TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025145776
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024046155
出願日
2024-03-22
発明の名称
射出成形システム、及び成形品押出方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/40 20060101AFI20250926BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形装置の制御系を簡易化することができる射出成形システムを提供すること。
【解決手段】固定型と前記固定型に組み付けられる可動型とにより構成される金型を用いて成形品の射出成形を行う射出成形装置を含む射出成形システムであって、射出成形装置は、固定型が取り付けられる固定型取付部と、予め決められた型締方向に向かって固定型と対向するように可動型が取り付けられ、型締方向と平行に移動可能なプラテンと、型締方向に向かってプラテンを移動させることによって固定型と可動型との型締めを行い、且つ、型締方向と反対の型開方向に向かってプラテンを移動させることによって固定型と可動型との型開きを行うトグル式型締機構と、固定型取付部に対する相対的な位置が変化しないように設けられ、トグル式型締機構による型開きに応じて、可動型から成形品を押し出す押出部材と、を備える射出成形システム。
【選択図】図4
特許請求の範囲
【請求項1】
固定型と前記固定型に組み付けられる可動型とにより構成される金型を用いて成形品の射出成形を行う射出成形装置を含む射出成形システムであって、
前記射出成形装置は、
前記固定型が取り付けられる固定型取付部と、
予め決められた型締方向に向かって前記固定型と対向するように前記可動型が取り付けられ、前記型締方向と平行に移動可能なプラテンと、
前記型締方向に向かって前記プラテンを移動させることによって前記固定型と前記可動型との型締めを行い、且つ、前記型締方向と反対の型開方向に向かって前記プラテンを移動させることによって前記固定型と前記可動型との型開きを行うトグル式型締機構と、
前記固定型取付部に対する相対的な位置が変化しないように設けられ、前記トグル式型締機構による前記型開きに応じて、前記可動型から前記成形品を押し出す押出部材と、
を備える射出成形システム。
続きを表示(約 2,900 文字)
【請求項2】
前記型締方向と平行に前記可動型に形成されたN個の貫通孔へ摺動可能に挿通される前記N本のエジェクターピンを備え、
前記Nは、1以上の整数であり、
前記トグル式型締機構は、
基台と、
前記固定型取付部に対する相対的な位置が変化しないように、且つ、中心軸周りに回転可能に前記基台に支持されるボールねじと、
前記ボールねじの回転に応じて、前記型締方向と平行に移動可能なクロスヘッドを含み、前記クロスヘッドの動きに応じて前記プラテンを前記型締方向と平行に移動させるトグル機構と、
前記ボールねじを回転させる駆動部と、
を備え、
前記押出部材は、前記ボールねじであり、前記トグル式型締機構による前記型開きに応じて、前記可動型に対して相対的に前記N本のエジェクターピンを前記型締方向へ押すことにより、前記可動型から前記成形品を押し出す、
請求項1に記載の射出成形システム。
【請求項3】
前記型締方向において前記可動型と対向し、前記プラテンに対して相対的に前記型締方向と平行に移動可能であり、前記N本のエジェクターピンを支持するエジェクタープレートと、
前記可動型から前記エジェクタープレートが離れるように前記型開方向へ前記エジェクタープレートを付勢する付勢部材と、
を備え、
前記押出部材は、前記トグル式型締機構による前記型開きに応じて、前記エジェクタープレートを介して前記N本のエジェクターピンを前記型締方向へ押すことにより、前記可動型から前記成形品を押し出す、
請求項2に記載の射出成形システム。
【請求項4】
前記トグル機構は、
前記プラテンにより回動可能に支持される第1コネクティングロッドと、
前記クロスヘッドにより回動可能に支持される第1リンクと、
前記基台と前記第1コネクティングロッドと前記第1リンクとのそれぞれと回動可能に接続される第1クランクと、
前記プラテンにより回動可能に支持される第2コネクティングロッドと、
前記クロスヘッドにより回動可能に支持される第2リンクと、
前記基台と前記第2コネクティングロッドと前記第2リンクとのそれぞれと回動可能に接続される第2クランクと、
を備え、
前記第1クランクと前記第2クランクとは、前記ボールねじを挟んで対向しており、
前記第1クランクは、前記中心軸と平行な方向から前記トグル式型締機構を見た場合、前記ボールねじの上方に位置し、
前記第2クランクは、前記中心軸と平行な方向から前記トグル式型締機構を見た場合、前記ボールねじの下方に位置し、
前記第1クランクにおける前記第1コネクティングロッドの回動軸は、前記クロスヘッドの前記型開方向への移動に応じて前記ボールねじへ近づき、前記クロスヘッドの前記型締方向への移動に応じて前記ボールねじから遠のき、
前記第2クランクにおける前記第2コネクティングロッドの回動軸は、前記クロスヘッドの前記型開方向への移動に応じて前記ボールねじへ近づき、前記クロスヘッドの前記型締方向への移動に応じて前記ボールねじから遠く、
請求項2に記載の射出成形システム。
【請求項5】
前記プラテンが移動可能な位置のうち最も前記型開方向側の位置に前記プラテンが位置している場合、前記中心軸と平行な方向から前記クロスヘッドを見ると、前記トグル機構の一部が前記クロスヘッドと重なっている、
請求項4に記載の射出成形システム。
【請求項6】
前記第1クランクは、前記プラテンが移動可能な位置のうち最も前記型開方向側の位置に前記プラテンが位置している場合において前記中心軸と平行な方向から前記クロスヘッドを見ると、下端が前記クロスヘッドと重なっており、且つ、前記ボールねじと離間しており、
前記第2クランクは、前記プラテンが移動可能な位置のうち最も前記型開方向側の位置に前記プラテンが位置している場合において前記中心軸と平行な方向から前記クロスヘッドを見ると、上端が前記クロスヘッドと重なっており、且つ、前記ボールねじと離間している、
請求項5に記載の射出成形システム。
【請求項7】
前記固定型取付部と前記基台とのそれぞれによって前記中心軸と平行に支持され、前記ボールねじよりも上方に位置する第1タイバー及び第2タイバーと、
前記固定型取付部と前記基台とのそれぞれによって前記中心軸と平行に支持され、前記ボールねじよりも下方に位置する第3タイバー及び第4タイバーと、
を備える請求項4に記載の射出成形システム。
【請求項8】
前記プラテンは、前記第1タイバーと前記第2タイバーと前記第3タイバーと前記第4タイバーとの4本のタイバーによって前記型締方向と平行に摺動可能に支持されており、
前記プラテンは、
前記第1コネクティングロッドを回動可能に支持する第1フランジと、
前記第2コネクティングロッドを回動可能に支持する第2フランジと、
を備え、
前記第1タイバーは、前記第1フランジにおける前記第1コネクティングロッドの回動軸と平行な方向から前記第1タイバー及び前記第2タイバーを見た場合、前記第2タイバーと重なっており、
前記第1フランジは、前記第1フランジにおける前記第1コネクティングロッドの回動軸と平行な方向から前記第1フランジを見た場合、前記第1タイバー及び前記第2タイバーのそれぞれと重なっておらず、且つ、前記第1タイバー及び前記第2タイバーの下方に位置しており、
前記第3タイバーは、前記第2フランジにおける前記第2コネクティングロッドの回動軸と平行な方向から前記第3タイバー及び前記第4タイバーを見た場合、前記第4タイバーと重なっており、
前記第2フランジは、前記第2フランジにおける前記第2コネクティングロッドの回動軸と平行な方向から前記第2フランジを見た場合、前記第3タイバー及び前記第4タイバーのそれぞれと重なっておらず、且つ、前記第3タイバー及び前記第4タイバーの上方に位置している、
請求項7に記載の射出成形システム。
【請求項9】
前記第1タイバーと前記第2タイバーと前記第3タイバーと前記第4タイバーとの4本のタイバーそれぞれの直径は、同じであり、
前記4本のタイバーそれぞれの前記型開方向側の端部には、前記4本のタイバーそれぞれの直径と同じ直径のねじ山の雄ねじ加工が施されている、
請求項7に記載の射出成形システム。
【請求項10】
前記クロスヘッドが前記ボールねじの回転に応じて回転してしまうことを抑制する回転抑制部を備える、
請求項2に記載の射出成形システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この開示は、射出成形システム、及び成形品押出方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
樹脂、金属粉末等を含む成形材料を用いた射出成形についての研究、開発が行われている。
【0003】
これに関し、トグル式型締機構を用いた射出成形装置において、金型を構成する固定型と可動型との型締め及び型開きをトグル式型締機構に行わせるアクチュエーターとともに、射出成形後の可動型から成形品を押し出すエジェクターピンを突き出すための専用のアクチュエーターを備え、当該専用のアクチュエーターによりエジェクターピンを突き出すことによって可動型から成形品を押し出す機構が知られている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
特開平11-192651号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載されたような機構は、上記のように2つのアクチュエーターを備えているため、当該機構の制御系が複雑になってしまう場合があった。これは、当該機構の製造コストの増大を招くため、好ましいことではない。
【課題を解決するための手段】
【0006】
上記課題を解決するために本開示の一態様は、固定型と前記固定型に組み付けられる可動型とにより構成される金型を用いて成形品の射出成形を行う射出成形装置を含む射出成形システムであって、前記射出成形装置は、前記固定型が取り付けられる固定型取付部と、予め決められた型締方向に向かって前記固定型と対向するように前記可動型が取り付けられ、前記型締方向と平行に移動可能なプラテンと、前記型締方向に向かって前記プラテンを移動させることによって前記固定型と前記可動型との型締めを行い、且つ、前記型締方向と反対の型開方向に向かって前記プラテンを移動させることによって前記固定型と前記可動型との型開きを行うトグル式型締機構と、前記固定型取付部に対する相対的な位置が変化しないように設けられ、前記トグル式型締機構による前記型開きに応じて、前記可動型から前記成形品を押し出す押出部材と、を備える射出成形システムである。
【0007】
また、上記課題を解決するために本開示の一態様は、固定型と前記固定型に組み付けられる可動型とにより構成される金型を用いて成形品の射出成形を行う射出成形装置において前記可動型から前記成形品を押し出す成形品押出方法であって、前記射出成形装置は、前記固定型が取り付けられる固定型取付部と、予め決められた型締方向に向かって前記固定型と対向するように前記可動型が取り付けられ、前記型締方向と平行に移動可能なプラテンと、前記型締方向に向かって前記プラテンを移動させることによって前記固定型と前記可動型との型締めを行い、且つ、前記型締方向と反対の型開方向に向かって前記プラテンを移動させることによって前記固定型と前記可動型との型開きを行うトグル式型締機構と、前記固定型取付部に対する相対的な位置が変化しないように設けられる押出部材と、を備え、前記トグル式型締機構によって前記型開方向へ前記プラテンを移動させることによって前記押出部材に前記可動型から前記成形品を押し出させる、成形品押出方法である。
【図面の簡単な説明】
【0008】
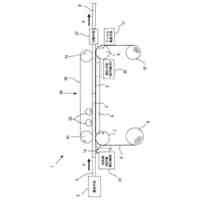
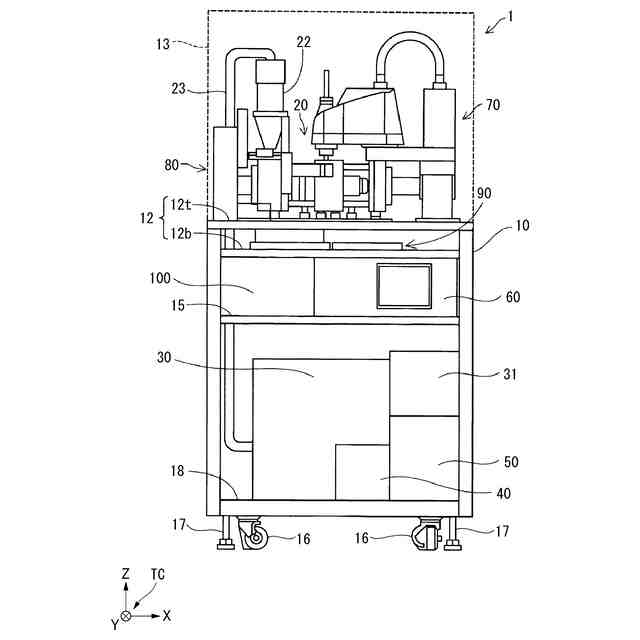
射出成形システム1の構成の一例を示す正面図である。
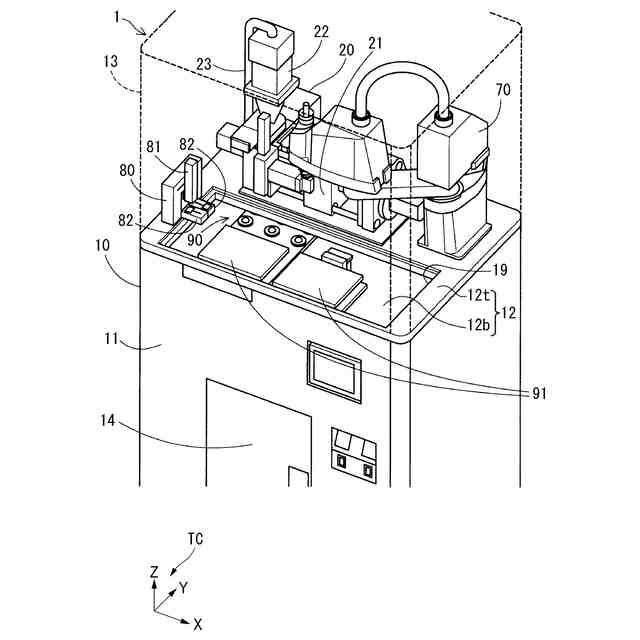
図1に示した射出成形システム1の斜視図である。
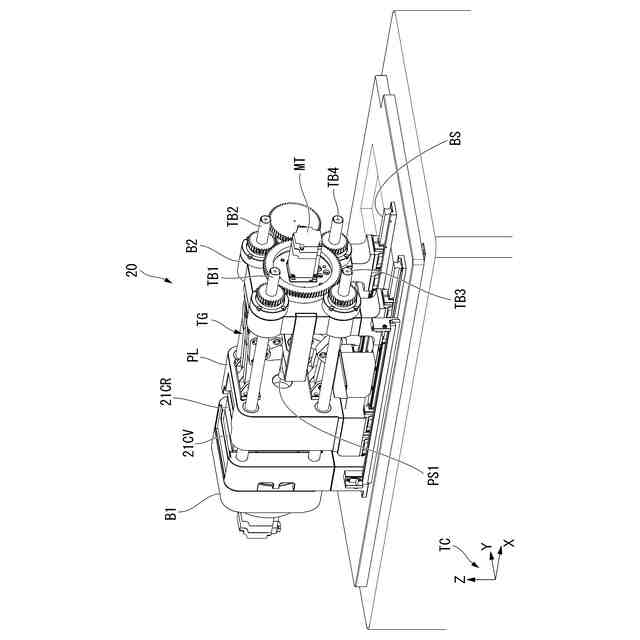
射出成形装置20の構成の一例を示す斜視図である。
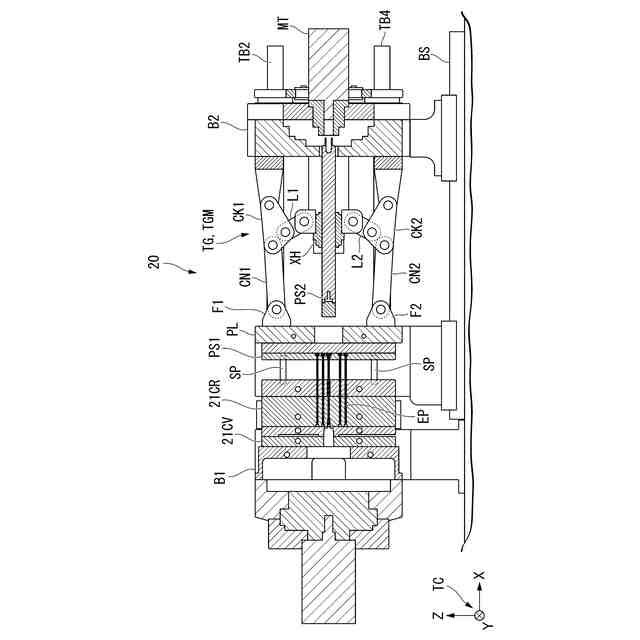
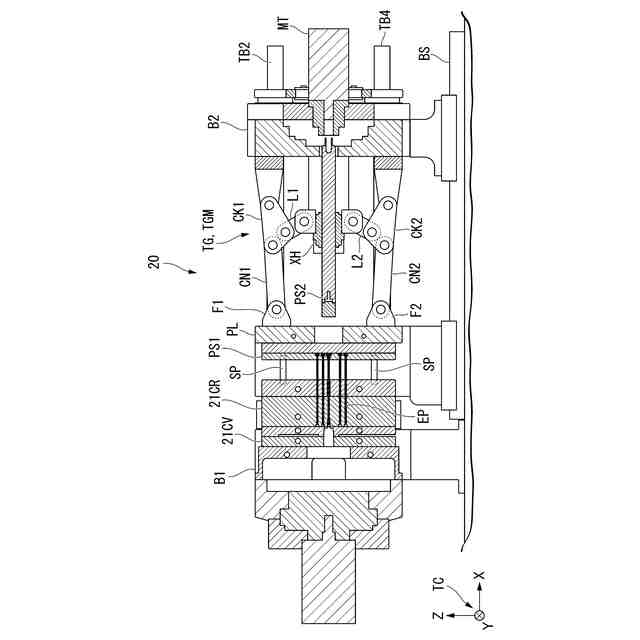
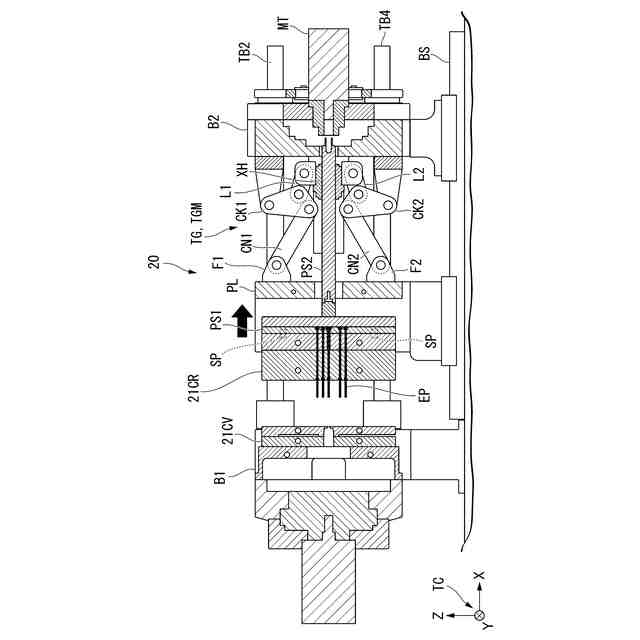
金型21を閉じている型締状態の射出成形装置20の側面図である。
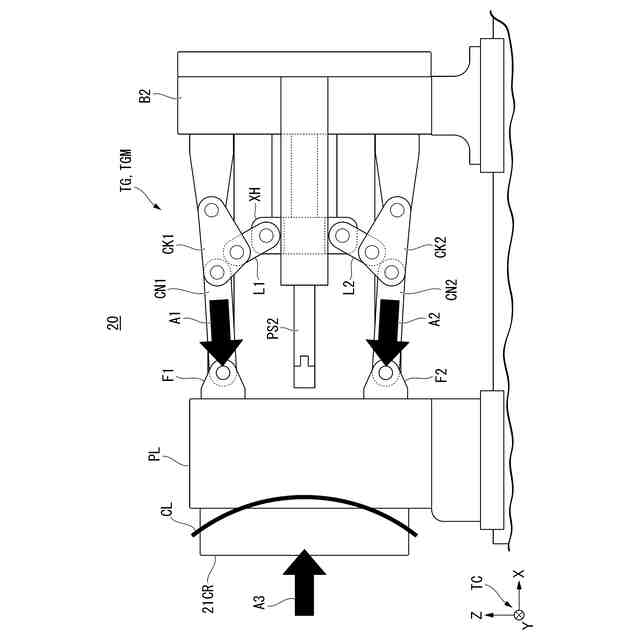
金型21を開いている型開状態の射出成形装置20の側面図である。
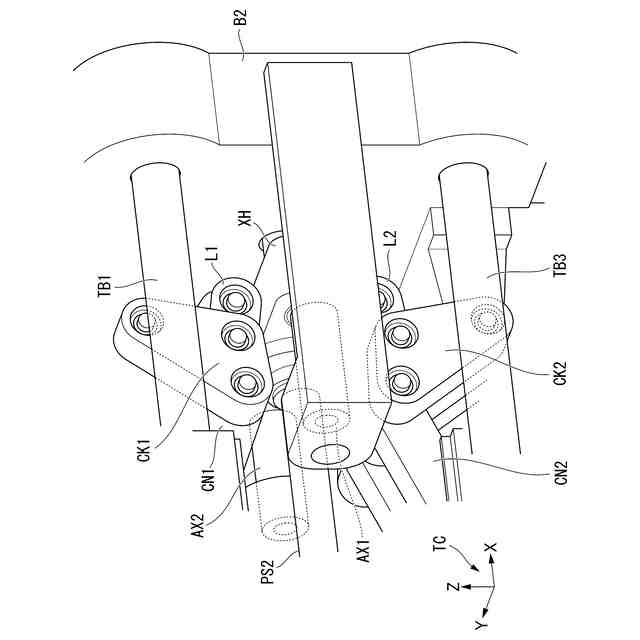
可動型21CRが離間位置に位置している場合のクロスヘッドXHの周辺の様子の一例を示す斜視図である。
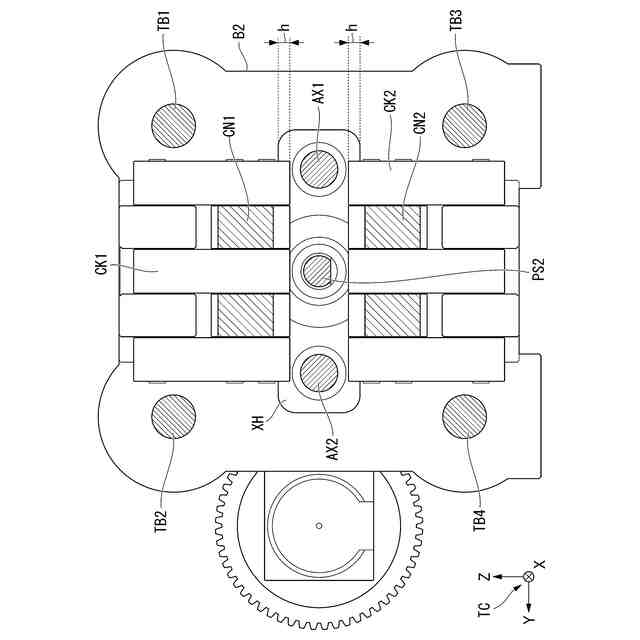
図6に示したクロスヘッドXHの正面図である。
可動型21CRが離間位置に位置していない場合におけるクロスヘッドXHの周辺の様子の一例を示す図である。
トグル式型締機構TGによる型締めが行われた場合において、プラテンPLに取り付けられた可動型21CRが撓んでしまうことを説明するための図である。
射出成形装置20の構成の変形例1を示す側面図である。
ボールねじPS2の中心軸と直交する方向においてトグル式型締機構TGの駆動部MTがトグル機構TGMと重なっている場合の射出成形システム1の一例を示す上面図である。
射出成形装置20が備える4本のタイバーのうちの第1タイバーTB1の構成の一例を示す図である。
ダブルナットにより第1タイバーTB1~第4タイバーTB4のそれぞれがトグル式型締機構TGの基台B2に取り付けられている場合の射出成形装置20の一例を示す側面図である。
図13に示した射出成形装置20の斜視図である。
基台B2に型厚調整機構が取り付けられている場合の射出成形装置20の一例を示す斜視図である。
図15に示した射出成形装置20の背面図である。
【発明を実施するための形態】
【0009】
<実施形態>
以下、本開示の実施形態について、図面を参照して説明する。
【0010】
<射出成形システムの概要>
まず、実施形態に係る射出成形システムの概要について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
10日前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
2か月前
東レ株式会社
フィルムの製造方法
3か月前
個人
樹脂可塑化方法及び装置
8か月前
日機装株式会社
加圧システム
5か月前
株式会社FTS
ロッド
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
株式会社カワタ
計量混合装置
4か月前
トヨタ自動車株式会社
射出装置
7か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社FTS
成形装置
9か月前
株式会社漆原
シートの成形方法
4か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社不二越
射出成形機
6か月前
株式会社神戸製鋼所
混練機
7か月前
株式会社FTS
セパレータ
8か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
4か月前
株式会社コスメック
射出成形装置
4か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
6か月前
東レ株式会社
炭素繊維シートの製造方法
5か月前
東レ株式会社
溶融押出装置および押出方法
8か月前
トヨタ自動車株式会社
真空成形装置
5か月前
株式会社バルカー
シートガスケット
5日前
三和合板株式会社
化粧板の製造装置
1か月前
コイト電工株式会社
フレーム成形品
25日前
東レ株式会社
繊維強化プラスチック構造体
1か月前
個人
ノズルおよび熱風溶接機
8か月前
日産自動車株式会社
成形装置
2か月前
株式会社コスメック
磁気クランプ装置
8か月前
シチズンファインデバイス株式会社
接合装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ