TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025141368
公報種別
公開特許公報(A)
公開日
2025-09-29
出願番号
2024041265
出願日
2024-03-15
発明の名称
金属製筐体の製造方法および押出成型用金型
出願人
株式会社アイシン
代理人
個人
主分類
B21J
5/06 20060101AFI20250919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ダイの長方形状の凹部の角部において、被対象物が充填されない充填不良が発生することを抑制することが可能な金属製筐体の製造方法を提供する。
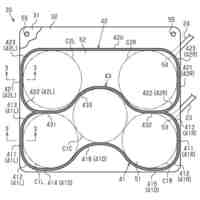
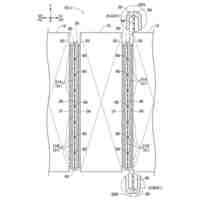
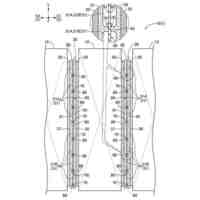
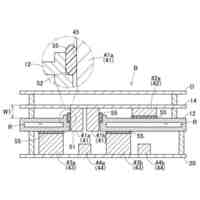
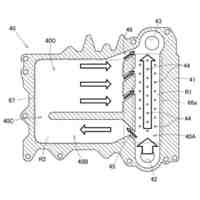
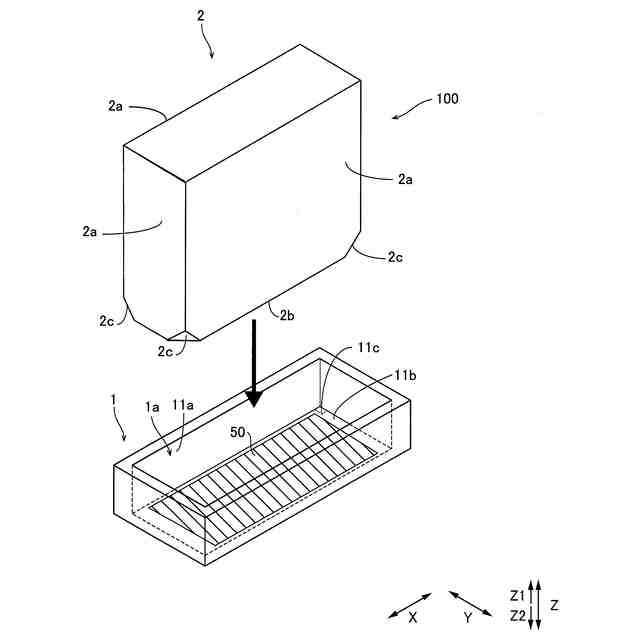
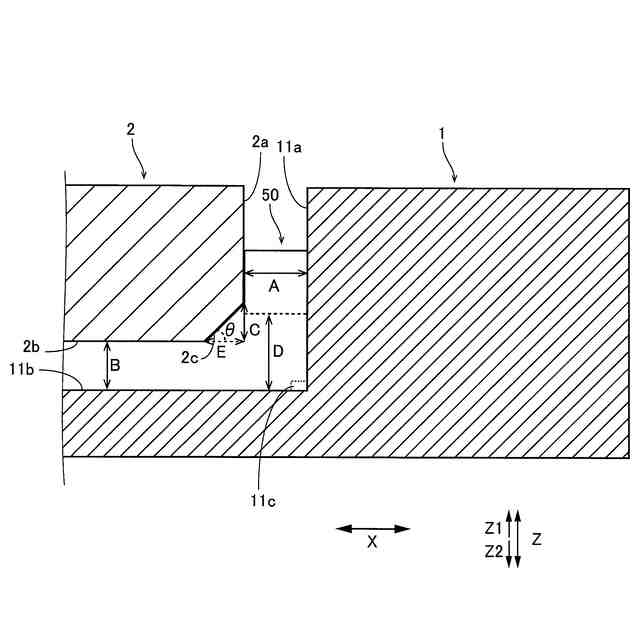
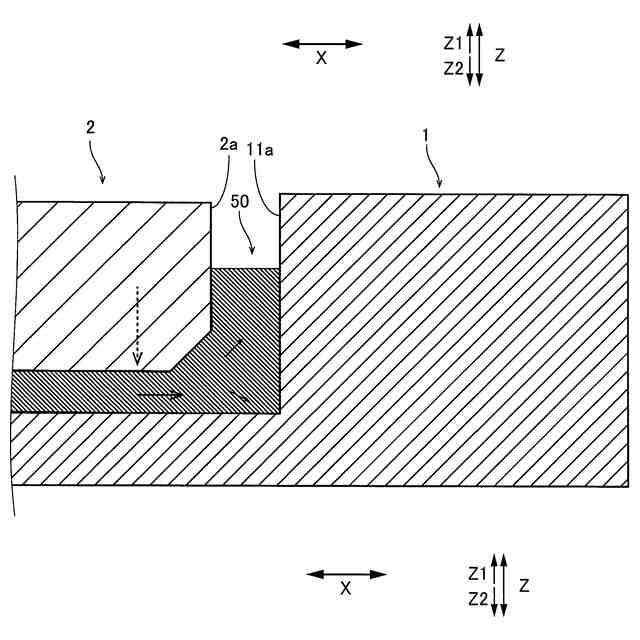
【解決手段】この発明の金属製筐体の製造方法は、押し出し方向から見て長方形状の凹部1aを有するダイ1に、押出成型される金属製の被対象物50を配置する配置工程と、凹部1aに沿った長方形状を有し、ダイ1の角部に対向する傾斜面2cが長方形状の底面の角部に設けられているパンチ2を用いて、凹部1aに配置された被対象物50を押圧することにより凹部1aに沿った形状に押出成型する押出成型工程とを備え、押出成型工程は、パンチ2の傾斜面2cとダイ1の内底面11bとの間隔が、パンチ2の側面2aとダイ1の内側面との間隔よりも大きくなるように被対象物50を押圧する工程を含む。
【選択図】図1
特許請求の範囲
【請求項1】
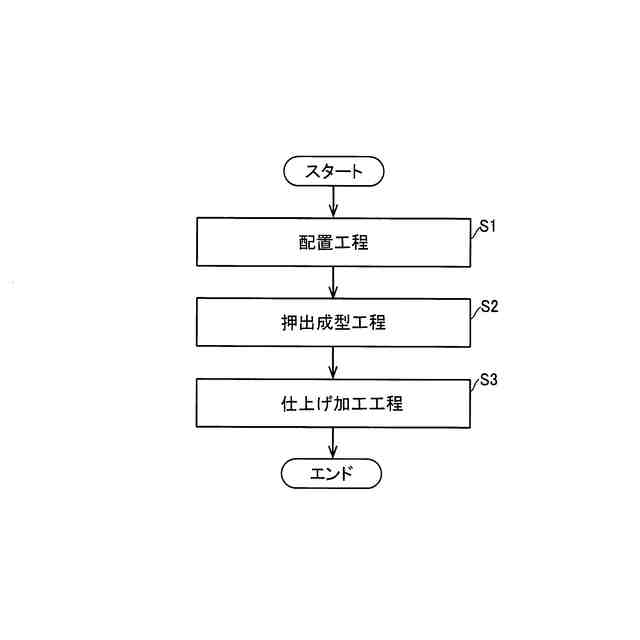
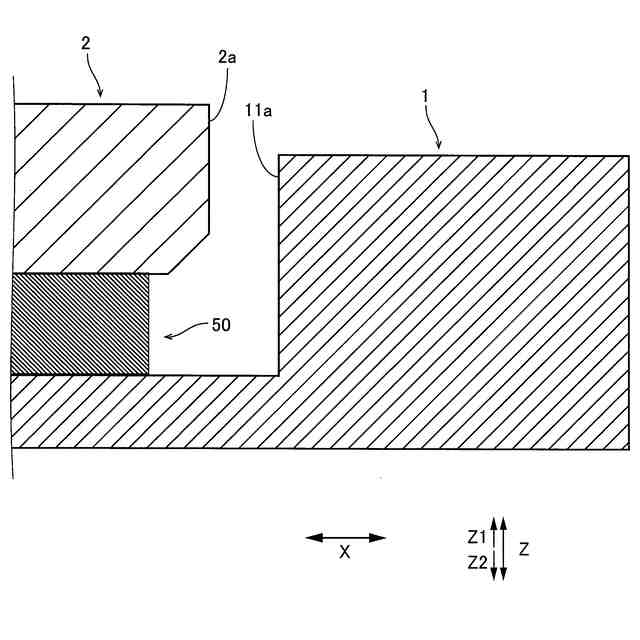
押し出し方向から見て長方形状の凹部を有するダイに、押出成型される金属製の被対象物を配置する配置工程と、
前記凹部に沿った長方形状を有し、前記ダイの角部に対向する傾斜面が長方形状の底面の角部に設けられているパンチを用いて、前記凹部に配置された前記被対象物を押圧することにより前記凹部に沿った形状に押出成型する押出成型工程とを備え、
前記押出成型工程は、前記パンチの傾斜面と前記ダイの内底面との間隔が、前記パンチの側面と前記ダイの内側面との間隔よりも大きくなるように前記被対象物を押圧する工程を含む、金属製筐体の製造方法。
続きを表示(約 610 文字)
【請求項2】
前記パンチの傾斜面は、前記パンチの底面と、隣接する2つの側面との3つの面が交わる角部に形成されており、
前記押出成型工程は、前記パンチの傾斜面と前記ダイの角部とを対向させて前記傾斜面により前記被対象物を前記ダイの角部に向かって押圧する工程を含む、請求項1に記載の金属製筐体の製造方法。
【請求項3】
前記パンチの底面に対する角度である前記パンチの傾斜面の傾斜角度が0度より大きく45度以下であり、
前記押出成型工程は、0度より大きく45度以下の前記パンチの傾斜面により、前記被対象物を前記ダイの角部に向かって押圧する工程を含む、請求項2に記載の金属製筐体の製造方法。
【請求項4】
前記押出成型工程は、前記パンチの底面と前記ダイの内底面との間隔が、前記パンチの側面と前記ダイの内側面との間隔よりも小さくなるように、前記パンチの底面および傾斜面により、前記被対象物を押圧する工程を含む、請求項1に記載の金属製筐体の製造方法。
【請求項5】
押出成型される金属製の被対象物が配置され、押し出し方向から見て長方形状の凹部を有するダイと、
前記凹部に沿った長方形状を有し、前記凹部に配置された被対象物を押圧するパンチとを備え、
前記パンチは、長方形状の底面の角部に設けられ、前記ダイの角部に対向する傾斜面を含む、押出成型用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属製筐体の製造方法および押出成型用金型に関し、特に、ダイとパンチとにより形成される金属製筐体の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、ダイとパンチとを備える押出成型用金型により形成される金属製筐体の製造方法が知られている(たとえば、特許文献1参照)。
【0003】
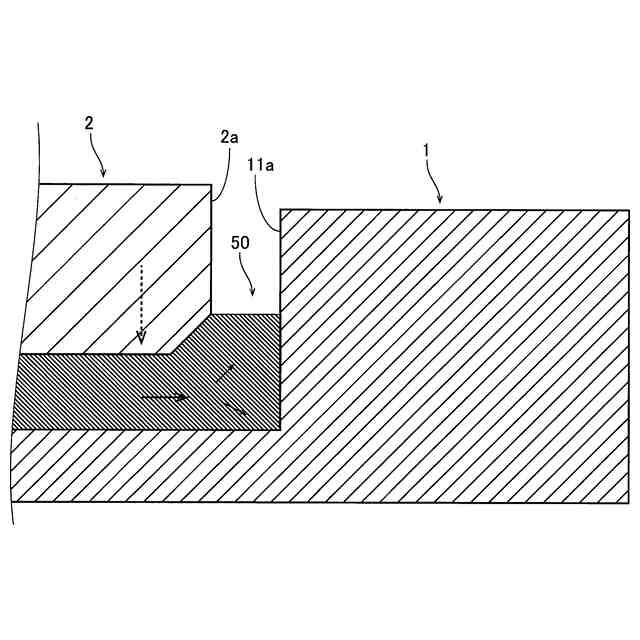
上記特許文献1には、素材を載置する長方形状の凹部を有する雌型(ダイ)と、雌型の凹部の内径よりも小さな外径を有する雄型(パンチ)とを備える押出成型用金型が開示されている。特許文献1では、雌型の凹部内に素材が載置され、雄型によって押圧することにより、素材が塑性変形するとともに、雄型の外周面と雌型の凹部の内側面との間の隙間から雄型の外周面に沿って素材が移動し、底面と側面とを有する筐体が形成される。
【先行技術文献】
【特許文献】
【0004】
実開昭58-147617号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
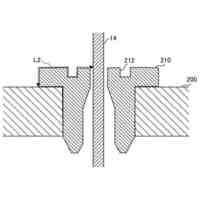
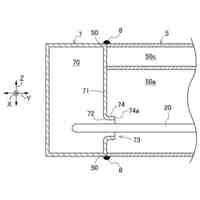
ここで、上記特許文献1には開示されていないが、パンチおよびダイを用いた押出成型方法では、ダイの内底面に配置された被対象物がパンチにより押圧された場合に、パンチとダイとによる拘束が小さくなる広い空間に向かって被対象物が移動しやすいということが知られている。これに起因して、パンチの底面とダイの底面との間隔が、パンチの側面とダイの側面との間隔よりも小さくなった場合に、パンチの側面とダイの側面との隙間にダイの内底面に配置された被処理物が移動しやすくなって、パンチの側面とダイの側面との隙間に被対象物が充填されるが、被対象物が移動しやすいパンチの側面とダイの側面との隙間の直下に位置するダイの長方形状の凹部の角部では、被対象物が充填されない充填不良が発生しやすいという問題点がある。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、ダイの長方形状の凹部の角部において、被対象物が充填されない充填不良が発生することを抑制することが可能な金属製筐体の製造方法および押出成型用金型を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、この発明の第1の局面における金属製筐体の製造方法は、押し出し方向から見て長方形状の凹部を有するダイに、押出成型される金属製の被対象物を配置する配置工程と、凹部に沿った長方形状を有し、ダイの角部に対向する傾斜面が長方形状の底面の角部に設けられているパンチを用いて、凹部に配置された被対象物を押圧することにより凹部に沿った形状に押出成型する押出成型工程とを備え、押出成型工程は、パンチの傾斜面とダイの内底面との間隔が、パンチの側面とダイの内側面との間隔よりも大きくなるように被対象物を押圧する工程を含む。
【0008】
この発明の第1の局面における金属製筐体の製造方法では、上記のように、押出成型工程は、パンチの傾斜面とダイの内底面との間隔が、パンチの側面とダイの内側面との間隔よりも大きくなるように被対象物を押圧する工程を含む。これにより、パンチの側面とダイの内側面との間の隙間の直下に位置するダイの長方形状の凹部の角部に対向する位置に傾斜面を設けることにより、ダイの長方形状の凹部の角部とパンチの傾斜面との間の空間を大きく確保することができるとともにパンチの傾斜面によりダイの角部に向かって被対象物を移動させる押圧力を付与することができるため、ダイの長方形状の凹部の角部に向かって被対象物を移動させやすくすることができる。この結果、ダイの長方形状の凹部の角部において、被対象物が充填されない充填不良が発生することを抑制することができる。
【0009】
上記第1の局面による押出成型用金型において、好ましくは、パンチの傾斜面は、パンチの底面と、隣接する2つの側面との3つの面が交わる角部に形成されており、押出成型工程は、パンチの傾斜面とダイの角部とを対向させて傾斜面により被対象物をダイの角部に向かって押圧する工程を含む。
【0010】
このように構成すれば、底面と、隣接する2つの側面との3つの面が交わる角部に形成することにより、傾斜面がダイの角部に対向しやすくなるため、ダイの長方形状の凹部の角部に向けて被対象物を効果的に移動させやすくして、ダイの長方形状の凹部の角部において、被対象物が充填されない充填不良が発生することをより効果的に抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社アイシン
空気袋
今日
株式会社アイシン
発電装置
1か月前
株式会社アイシン
コンデンサ
24日前
株式会社アイシン
電動ポンプ
1か月前
株式会社アイシン
温度調節器
今日
株式会社アイシン
鋳ぐるみ品
今日
株式会社アイシン
温度調節器
10日前
株式会社アイシン
温度調節器
10日前
株式会社アイシン
自律移動体
1か月前
株式会社アイシン
車両下部構造
19日前
株式会社アイシン
車両駆動装置
20日前
株式会社アイシン
電力変換装置
26日前
株式会社アイシン
電力変換装置
26日前
株式会社アイシン
物体検出装置
10日前
株式会社アイシン
運転支援装置
20日前
株式会社アイシン
心拍検出装置
3日前
株式会社アイシン
ポンプケース
3日前
株式会社アイシン
駐車支援装置
3日前
株式会社アイシン
排熱回収装置
20日前
株式会社アイシン
直流回転電機
24日前
株式会社アイシン
温度調節装置
24日前
株式会社アイシン
動力伝達装置
1か月前
株式会社アイシン
冷却プレート
24日前
株式会社アイシン
立体構造基板
今日
株式会社アイシン
乗員検知装置
11日前
株式会社アイシン
車両用駆動装置
27日前
株式会社アイシン
車両用駆動装置
24日前
株式会社アイシン
ロータリバルブ
今日
株式会社アイシン
バスバーホルダ
1か月前
株式会社アイシン
開閉体支持装置
1か月前
株式会社アイシン
ロータリバルブ
今日
株式会社アイシン
ドアロック装置
10日前
株式会社アイシン
核磁気共鳴装置
4日前
株式会社アイシン
バッテリ温調器
今日
株式会社アイシン
状態推定システム
10日前
株式会社アイシン
燃料電池システム
21日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ