TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149449
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024050107
出願日
2024-03-26
発明の名称
混練装置
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
B29B
7/18 20060101AFI20251001BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】追加材料を混練室に供給する際の混練室内の圧力低下を軽減することができる。
【解決手段】混練装置1は、超臨界状態または亜臨界状態の作動流体の存在下で材料を混練する。混練装置1は、混練室11と、ロータ13と、主供給通路40と、ラム20と、第1シール材50(シール材)と、追加材料投入部60と、を備える。ロータ13は、主供給通路40から作動流体および材料が供給される混練室11に配置され材料を混練する。ラム20は、主供給通路40に差し込まれ、混練室11を開閉する。第1シール材50は、ラム20の外面と主供給通路40の内面との間に配置される。追加材料投入部60において、追加材料が入れられ昇圧された追加材料収容部61から、主供給通路40との接続部40cが第1シール材50よりも混練室11側に位置する追加材料供給通路65を介して追加材料が混練室11に供給される。
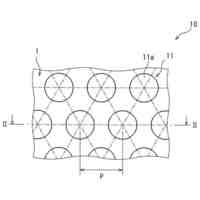
【選択図】図2
特許請求の範囲
【請求項1】
超臨界状態または亜臨界状態の作動流体の存在下で材料を混練する混練装置であって、
前記作動流体および前記材料が入れられる混練室と、
前記混練室に配置され、前記材料を混練するロータと、
前記混練室に前記材料を供給するための主供給通路と、
前記主供給通路に差し込まれ、前記混練室に対して接近または離反するように、前記主供給通路に沿った方向である通路方向に移動することで前記混練室を開閉するラムと、
前記ラムの外面と前記主供給通路の内面との間に配置されるシール材と、
前記主供給通路を経由して前記材料のうちの追加材料を前記混練室に供給するための追加材料投入部と、
を備え、
前記追加材料投入部は、
前記追加材料が入れられる追加材料収容部と、
前記追加材料収容部の入口側に設けられた入口部開閉機構と、
前記追加材料収容部の出口側に設けられた出口部開閉機構と、
前記追加材料収容部を昇圧する昇圧手段と、
前記追加材料収容部と前記主供給通路とを接続する追加材料供給通路と、
を有し、
前記追加材料供給通路と前記主供給通路との接続部が前記シール材よりも前記混練室側に位置する、
混練装置。
続きを表示(約 1,200 文字)
【請求項2】
請求項1に記載の混練装置であって、
前記ラムの外面と前記主供給通路の内面との間に配置される第2シール材を備え、
前記第2シール材は、前記接続部よりも前記混練室側に位置する、
混練装置。
【請求項3】
請求項1または2に記載の混練装置であって、
前記追加材料供給通路は、前記主供給通路に近い側の部分が、前記通路方向に対して傾斜する傾斜通路とされており、
前記傾斜通路を前記接続部から前記混練室側へ延ばした仮想の延長線が、前記主供給通路の内面にぶつからずに前記混練室に到達する、
混練装置。
【請求項4】
請求項1または2に記載の混練装置であって、
前記追加材料供給通路を冷却する冷却機構を備える、
混練装置。
【請求項5】
請求項1または2に記載の混練装置であって、
前記混練室の圧力P1を検出する第1圧力計と、
前記追加材料収容部の圧力P2を検出する第2圧力計と、
制御部と、
を備え、
前記制御部は、前記ロータを停止させ、その後、前記第2圧力計で検出された前記圧力P2>前記第1圧力計で検出された前記圧力P1、であることを条件に、前記出口部開閉機構を開にすることで前記追加材料収容部から前記混練室へ前記追加材料を供給する、
混練装置。
【請求項6】
請求項1または2に記載の混練装置であって、
制御部を備え、
前記制御部は、前記ロータを回転させている状態で、前記主供給通路に隣接する前記混練室の材料投入空間部分に前記材料が充満していないと判断したことを条件に、前記出口部開閉機構を開にすることで前記追加材料収容部から前記混練室へ前記追加材料を供給する、
混練装置。
【請求項7】
請求項6に記載の混練装置であって、
前記混練室の圧力P1を検出する第1圧力計と、
前記追加材料収容部の圧力P2を検出する第2圧力計と、
を備え、
前記制御部は、回転している前記ロータの1回転あたりの前記第1圧力計で検出された最大圧力P1max、および最小圧力P1minを記憶し、
前記制御部は、前記ロータの任意の部分が、前記第1圧力計の圧力検出位置に対向する位置から前記材料投入空間部分に到達するまでの時間Tmを算出し、
前記制御部は、前記ロータを回転させている状態で、前記第2圧力計で検出された前記圧力P2>前記最小圧力P1min、且つ、前記最大圧力P1max>前記第1圧力計で検出された前記圧力P1であることを検知してから前記時間Tm後に、前記出口部開閉機構を開にすることで前記追加材料収容部から前記混練室へ前記追加材料を供給する、
混練装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超臨界状態または亜臨界状態の作動流体の存在下で材料を混練する混練装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えば特許文献1などに、材料を混練する混練装置が記載されている。同文献に記載の混練装置は、混練室と、混練室に材料を投入するための通路(同文献ではラムウエイト室など)と、通路を開閉するラム(同文献ではラムウエイト)と、を備えている。
【0003】
超臨界状態または亜臨界状態の作動流体の存在下で材料を混練する場合は、作動流体を超臨界状態または亜臨界状態にするために、混練室内を高圧に保つ必要がある。そのため、超臨界状態または亜臨界状態の作動流体を用いずに材料を混練する混練装置に比べ、ラムと通路との間でのシール性が向上されることが一般的である。
【0004】
ところで、早期に加硫反応が開始されてしまうスコーチと呼ばれる現象が発生する場合がある。特許文献2には、材料を、加硫材とそれ以外に分け、第1混合物を混練した予備組成物に対して加硫材を加えることが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2019-093590号公報
特開2020-002379号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記従来では、加硫材のような追加材料を加える場合、混練室を減圧し、追加材料を加えた後に、再度混練室を昇圧する、といった工程が必要であった。
【0007】
そこで、本発明は、追加材料を投入する際に混練室の圧力の低下を抑制し、再昇圧に要する動力と時間を削減することができる混練装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
混練装置は、超臨界状態または亜臨界状態の作動流体の存在下で材料を混練する。混練装置は、混練室と、ロータと、主供給通路と、ラムと、シール材と、追加材料投入部と、を備える。前記混練室は、前記作動流体および前記材料が入れられる。前記ロータは、前記混練室に配置され、前記材料を混練する。前記主供給通路は、前記混練室に前記材料を供給するために用いられる。前記ラムは、前記主供給通路に差し込まれ、前記混練室に対して接近または離反するように、前記主供給通路に沿った方向である通路方向に移動することで前記混練室を開閉する。前記シール材は、前記ラムの外面と前記主供給通路の内面との間に配置される。前記追加材料投入部は、前記主供給通路を経由して前記材料のうちの追加材料を前記混練室に供給するために用いられる。前記追加材料投入部は、追加材料収容部と、入口部開閉機構と、出口部開閉機構と、昇圧手段と、追加材料供給通路と、を有する。前記追加材料収容部は、前記追加材料が入れられる。前記入口部開閉機構は、前記追加材料収容部の入口側に設けられている。前記出口部開閉機構は、前記追加材料収容部の出口側に設けられている。前記昇圧手段は、前記追加材料収容部を昇圧する。前記追加材料供給通路は、前記追加材料収容部と前記主供給通路とを接続する。前記追加材料供給通路と前記主供給通路との接続部が前記シール材よりも前記混練室側に位置する。
【発明の効果】
【0009】
追加材料を混練室に供給する際の混練室内の圧力低下を軽減することができる。
【図面の簡単な説明】
【0010】
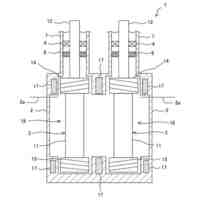
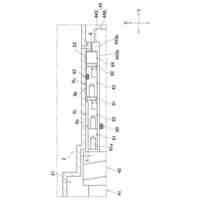
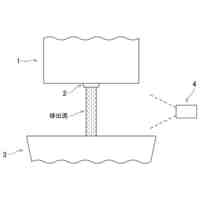
混練装置1の断面図である。
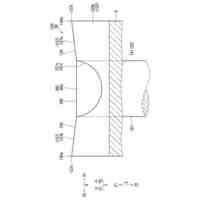
追加材料を供給時の、図1に示すF2部分を示す断面図である。
図2に示す追加材料投入部60におけるラム側追加材料供給通路65bの傾斜角度を示す説明図である。
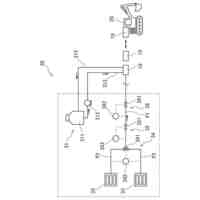
図1に示す混練装置1の電気的構成を示す図である。
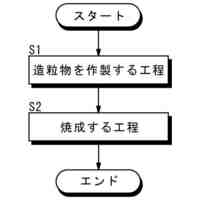
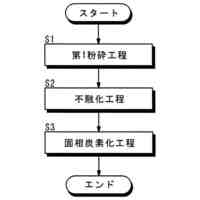
図1に示す混練装置1の混練を停止した状態での追加材料の投入処理のフローチャートを示す図である。
図1に示す混練装置1の混練を作動した状態での追加材料の投入処理のフローチャートを示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
混練機
2日前
株式会社神戸製鋼所
混合装置
2日前
株式会社神戸製鋼所
混練装置
3日前
株式会社神戸製鋼所
混合装置
2日前
株式会社神戸製鋼所
混練装置
2日前
株式会社神戸製鋼所
焼結鉱の製造方法
1日前
株式会社神戸製鋼所
スラグ流出予兆検知方法
1日前
株式会社神戸製鋼所
チタン板およびチタン板の製造方法
2日前
株式会社神戸製鋼所
冷間加工用機械構造用鋼線とその製造方法
1日前
株式会社神戸製鋼所
移動機械システムおよび移動機械の運用方法
3日前
株式会社神戸製鋼所
多孔質炭素の製造方法および二酸化炭素分離方法
2日前
株式会社神戸製鋼所
二次精錬条件および連続鋳造条件の決定方法と鋼の製造方法
4日前
株式会社神戸製鋼所
連続鋳造鋳片の単位長さ当たり重量の予測方法および連続鋳造鋳片の切断方法
1日前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
1日前
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
1日前
株式会社神戸製鋼所
ガスシールドアーク溶接方法、ガスシールドアーク溶接システム、および溶接ワイヤ
2日前
株式会社神戸製鋼所
ガスシールドアーク溶接方法、ガスシールドアーク溶接システム、溶接金属の製造方法、および溶接ワイヤ
2日前
個人
気泡緩衝材減容装置
17日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
6か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
8か月前
株式会社カワタ
計量混合装置
4か月前
日機装株式会社
加圧システム
5か月前
個人
樹脂可塑化方法及び装置
8か月前
東レ株式会社
フィルムの製造方法。
2か月前
東レ株式会社
樹脂フィルムの製造方法
4か月前
株式会社FTS
成形装置
9か月前
トヨタ自動車株式会社
射出装置
7か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社シロハチ
真空チャンバ
11か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ