TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025139658
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024038610
出願日
2024-03-13
発明の名称
樹脂成形品
出願人
日本プラスト株式会社
代理人
弁理士法人お茶の水内外特許事務所
主分類
B29C
45/40 20060101AFI20250919BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金型を用いて中空部を有する成形品を成形する工程において、金型を形成する部材同士の接触や金型を開いたときの成形品の落下という不具合の発生を防止可能な樹脂成形品を提供する。
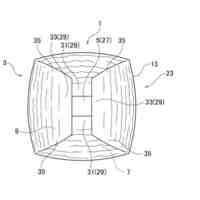
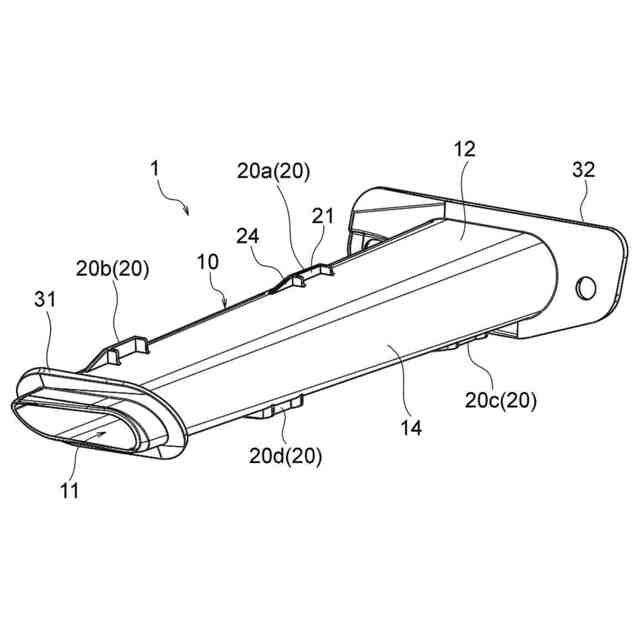
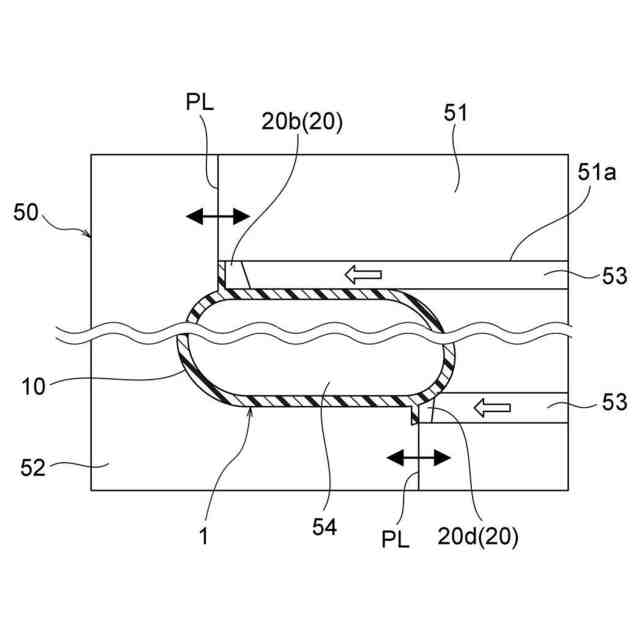
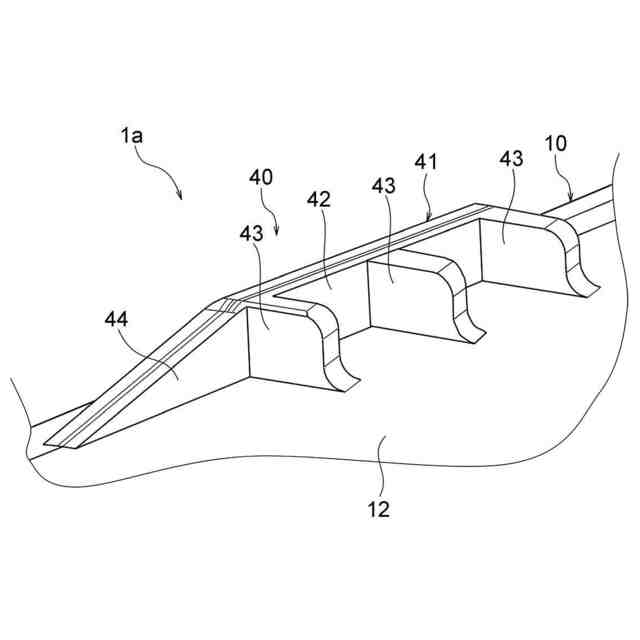
【解決手段】本発明の樹脂成形品(1,1a)は、樹脂成形品(1,1a)内に形成される中空部(11)と、樹脂成形品(1,1a)を金型から離型するときに押圧される少なくとも1つの押圧面とを有し、中空部(11)と押圧面とは、押圧面への押圧方向に対して交差する方向において、互いに離間する位置に設定されている。
【選択図】図1
特許請求の範囲
【請求項1】
金型を用いた合成樹脂の成形により得られる樹脂成形品であって、
前記樹脂成形品は、前記樹脂成形品の内側に形成される中空部と、前記樹脂成形品を前記金型から離型するときに押圧される少なくとも1つの押圧面とを有し、
前記中空部と前記押圧面とは、前記押圧面への押圧方向に対して交差する方向において、互いに離間する位置に設定されている
ことを特徴とする樹脂成形品。
続きを表示(約 210 文字)
【請求項2】
前記樹脂成形品は、前記中空部を有する本体部と、前記本体部から突出する少なくとも1つの突出部とを有し、
前記突出部は、前記押圧面と、前記押圧面から前記金型の開閉方向に対して交差する方向に延びる保持部とを有する
請求項1記載の樹脂成形品。
【請求項3】
前記突出部は、前記本体部からの突出寸法を1つの方向に向けて漸減させる誘導形状を有する
請求項2記載の樹脂成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型を用いて合成樹脂を成形することにより得られる樹脂成形品に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
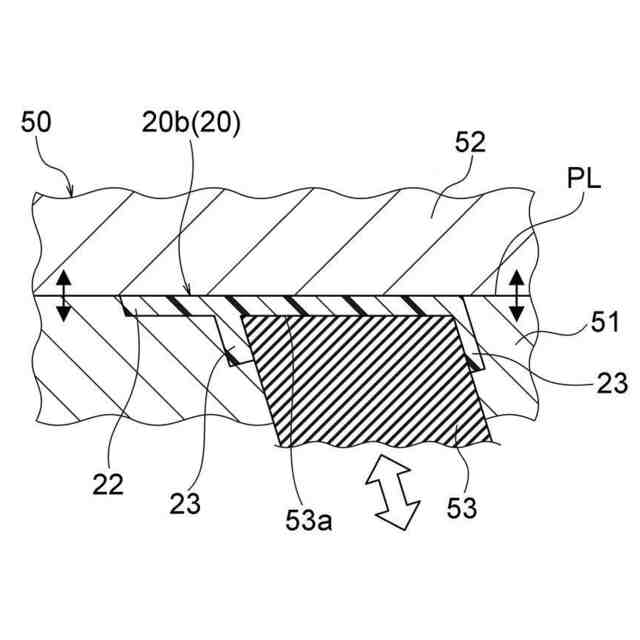
特開昭54-93048号公報(特許文献1)には、中空部を有する筒形状の樹脂成形品を成形する工程において、成形品を金型から離型する離型方法が記載されている。特許文献1の離型方法では、雌金型(可動型)と雄金型(固定型)の間にストリッパプレートが設置されており、成形品をストリッパプレートで突き出した後に、成形品及びストリッパプレートを雄金型に対して偏心させた状態で、ストリッパプレートと雄金型を閉じることにより、成形品を落下させて離型させることができる。
【先行技術文献】
【特許文献】
【0003】
特開昭54-93048号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば特許文献1の離型方法により成形品を金型から離型する場合、ストリッパプレートが雄金型(固定型)に接触するという不具合や、成形品の落下に起因する成形不良の発生という不具合が生じる虞がある。
【0005】
また従来において、金型を用いて中空部を有する成形品を成形する場合、例えば成形工程で金型を開いて成形品を離型する際に、先ず、成形品を金型の固定型又は可動型に保持し、その後、押出ピン(エジェクターピンとも言う)を成形品に当接させることによって、成形品を離型させる方法が知られている。
【0006】
しかし、この場合、成形品に中空部を形成するために用いられる金型の中空形成部材(例えば、スライド駒)と、成形品の離型に用いられる金型の押出ピンとが接触するという不具合が生じることがあった。また、金型を開いた際に、可動型の移動に伴って成形品が固定型又は可動型から外れて落下し、その落下に起因して成形品に成形不良が発生するという欠点があった。
【0007】
本発明は上記従来の課題に鑑みてなされたものであって、その目的は、金型を用いて中空部を有する成形品を成形する工程において、金型を形成する部材同士の接触や金型を開いたときの成形品の落下という不具合の発生を防止可能な樹脂成形品を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明により提供される樹脂成形品は、金型を用いた合成樹脂の成形により得られる樹脂成形品であって、前記樹脂成形品は、前記樹脂成形品の内側に形成される中空部と、前記樹脂成形品を前記金型から離型するときに押圧される少なくとも1つの押圧面とを有し、前記中空部と前記押圧面とは、前記押圧面への押圧方向に対して交差する方向において、互いに離間する位置に設定されている樹脂成形品である。
【0009】
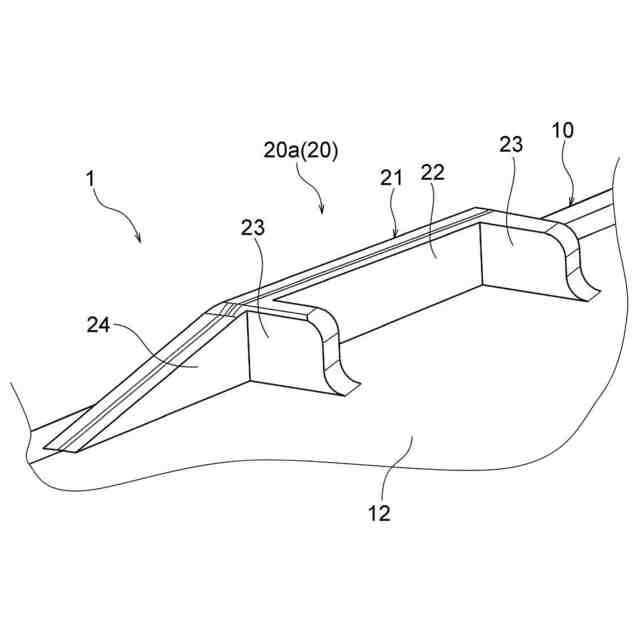
本発明において、前記樹脂成形品は、前記中空部を有する本体部と、前記本体部から突出する少なくとも1つの突出部とを有し、前記突出部は、前記押圧面と、前記押圧面から前記金型の開閉方向に対して交差する方向に延びる保持部とを有することが好ましい。
また、前記突出部は、前記本体部からの突出寸法を1つの方向に向けて漸減させる誘導形状を有することが好ましい。
【発明の効果】
【0010】
本発明の樹脂成形品によれば、金型を用いて中空部を有する成形品を成形する工程において、金型を形成する部材同士の接触や金型を開いたときの成形品の落下という不具合の発生を防止すること、及びその不具合が発生するリスクを低減することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本プラスト株式会社
エアバッグ、エアバッグの折畳み方法
8日前
個人
気泡緩衝材減容装置
13日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
個人
射出ミキシングノズル
12か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
9か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法。
2か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
株式会社FTS
ロッド
8か月前
株式会社カワタ
計量混合装置
4か月前
トヨタ自動車株式会社
射出装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社FTS
成形装置
9か月前
株式会社漆原
シートの成形方法
4か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
株式会社リコー
画像形成システム
10か月前
株式会社神戸製鋼所
混練機
7か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
株式会社不二越
射出成形機
1か月前
株式会社FTS
セパレータ
8か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
4か月前
株式会社不二越
射出成形機
6か月前
日産自動車株式会社
成形装置
3か月前
コイト電工株式会社
フレーム成形品
28日前
株式会社バルカー
シートガスケット
8日前
東レ株式会社
溶融押出装置および押出方法
9か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ