TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025138730
公報種別
公開特許公報(A)
公開日
2025-09-25
出願番号
2025106202,2021149616
出願日
2025-06-24,2021-09-14
発明の名称
切削工具用の超硬合金素材および切削工具
出願人
住友電気工業株式会社
代理人
弁理士法人深見特許事務所
主分類
B23B
27/14 20060101AFI20250917BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削工具の材料として用いた場合に、切削工具の長寿命化を可能とする切削工具用の超硬合金素材およびそれを備える切削工具を提供する。
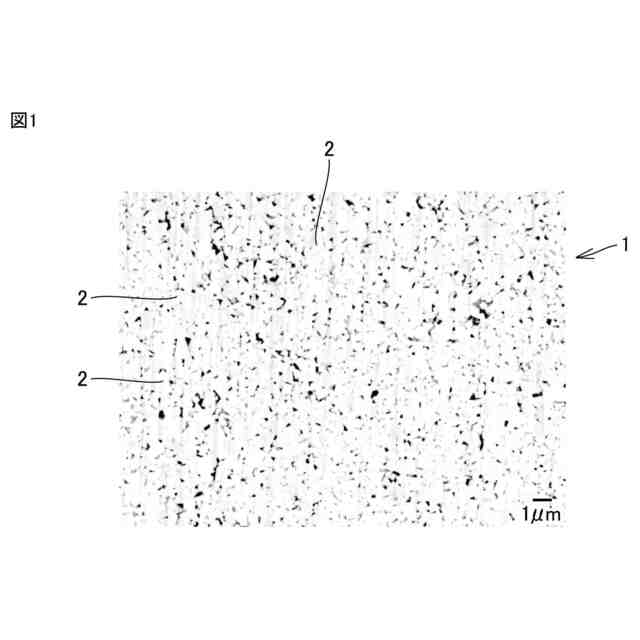
【解決手段】切削工具用の超硬合金素材であって、前記超硬合金素材は、炭化タングステン粒子と、結合相と、を備え、前記超硬合金素材は、24.9μm×18.8μmの矩形の測定視野において、円相当径が0.2μm未満のポアを3個以下含み、前記測定視野は、前記超硬合金素材の断面の中央部に設けられる。
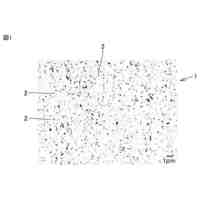
【選択図】図1
特許請求の範囲
【請求項1】
切削工具用の超硬合金素材であって、
前記超硬合金素材は、炭化タングステン粒子と、結合相と、を備え、
前記超硬合金素材は、24.9μm×18.8μmの矩形の測定視野において、円相当径が0.2μm未満のポアを3個以下含み、
前記測定視野は、前記超硬合金素材の断面の中央部に設けられる、切削工具用の超硬合金素材。
続きを表示(約 540 文字)
【請求項2】
前記炭化タングステン粒子の平均粒径は、0.80μm以上3.00μm以下である、請求項1に記載の切削工具用の超硬合金素材。
【請求項3】
前記炭化タングステン粒子の平均粒径は、1.00μm超3.00μm以下である、請求項1又は請求項2に記載の切削工具用の超硬合金素材。
【請求項4】
前記超硬合金素材は、前記炭化タングステン粒子を85.0体積%以上95.5体積%以下、及び、前記結合相を0.5体積%以上15.0体積%以下含む、請求項1から請求項3のいずれか1項に記載の切削工具用の超硬合金素材。
【請求項5】
超硬合金からなる切削工具であって、
前記超硬合金は、炭化タングステン粒子と、結合相と、を備え、
前記超硬合金は、24.9μm×18.8μmの矩形の測定視野において、円相当径が0.2μm未満のポアを3個以下含み、
前記測定視野は、前記切削工具の刃先を含む前記超硬合金の断面上の領域S1内に設けられ、
前記領域S1は、前記超硬合金の断面において、前記刃先からの距離が100μm以下、かつ、前記切削工具の表面からの距離が0.5μm以上30μm以下の領域である、切削工具。
発明の詳細な説明
【技術分野】
【0001】
本開示は、切削工具用の超硬合金素材および切削工具に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
炭化タングステン粒子と、コバルトを含む結合相とを備える超硬合金は、切削工具の素材として広く用いられている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2008-132570号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、コスト低減の要求がますます厳しくなり、長い工具寿命を有する切削工具が求められている。そこで、本開示は、切削工具の材料として用いた場合に、切削工具の長寿命化を可能とする切削工具用の超硬合金素材およびそれを備える切削工具を提供することを目的とする。
【課題を解決するための手段】
【0005】
本開示は、切削工具用の超硬合金素材であって、
前記超硬合金素材は、炭化タングステン粒子と、結合相と、を備え、
前記超硬合金素材は、24.9μm×18.8μmの矩形の測定視野において、円相当径が0.2μm未満のポアを3個以下含み、
前記測定視野は、前記超硬合金素材の断面の中央部に設けられる、切削工具用の超硬合金素材である。
【0006】
本開示は、超硬合金からなる切削工具であって、
前記超硬合金は、炭化タングステン粒子と、結合相と、を備え、
前記超硬合金は、24.9μm×18.8μmの矩形の測定視野において、円相当径が0.2μm未満のポアを3個以下含み、
前記測定視野は、前記切削工具の刃先を含む前記超硬合金の断面上の領域S1内に設けられ、
前記領域S1は、前記超硬合金の断面において、前記刃先からの距離が100μm以下、かつ、前記切削工具の表面からの距離が0.5μm以上30μm以下の領域である、切削工具である。
【発明の効果】
【0007】
本開示によれば、長い工具寿命を有する切削工具を提供することが可能となる。
【図面の簡単な説明】
【0008】
図1は、実施形態1の超硬合金素材の走査型電子顕微鏡での撮影画像の一例を示す図である。
図2は、実施形態1の超硬合金素材の測定視野の位置を説明するための図である。
図3は、実施形態2の切削工具の超硬合金における測定視野の設定方法を説明するための図である。
【発明を実施するための形態】
【0009】
[本開示の実施形態の説明]
最初に本開示の実施態様を列記して説明する。
(1)本開示は切削工具用の超硬合金素材であって、
前記超硬合金素材は、炭化タングステン粒子と、結合相と、を備え、
前記超硬合金素材は、24.9μm×18.8μmの矩形の測定視野において、円相当径が0.2μm未満のポアを3個以下含み、
前記測定視野は、前記超硬合金素材の断面の中央部に設けられる、切削工具用の超硬合金素材である。
【0010】
本開示によれば、長い工具寿命を有する切削工具を提供することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社オートネットワーク技術研究所
端子台及び端子台の製造方法
1日前
住友電気工業株式会社
切削工具用の超硬合金素材および切削工具
2日前
株式会社オートネットワーク技術研究所
コネクタ
8日前
個人
タップ
4か月前
個人
フライス盤
17日前
個人
加工機
4か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社不二越
ドリル
5か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
17日前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
2か月前
日東精工株式会社
ねじ締め装置
8日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
5か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
3か月前
日東精工株式会社
多軸ねじ締め機
5か月前
日進工具株式会社
エンドミル
5か月前
キヤノン電子株式会社
加工システム
1か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
4か月前
株式会社アンド
半田付け方法
19日前
株式会社ダイヘン
多層盛り溶接方法
5か月前
エフ・ピー・ツール株式会社
リーマ
5か月前
大見工業株式会社
ドリル
1か月前
株式会社ツガミ
工作機械
25日前
株式会社トヨコー
被膜除去方法
4か月前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ