい。
【0010】
当該構成によれば、鉛直方向に延伸成形後、ブローエアーで横方向に延伸することで、ポリマー分子鎖を鉛直軸方向と水平軸方向の両面に配向分布させることができる。また、PLAなどの結晶性ポリ乳酸などでは鉛直方向の延伸張力が増加によって歪硬化し、肉厚精度のよい容器を成形することができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日清ヨーク株式会社
有底飲料容器の製造方法
21日前
個人
気泡緩衝材減容装置
16日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
8か月前
株式会社カワタ
計量混合装置
4か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社FTS
成形装置
9か月前
トヨタ自動車株式会社
射出装置
7か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社漆原
シートの成形方法
4か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
株式会社リコー
画像形成システム
10か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社コスメック
射出成形装置
4か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社FTS
セパレータ
8か月前
株式会社バルカー
シートガスケット
11日前
日産自動車株式会社
成形装置
3か月前
トヨタ自動車株式会社
3Dプリンタ
10か月前
日東工業株式会社
インサート成形機
10か月前
コイト電工株式会社
フレーム成形品
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ