TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025151097
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024052341
出願日
2024-03-27
発明の名称
混練装置
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
B29B
7/18 20060101AFI20251002BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】軸受とチャンバとの接触を抑制する。
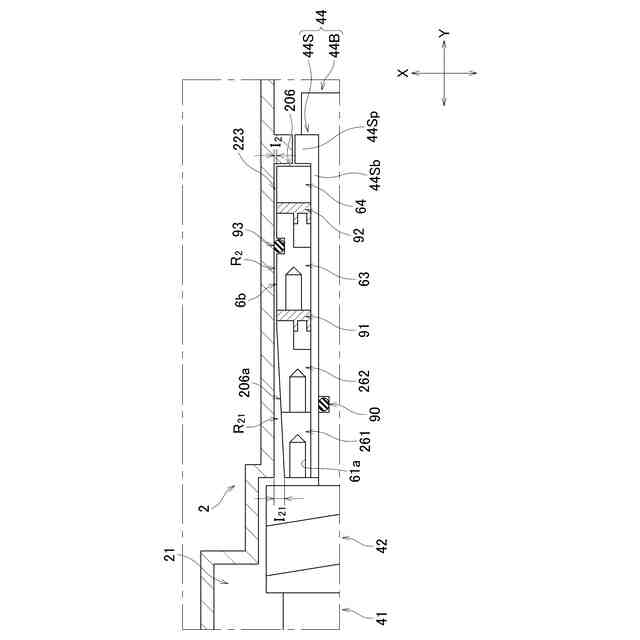
【解決手段】超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練装置であって、チャンバ2と、第1ロータ4と、第1軸受6と、を備えている。チャンバ2内に、ロータ本体41が配置され、材料を混練させる混練室21と、ロータ軸44および第1軸受6が配置される第1軸収容室23と、ロータ軸54および第2軸受7が配置される第2軸収容室25とが形成されている。第1軸収容室23において、チャンバ2と第1軸受6との間に、チャンバ2と第1軸受6との間隔が異なる2以上の領域が第1ロータ4の軸方向に並んでいる。2以上の領域の間隔は、混練室21に近いほど大きい。
【選択図】図2
特許請求の範囲
【請求項1】
超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練装置であって、
チャンバと、
前記チャンバ内に配置され、ロータ本体と軸方向端部に設けられたロータ軸とを有するロータと、
前記チャンバ内に配置され、前記ロータ軸の外側に配置される軸受と、
を備え、
前記チャンバ内に、前記ロータ本体が配置され、材料を混練させる混練室と、前記ロータ軸および前記軸受が配置される軸収容室と、が形成され、
前記軸収容室において、前記チャンバと前記軸受との間に、前記チャンバと前記軸受との間隔が異なる2以上の領域が前記ロータの軸方向に並び、
前記2以上の領域の前記間隔は、前記混練室に近いほど大きい、
混練装置。
続きを表示(約 620 文字)
【請求項2】
前記2以上の領域は、前記チャンバと前記軸受との前記間隔が前記混練室に近付くにつれて連続的に大きくなる領域を有する、
請求項1に記載の混練装置。
【請求項3】
前記チャンバと前記軸受との間に配置された弾性部材を備え、
前記弾性部材は、前記2以上の領域のうち少なくとも前記混練室に最も近い領域に配置されている、
請求項1または2に記載の混練装置。
【請求項4】
前記チャンバと前記軸受との間に、複数の前記弾性部材が、前記ロータの軸方向に離れて配置されている、
請求項3に記載の混練装置。
【請求項5】
前記弾性部材は、ゴム、樹脂材料、スプリング、およびOリングのいずれかまたはこれらの2以上の組合せを含む、
請求項3に記載の混練装置。
【請求項6】
前記ロータ軸は、ロータ軸本体と、前記ロータ軸本体の外側に配置され、前記ロータ軸本体とともに回転するスリーブとを有し、
前記スリーブは、前記ロータ軸本体から分離可能であり、
前記軸受は、前記ロータの軸方向に並ぶ複数の軸受部を有し、
前記複数の軸受部が前記スリーブの外側に配置される、
請求項1または2に記載の混練装置。
【請求項7】
前記複数の軸受部と前記スリーブとが異なる材料からなる、
請求項6に記載の混練装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、スクリュの根元部に複数の螺旋状の溝部が形成された成形加工装置が開示されている。スクリュの根元部の溝部により、溶融材料の混練中に溶融材料が上流に進むことを抑制できる。以下、「スクリュ」を「ロータ」と称し、「スクリュの根元部」であるスクリュの軸方向端部を「ロータ軸」と称する。
【先行技術文献】
【特許文献】
【0003】
特開2006-248115号
【発明の概要】
【発明が解決しようとする課題】
【0004】
一般的に、ロータ軸は、軸受により回転可能に支持されている。軸受は、ロータ軸の外側に配置される。
【0005】
ロータ軸は、材料が混練される混練室に配置されたロータ本体に接続されている。ロータ本体が回転することにより、混練室で材料が混練される。
【0006】
混練室へは、常温の硬い材料が投入される。混練初期は、この硬い材料がロータ本体の翼の周囲に偏在している。この状態でロータ本体が回転すると、ロータ本体が材料から力を受け、ロータ本体が偏芯する。これに伴い、ロータ本体に接続したロータ軸と、ロータ軸の外側の軸受とが偏芯する。軸受の偏芯幅は混練室に近いほど大きい。しかし、軸受とチャンバとの隙間は小さいため、軸受の偏芯幅が大きい部分、つまり、混練室に近い部分では、軸受がチャンバに接触するおそれがある。軸受がチャンバに接触すると、軸受およびチャンバが損耗する。また、軸受およびチャンバが削れることで削り粉が生じる。削り粉が軸受とロータ軸との摺動部に入り、熱を持つと、軸受とロータ軸との焼付きが生じる。
【0007】
本発明は、軸受とチャンバとの接触を抑制することが可能な混練装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本明細書に開示される混練装置は、超臨界状態または亜臨界状態の作動流体の存在下で、材料の混練を行う混練装置であって、チャンバと、前記チャンバ内に配置され、ロータ本体と軸方向端部に設けられたロータ軸とを有するロータと、前記チャンバ内に配置され、前記ロータ軸の外側に配置される軸受と、を備える。前記チャンバ内に、前記ロータ本体が配置され、材料を混練させる混練室と、前記ロータ軸および前記軸受が配置される軸収容室と、が形成されている。前記軸収容室において、前記チャンバと前記軸受との間に、前記チャンバと前記軸受との間隔が異なる2以上の領域が前記ロータの軸方向に並んでいる。前記2以上の領域の前記間隔は、前記混練室に近いほど大きい。
【発明の効果】
【0009】
軸受とチャンバとの接触を抑制することが可能な混練機を提供することができる。
【図面の簡単な説明】
【0010】
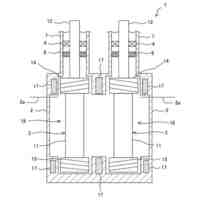
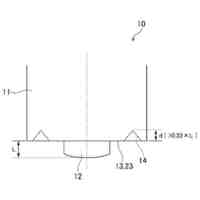
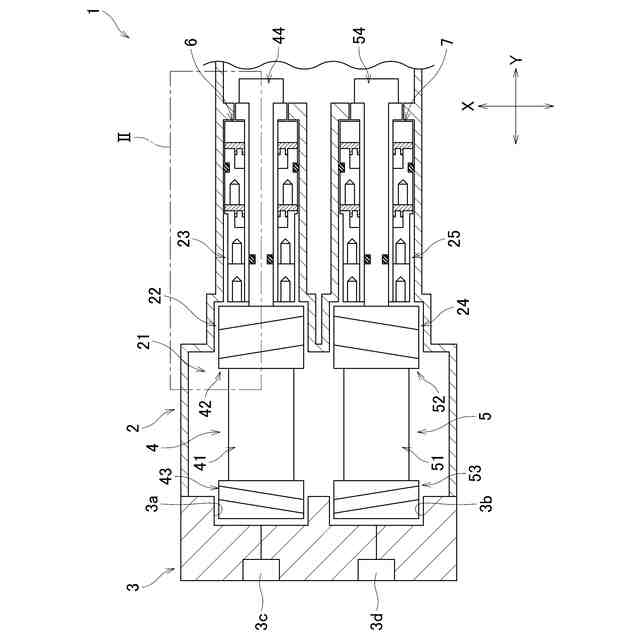
第1実施形態の混練機の断面図(ロータの軸方向に沿った断面図)である。
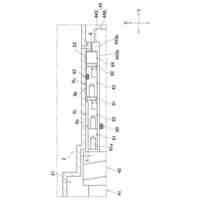
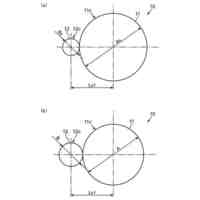
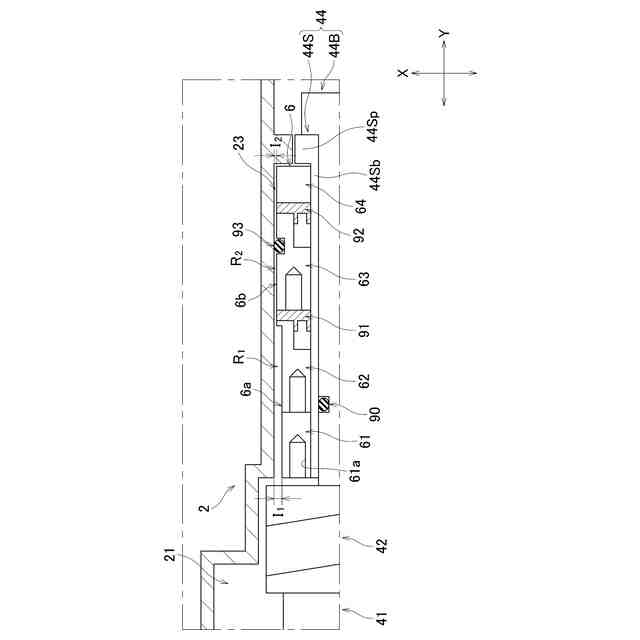
図1に示す第1軸収容室の一部断面図である。
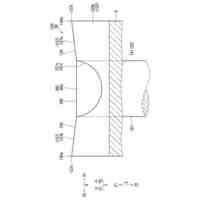
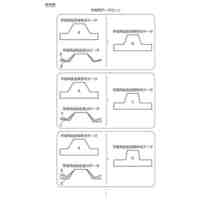
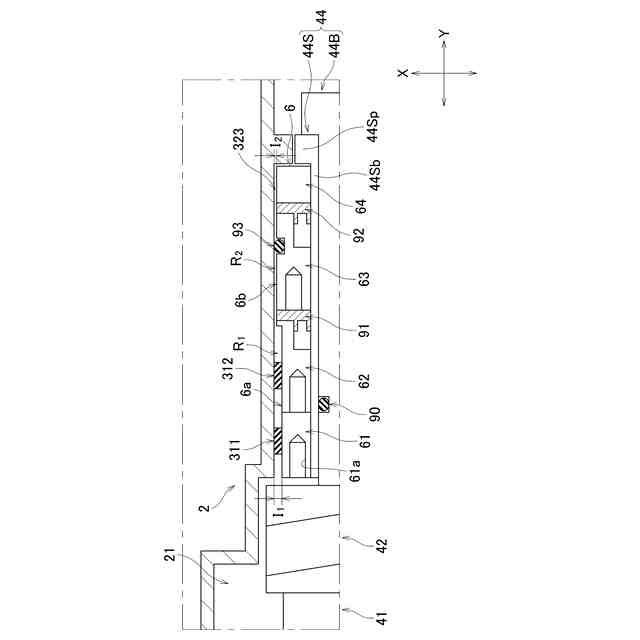
第2実施形態の第1軸収容室の一部断面図である。
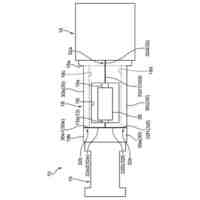
第3実施形態の第1軸収容室の一部断面図である。
第4実施形態の第1軸収容室の一部断面図である。
第4実施形態の第1弾性部材を軸方向Yに見た断面図である。
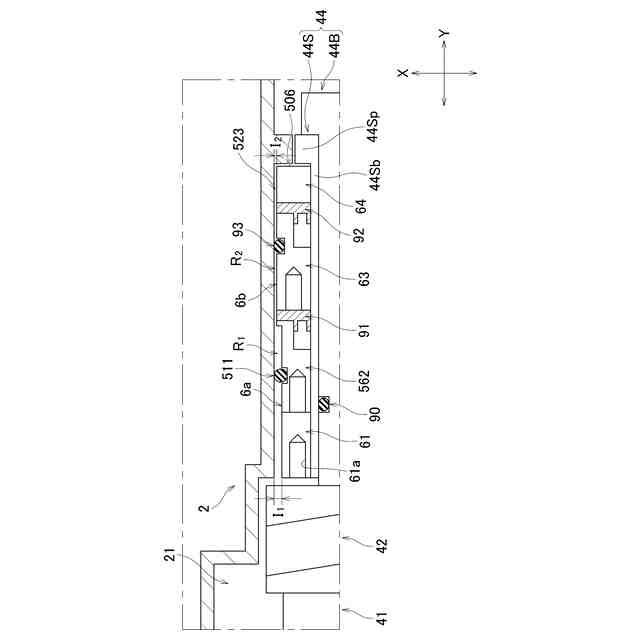
第5実施形態の第1軸収容室の一部断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社神戸製鋼所
混練機
1日前
株式会社神戸製鋼所
混練装置
1日前
株式会社神戸製鋼所
混合装置
1日前
株式会社神戸製鋼所
混練装置
2日前
株式会社神戸製鋼所
混合装置
1日前
株式会社神戸製鋼所
遠心圧縮機
15日前
株式会社神戸製鋼所
連続式押出機
15日前
株式会社神戸製鋼所
密閉式混練機
11日前
株式会社神戸製鋼所
アーク溶接方法
15日前
株式会社神戸製鋼所
残留応力推定方法
11日前
株式会社神戸製鋼所
焼結鉱の製造方法
今日
株式会社神戸製鋼所
スラグ流出予兆検知方法
今日
株式会社神戸製鋼所
Ni基合金フラックス入りワイヤ
11日前
株式会社神戸製鋼所
チタン板およびチタン板の製造方法
1日前
株式会社神戸製鋼所
熱延鋼板の製造方法および熱延鋼板
7日前
株式会社神戸製鋼所
ペールパック用押え板、及びペールパック
7日前
株式会社神戸製鋼所
冷間加工用機械構造用鋼線とその製造方法
今日
株式会社神戸製鋼所
移動機械システムおよび移動機械の運用方法
2日前
株式会社神戸製鋼所
溶接用ワイヤ、溶接方法及び溶接金属の製造方法
21日前
株式会社神戸製鋼所
多孔質炭素の製造方法および二酸化炭素分離方法
1日前
株式会社神戸製鋼所
形状解析システム、形状解析方法、及びプログラム
7日前
株式会社神戸製鋼所
ギアボックスの製造方法並びに回転機械の製造方法
7日前
株式会社神戸製鋼所
非調質鍛造用鋼、非調質鍛造鋼および非調質鍛造部品
7日前
株式会社神戸製鋼所
圧延機の板厚制御方法、および、圧延機板厚制御装置
11日前
株式会社神戸製鋼所
金型製作支援システム、金型製作支援方法、及びプログラム
15日前
株式会社神戸製鋼所
二次精錬条件および連続鋳造条件の決定方法と鋼の製造方法
3日前
株式会社神戸製鋼所
摩擦攪拌接合用工具
10日前
株式会社神戸製鋼所
連続鋳造鋳片の単位長さ当たり重量の予測方法および連続鋳造鋳片の切断方法
今日
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
今日
株式会社神戸製鋼所
ジオポリマー組成物、ジオポリマー硬化体およびジオポリマー硬化体の製造方法
今日
株式会社神戸製鋼所
ガスシールドアーク溶接方法、ガスシールドアーク溶接システム、および溶接ワイヤ
1日前
株式会社神戸製鋼所
ガスシールドアーク溶接方法、ガスシールドアーク溶接システム、溶接金属の製造方法、および溶接ワイヤ
1日前
個人
気泡緩衝材減容装置
16日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ